Изобретение относится к области обработки металлов резанием и может быть применено на токарных станках при продольном точении для уменьшения сил резания. Особенно эффективным применение изобретения представляется при резании труднообрабатываемых сталей и вязких цветных металлов.
Известно, что вибрация инструмента на металлорежущем станке в ряде случаев может принести положительный эффект (Жарков И.Г. Вибрации при обработке лезвийным инструментом. - Л.: Машиностроение. Ленингр. отд-е, 1986, с.27-29). Известны способы резания с применением вибрации (Основы учения о резании металлов и режущий инструмент. С.А.Рубинштейн и др., М., Машиностроение, 1968, с.47-48) и устройства для их реализации (патент №2281187 (РФ); Шаповал В.Н. и др. Вибрационные приводы в металлообработке/В.Н.Шаповал и др. - К.: Техника, 1983, с.70-73). Однако до настоящего времени использование вибрации при обработке на металлорежущих станках не получило распространения, так как добиться стабильного положительного эффекта от применения вибрации при резании металлов, например уменьшения энергии стружкообразования, не удается. Это объясняется тем, что используемые схемы виброрезания (для токарных станков) предназначены для получения одного из трех видов колебаний инструмента: по вектору скорости резания, в направлении подачи, в радиальном направлении. Основное же положительное влияние на процесс резания металлов оказывает вибрационное движение инструмента по направлению вдоль своей главной режущей кромки (тангенциальная вибрация), которая при указанных трех способах виброрезания либо не возникает совсем, либо возникает как сопутствующее явление и имеет незначительную величину.
Кроме того, в промышленных условиях резание металлов обычно является несвободным (Рубинштейн С.А. и др. Основы учения о резании металлов и режущий инструмент. М., Машиностроение, 1968, с.29), что в значительной мере снижает эффективность применения вибрации при обработке на металлорежущих станках.
Наиболее близким к заявляемому изобретению является способ скоростной многорезцовой обточки (Коновалов Е.Г. Основы новых способов металлообработки. - Минск: Изд-во Академии наук БССР, 1961, с.39).
Способ состоит в том, что на суппорт токарного станка устанавливается многорезцовая обойма. Внутри нее проходит обтачиваемая деталь. В обойме находится шесть резцов, из которых три неподвижно закреплены, а три других крепятся в державке, совершающей возвратно-поступательное движение относительно корпуса обоймы в направлении продольной подачи (вдоль оси вращения детали). Вследствие переменной подачи и постоянной глубины резания сечение стружки меняется по толщине. Это создает условия для надежного дробления стружки, а при определенной амплитуде колебаний подвижных резцов позволяет получить обработанную поверхность с малой шероховатостью.
Недостатком этого способа является невозможность понизить энергозатраты на процесс стружкообразования (то есть уменьшить силы резания), так как деформация стружки при таком точении не уменьшается по сравнению с ее деформацией при обычном точении.
Задачей изобретения является создание способа продольного точения, позволяющего уменьшить силы резания.
Для решения этой задачи предложен способ вибротангенциального точения, состоящий в том, что обрабатываемая деталь вращается внутри обоймы, которая содержит одну или более пар резцов, один из которых основной установлен с возможностью совершать колебательное движение в направлении вдоль своей главной режущей кромки, а второй дополнительный установлен в обойме неподвижно. Обойме сообщают поступательное движение продольной подачи, при этом дополнительный резец снимает часть срезаемого слоя (расположенную непосредственно около обработанной поверхности).
За счет того, что основной резец получает вибрацию в направлении своей главной режущей кромки, средние за период колебаний значения рабочего переднего и рабочего заднего углов этого резца увеличиваются, что уменьшает деформацию стружки и силы резания. За счет того, что дополнительный резец снимает слой металла, непосредственно примыкающий к обработанной поверхности, для основного резца создаются условия свободного резания и устраняется возможность ухудшения шероховатости обработанной поверхности от вибрации этого резца вдоль своей главной режущей кромки.
