Для осуществления способа электроды сводят до соприкосновения, после чего ,их разводят «а величрииу межалектродного зазора, капилляр стандархного электрода сравнения с .помощью механизма перемещения выставляют заподлицо с электродом-инструментом ИЛИ для исключения погрешности газонаполнения подводят к обрабатываемой детали с зазором Va-/2 велцчины межэлектродного зазора ;и подают на электроды рабочее напряжение, 3aix;eряют раз ность. потенциалов Ед (ЭДС гальванического элемента) между обрабатываемой деталью и стандартным электродо-м сравнения, выставляют значение задающего Изад напряжения равным этой разности потенциалов ЕА и включают систему поддержания заданной величины межэлектродного зазора.
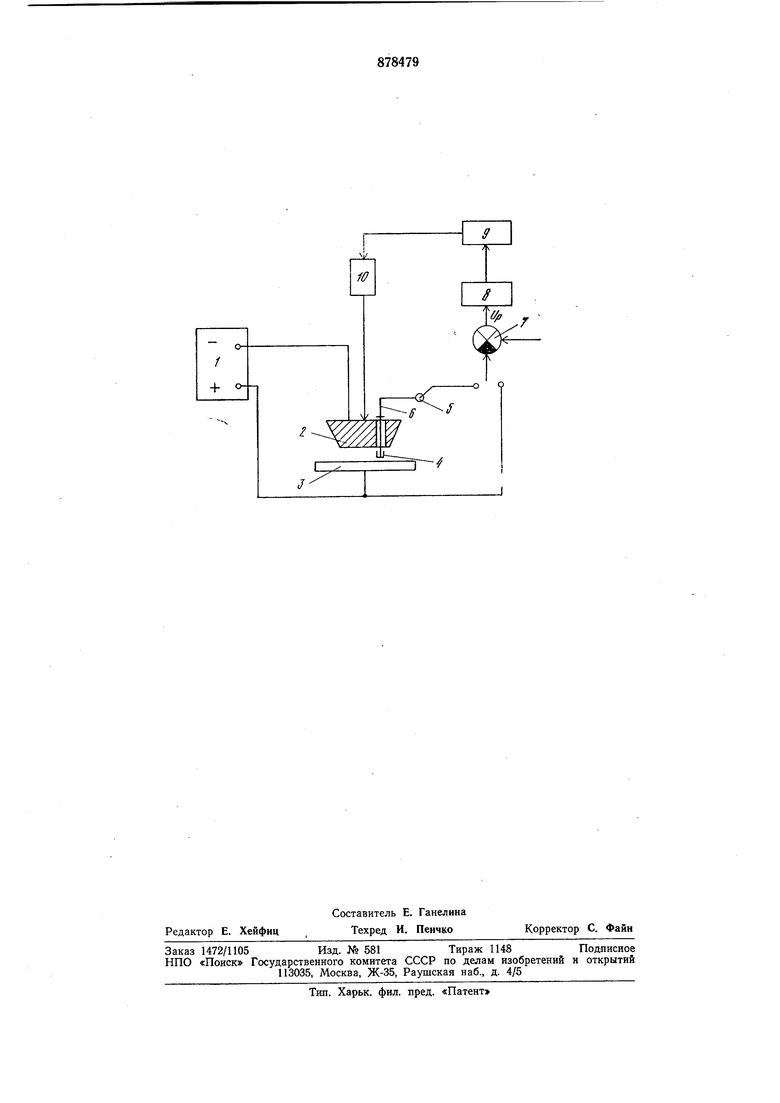
В первоначальный момент времени , а Ирас - напряжение рассогласования на выходе элемента сравнения 7 равно нулю, и электродвигатель 9 не вращается.
Вследствие анодного растворения зазор увеличивается, что приводит к увеличению ЕА на за счет увеличения потенциала анода на эту величину, т. е. на выходе с элемента сравнения появится сигнал Ирас ЕА+АФ-Изат Аф. Это напряжение рассогласования .подается на усилитель 8, там усиливается, преобразуется в переменное и подается на обмотку управления электродвигателя 9, и он начинает вращаться. Вращательное движение электродвигателя с гюмощью преобразователя 10 преобразуется в поступательное движение
электрода-инструмента 2. Он перемещается к обрабатываемой детали до тех пор, пока ЕЛ Мзад, т. е. пока межэлектродный зазор не станет равным первоначальному. При использовании разности потенциалов между обрабатываемой деталью и стандартньгм электродом сравнения .при размерной электрохимической обработке для формирования напряжения рассогласоваиия на выходе с элемента сравнения в снсте ле поддержания постоянного межэлектродного зазора уменьщается в несколько раз составляющая погрешности в связи с тем, что в нее не входит погрешность потенциала электрода-зонда при его поляризации от внешнего источника тока. В результате осуществляется более стабильное поддержание межэлектродного зазора, что приводит к улучщению качества обрабатываемой поверхности.
Формула изобретения
Способ автомагического регулирования
межэлект.родного зазора при размерной
электрохимической обработке по авт. св.
№ 666028, о т л и ч аю щ и и с я тем, что, с
целью повышения точности регулирования
путем; исключений влияния погрешности
поляризац ии электрода-зонда, в качестве
электрода-зонда используют стандартный
электрод сравнения.
Источник информации, принятый во внимание пр.и экспертизе:
1. Заявка № 2532097/25-08, кл. В23Р 1/14, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования межэлектродного зазора при размерной электрохимической обработке | 1977 |
|
SU666028A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |
| Устройство для электрообработки | 1987 |
|
SU1523271A1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| НЕРЕВЕРСИВНЫЙ РЕГУЛЯТОР ПОДАЧИ ЭЛЕКТРОДА-ИНСТРУМЕНТА | 1969 |
|
SU236965A1 |
| Способ электрохимической размерной обработки и устройство для его осуществления | 1980 |
|
SU979064A1 |
| Способ электроэрозионной обработки | 1977 |
|
SU738810A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| Кондуктометр | 1982 |
|
SU1075132A1 |
| СПОСОБ УПРАВЛЕНИЯ АЛЮМИНИЕВЫМ ЭЛЕКТРОЛИЗЕРОМ | 1992 |
|
RU2038426C1 |