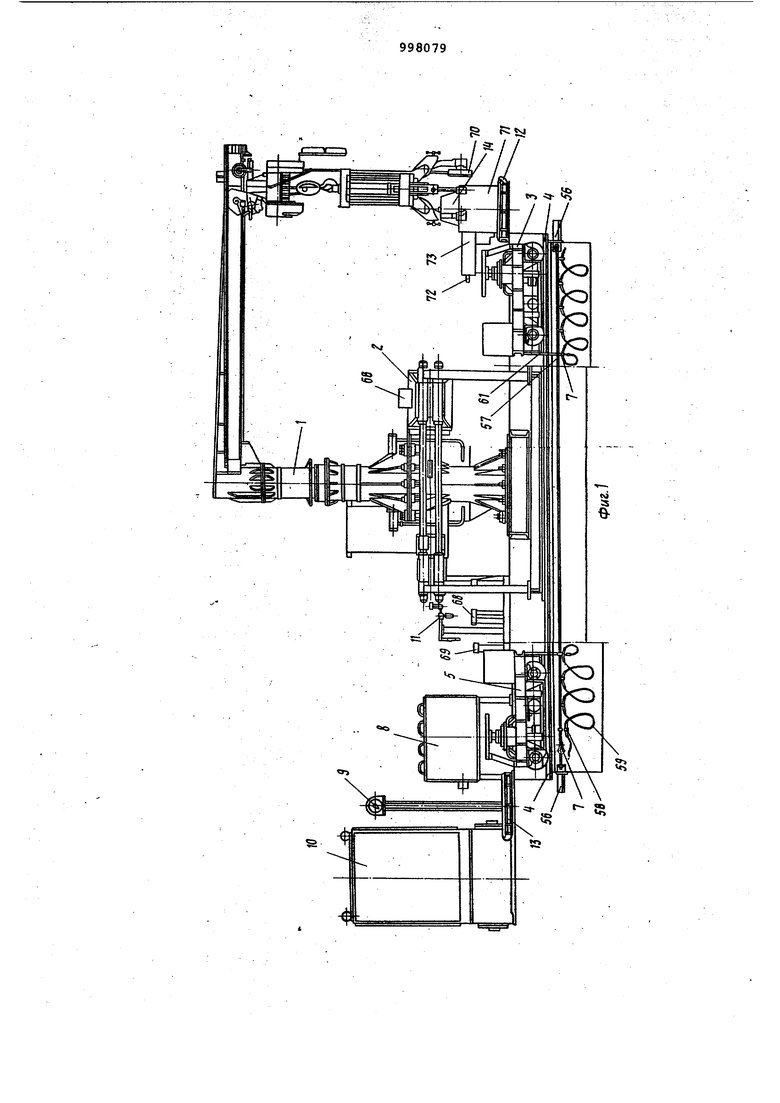
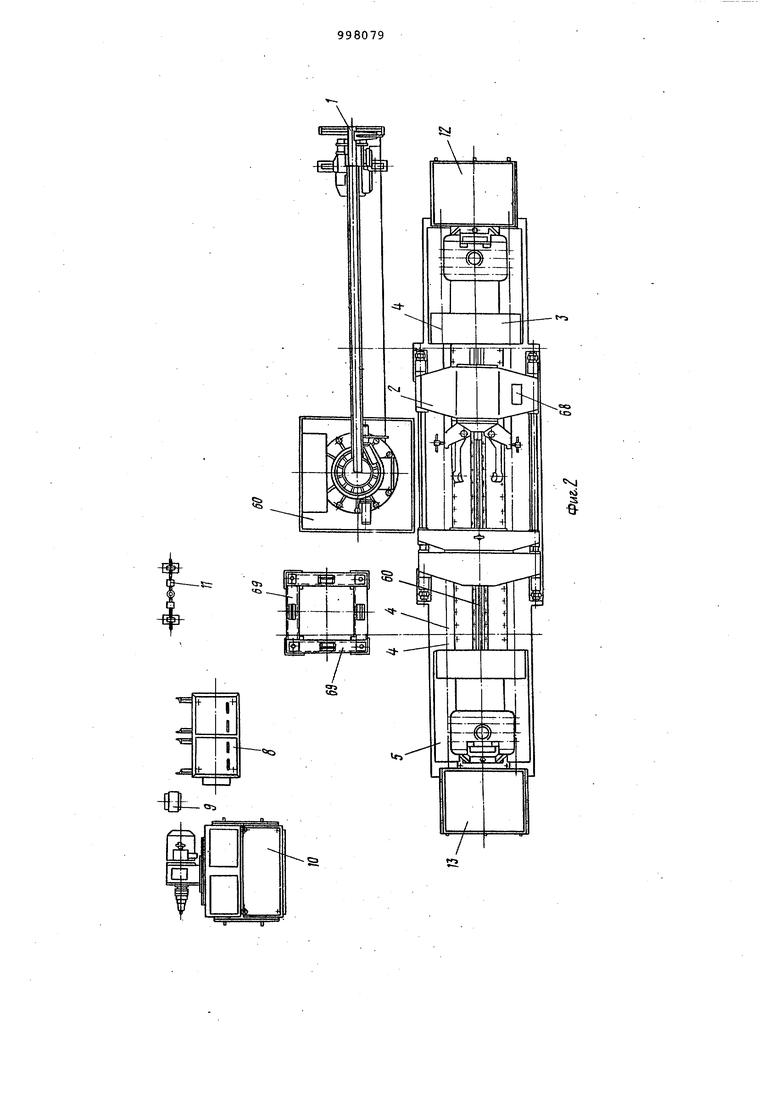