Сущность изобретения поясняется чертежами: на фиг.1 показано схематичное изображение способа вибротангенциального точения; на фиг.2 изображена схема, поясняющая изменение переднего угла резца при переходе от обычного к вибротангенциальному точению.
Способ вибротангенциального точения (фиг.1) состоит в том, что на суппорт 6 токарного станка устанавливается обойма 3. Суппорт (вместе с обоймой) получают движение продольной подачи S. Внутри обоймы проходит обтачиваемая деталь 2, которая закреплена в центрах и вращается вместе со шпинделем станка. В обойме установлены два резца. Резец 4 закреплен неподвижно в обойме, а резец 1 установлен в державке 5, совершающей возвратно-поступательное движение со скоростью VT относительно обоймы в направлении вдоль главной режущей кромки К резца 1. Резец 1 является основным, а резец 4 - дополнительным.
Установка резцов производится таким образом, чтобы резец 4 снимал небольшую часть общей ширины срезаемого слоя металла, непосредственно примыкающего к обработанной поверхности. Оставшаяся основная часть срезаемого слоя снимается резцом 1. В результате основной резец 1 участвует в свободном резании и получает возможность совершать тангенциальную вибрацию (вибрацию вдоль своей главной режущей кромки), не ухудшая при этом шероховатость обработанной поверхности.
На фиг.2 показаны основной резец 1 и деталь 2. Здесь V - относительная скорость резца и детали при обычном точении; VT - вибрационная скорость резца, которая при вибротангенциальном точении в сумме со скоростью V дает истинную скорость резания VИ; CN - перпендикуляр к поверхности резания. Здесь не учтена скорость подачи S, так как ее величина мала по сравнению с величинами скоростей V и VТ.
Рабочий передний угол инструмента измеряется между линией CN и линией схода стружки по передней поверхности. При обычном точении стружка сходит по передней поверхности резца по линии СО, перпендикулярной главной режущей кромке. При предлагаемом способе точения в силу того, что вектор истинной скорости резания отклоняется теперь на угол λ от направления, перпендикулярного главной режущей кромке, стружка сходит по линии СО1, составляющей угол η с линией СО (η≈λ). В результате рабочий передний угол γР при вибротангенциальном точении увеличивается по сравнению с передним углом γ, существовавшем при обычном точении. Увеличение переднего угла приводит к снижению степени деформации стружки и уменьшению всех составляющих силы резания (Бобров В.Ф. Основы теории резания металлов. М., Машиностроение, 1975, с.210). Кроме того, аналогичным образом происходит и увеличение рабочего заднего угла резца, что также уменьшает силы резания.
При изменении направления вибрационной скорости резца 1 (что соответствует штриховой линии на фиг.2) линия CO1 отклоняется в другую сторону от линии СО и проведенные рассуждения остаются справедливыми и в этом случае. Таким образом, при вибротангенциальном точении средние за период колебаний резца 1 значения рабочих переднего и заднего углов оказываются большими, чем при обычном точении, что приводит к уменьшению сил резания.
