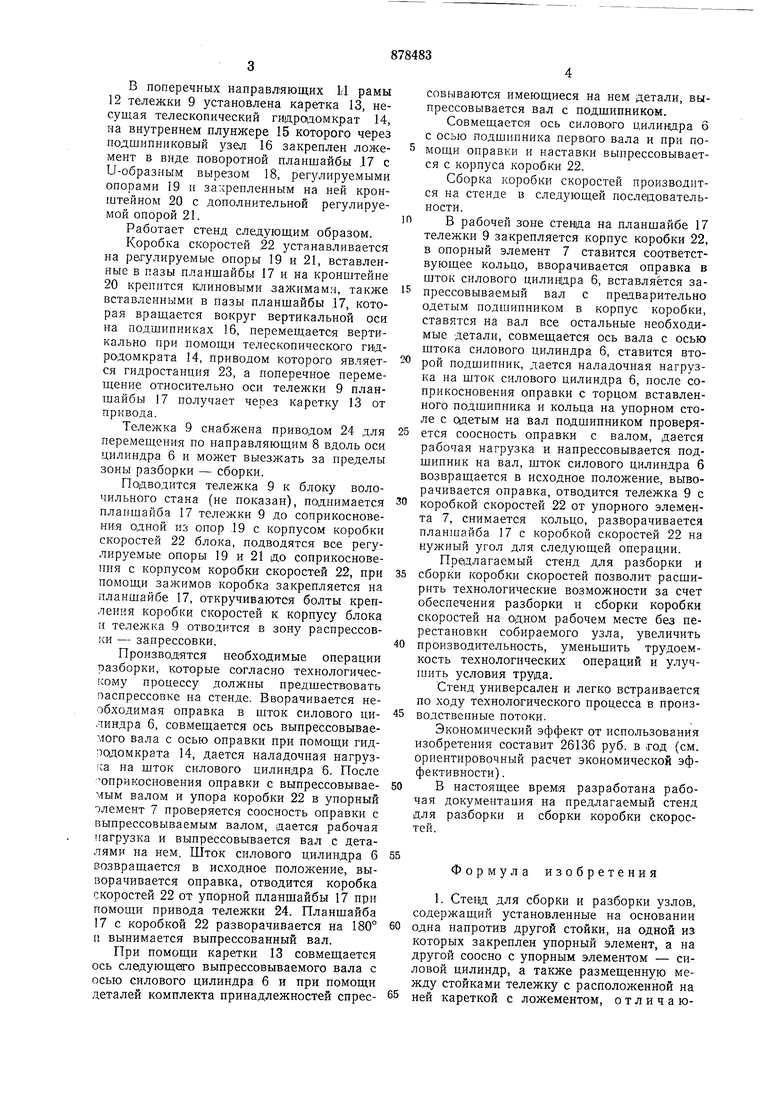
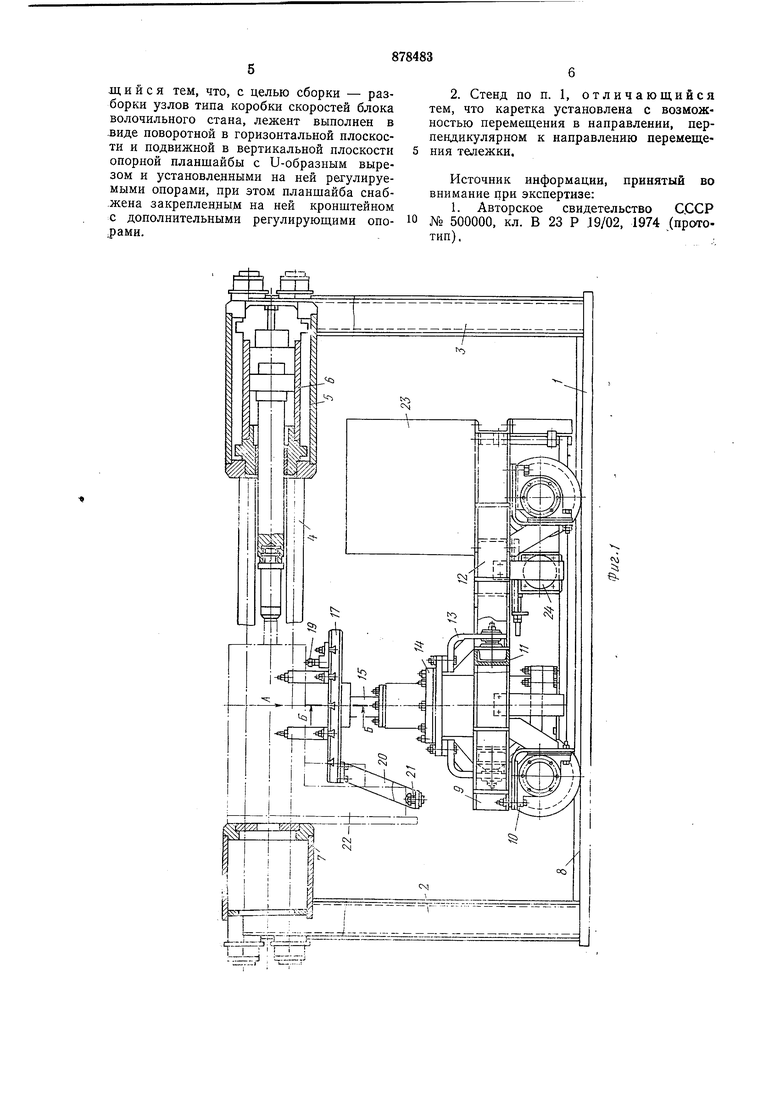
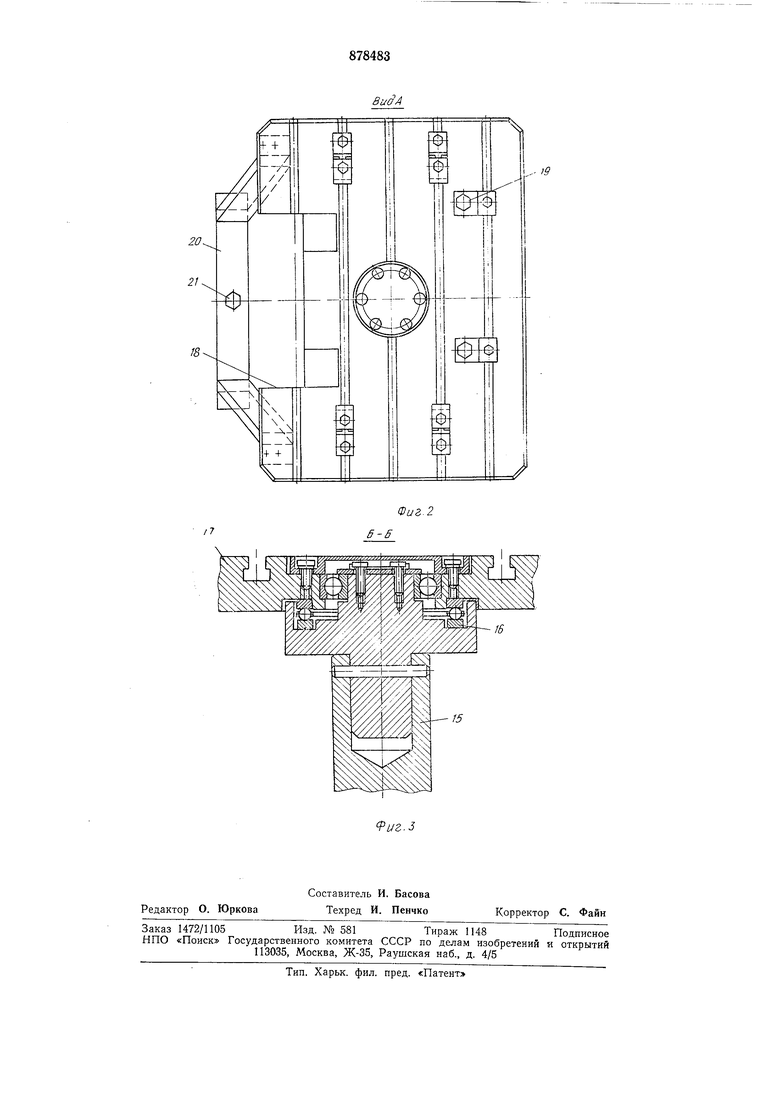
В поперечных направляющих И рамы 12 теленски 9 установлена каретка 13, несущая телескопический гидродомкрат 14, на внутреннем плунжере 15 которого через подшипниковый узел 16 закреплен ложемент в виде поворотной планшайбы .17 с U-образным вырезом 18, регулируемыми опорами 19 и залрепленным на ней кронштейном 20 с дополнительной регулируемой опорой 21.
Работает стенд следуюш;им образом.
Коробка скоростей ,22 устанавливается на регулируемые опоры 19 и 21, вставленные в пазы планшайбы 17 и на кронштейне 20 крепится клиновыми зажимами, также вставленными в пазы планшайбы .17, которая вращается вокруг вертикальной оси на подшипниках 16, перемещается вертикально при помощи телескопического гидродомкрата 14, приводом которого является гидростанция 23, а поперечное перемещение относительно оси тележки 9 планшайбы 17 получает через каретку 13 от привода.
Тележка 9 снабжена приводом 24 для перемещения по направляющим 8 вдоль оси цилиндра 6 и может выезжать за пределы зоны разборки - сборки.
Подводится тележка 9 к блоку волочильного стана (не показан), поднимается планшайба 17 тележки 9 до соприкосновения одной из опор ,19 с корпусом коробки скоростей 22 блока, подводятся вое регулируемые опоры 19 и 21 до соприкосновения с корпусом коробки скоростей 22, при помощи зажимов коробка закрепляется на планшайбе 17, откручиваются болты крепления коробки скоростей к корпусу блока и тележка 9 отводится в зону распрессовки - запрессовки.
Производятся необходимые операции разборки, которые согласно технологическому процессу должны предшествовать паспрессовке на стенде. Вворачивается необходимая оправка в щток силового цилиндра 6, совмещается ось выпрессовываемого вала с осью оправки при помощи гидподомкрата 14, дается наладочная нагруз ia на шток силового цилиндра 6. После соприкосновения оправки с выпрессовываемым валом и упора коробки 22 в упорный олемент 7 проверяется соосность оправки с вьшрессовываемым валом, дается рабочая нагрузка и выпрессовывается вал с деталями на нем. Шток силового цилиндра 6 возвращается в исходное положение, выворачивается оправка, отводится коробка скоростей 22 от упорной планшайбы 17 при помощи привода тележки 24. Планшайба 17 с коробкой 22 разворачивается на 180° 1 вынимается выпрессованный вал.
При помощи каретки 13 совмещается ось следующего вьшрессовываемого вала с осью силового цилиндра б и при помощи деталей комплекта принадлежностей спрессовываются имеющиеся на нем детали, выпрессовывается вал с подшипником.
Совмещается ось силового цилиндра 6 с осью подшипника первого вала и нри помощи оправки и наставки выпрессовывается с корпуса коробки 22.
Сборка коробки скоростей производится на стенде в следующей последовательности.
В рабочей зоне стенда на планшайбе 17 тележки 9 закрепляется корпус коробки 22, в опорный элемент 7 ставится соответствуюшее кольцо, вворачивается оправка в шток силового цилииара 6, вставляется запрессовываемый вал с предварительно одетым подшипником в корпус коробки, ставятся на вал все остальные необходимые детали, совмещается ось вала с осью щтока силового цилиндра 6, ставится второй подшипник, дается наладочная нагрузка на шток силового цилиндра 6, после соприкосновения оправки с торцом вставленного по,дшипника и кольца на упорном столе с одетым на вал подшипником проверяется соосность оправки с валом, дается рабочая нагрузка и напрессовывается подшипник на вал, шток силового цилиндра б возвращается в исходное положение, выворачивается оправка, отводится тележка 9 с
коробкой скоростей 22 от упорного элемента 7, снимается кольцо, разворачивается планшайба 17 с коробкой скоростей 22 на нужный угол для следующей операции. Пре1длагаемый стенд для разборки и
сборки коробки скоростей позволит расщирить технологические возможности за счет обеспечения разборки и сборки коробки скоростей на одном рабочем месте без перестановки собираемого узла, увеличить
производительность, уменьшить трудоемкость технологических операций и улучшить условия труда.
Стенд универсален и легко встраивается по ходу технологического процесса в производственные потоки.
Экономический эффект от использования изобретения составит 26136 руб. в год (см. ориентировочный расчет экономической эффективности).
В настоящее врем1Я разработана рабочая документация на предлагаемый стенд для разборки и сборки коробки скоростей.
55
Формула изобретения
1. Стенд для сборки и разборки узлов, содержащий установленные на основании
одна напротив другой стойки, на одной из которых закреплен упорный элемент, а на другой соосно с упорным элементом - силовой цилиндр, а также размещенную между стойками тележку с расположенной на
ней кареткой с ложементом, отличающ и и с я тем, что, с целью сборки - разборки узлов типа коробки скоростей блока волочильного стана, лежент выполнен в .виде поворотной в горизонтальной плоскости и подвижной в вертикальной плоскости опорной планшайбы с U-образным вырезом и установленными на ней регулируемыми опорами, при этом планшайба снаб.жена закрепленным на ней кронштейном с дополнительными регулирующими опо.рами.. 2. Стенд по п. 1, отличающийся тем, что каретка установлена с возможностью перемеш.еиия в направлении, перпендикулярном к направлению перемещення тележки. Источник информации, принятый во внимание цри экспертизе: 1. Авторское свидетельство СССР № 500000, кл. В 23 Р J9/02, 1974 (прототип),:
20
18
U- 9
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для разборки и сборки | 1981 |
|
SU998079A1 |
| СТЕНД ДЛЯ РАЗБОРКИ ГИДРОЦИЛИНДРОВ | 1992 |
|
RU2071403C1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Стенд для сборки и разборки редукторов | 1976 |
|
SU604650A1 |
| Способ демонтажа соединений и устройство для его осуществления | 1988 |
|
SU1620259A1 |
| Стенд для монтажа и демонтажа прессо-ВыХ СОЕдиНЕНий ТипА ВАл-ВТулКА | 1979 |
|
SU804337A1 |
| Устройство для разборки электродвигателей | 1982 |
|
SU1072188A1 |
| Стенд для разборки и сборки тележки подвески гусеничных тракторов | 1980 |
|
SU950512A1 |
| СТЕНД ДЛЯ РАЗБОРКИ И СБОРКИ ГИДРОГАСИТЕЛЕЙ | 1993 |
|
RU2068329C1 |
| Стенд для сборки и разборки узлов машин | 1977 |
|
SU662310A1 |
б-Б