Преимуществом предлагаемого способа точения является также то, что качество обработанной поверхности определяется состоянием дополнительного резца, имеющего небольшие размеры. Это может оказать положительный экономический эффект с точки зрения расхода инструментального материала и затрат на заточку резцов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ определения оптимальной геометрии передней поверхности режущего инструмента | 1978 |
|
SU975221A1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2021 |
|
RU2764449C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2017 |
|
RU2675440C1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| Способ получения частиц порошка методом ротационного точения многогранными резцами | 2024 |
|
RU2830785C1 |
Способ заключается в том, что обрабатываемой детали сообщают вращательное движение внутри обоймы, содержащей одну или более пар резцов, один из которых, основной, установлен с возможностью совершать колебательное движение в направлении вдоль своей главной режущей кромки, а второй, дополнительный, установлен в обойме неподвижно, обойме сообщают поступательное движение продольной подачи, при этом дополнительным резцом снимают часть срезаемого слоя, создавая условия свободного резания для основного резца. Технический результат: уменьшение сил резания. 2 ил.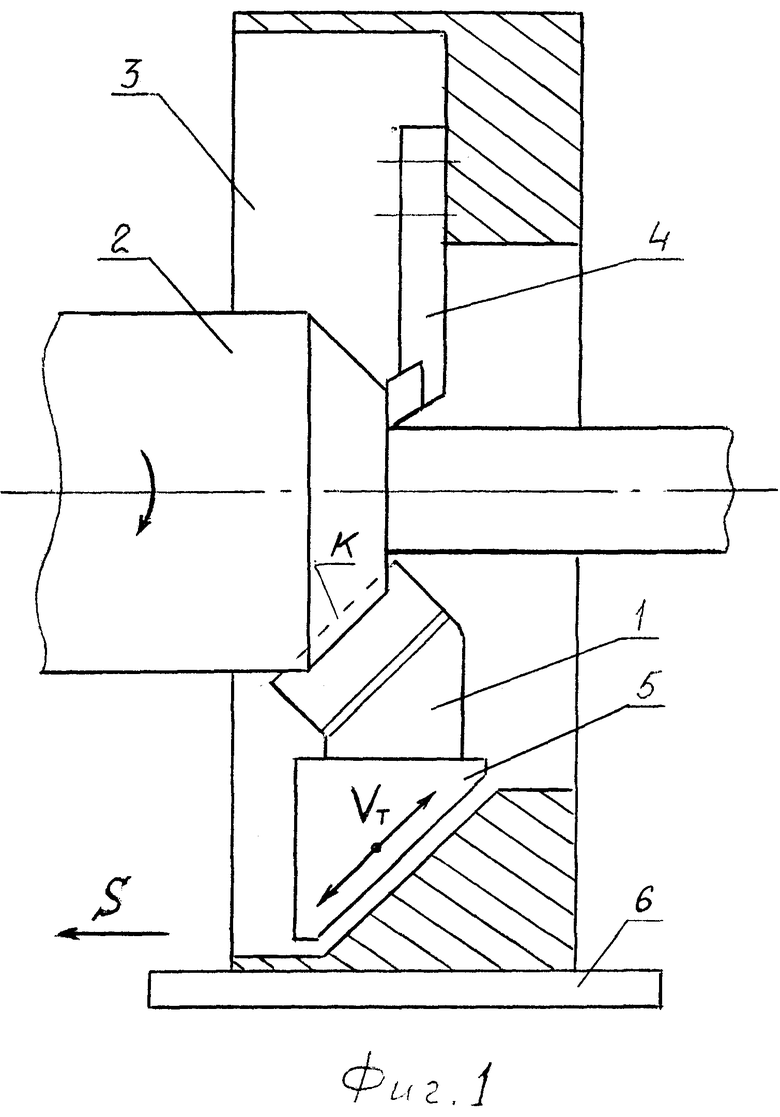
Способ вибротангенциального точения, при котором обрабатываемой детали сообщают вращательное движение внутри обоймы, содержащей одну или более пар резцов, один из которых в качестве основного резца установлен с возможностью совершения колебательного движения в направлении вдоль своей главной режущей кромки, а второй в качестве дополнительного резца установлен в обойме неподвижно, а обойме сообщают поступательное движение продольной подачи, при этом дополнительным резцом снимают часть срезаемого слоя и создают условия свободного резания для основного резца.
| КОНОВАЛОВ Е.Г | |||
| Основы новых способов металлообработки | |||
| - Минск: Издательство Академии наук БССР, 1961, с.39 | |||
| СПОСОБ РЕЗАНИЯ МАТЕРИАЛОВ | 0 |
|
SU330909A1 |
| Способ токарной обработки многолезвийным инструментом | 1978 |
|
SU673378A1 |
| Способ механической обработки | 1982 |
|
SU1057184A1 |
| СПОСОБ РЕЗАНИЯ | 1996 |
|
RU2136445C1 |
| US 4075914 А, 28.02.1978. | |||