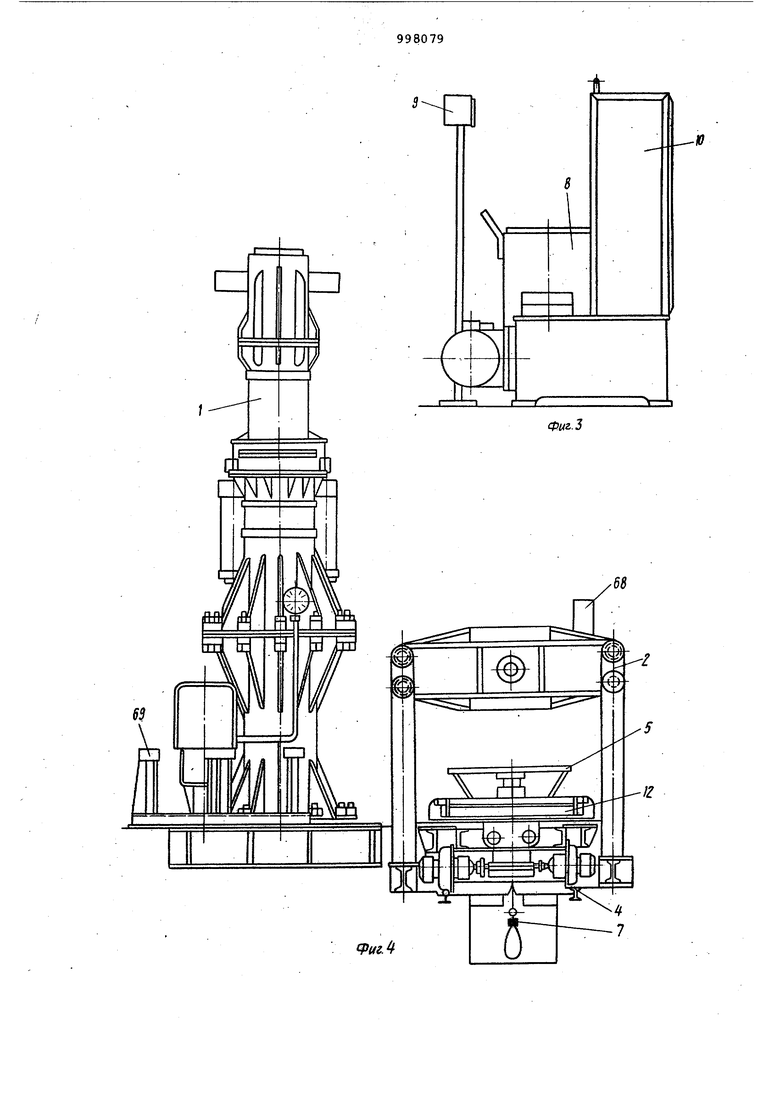
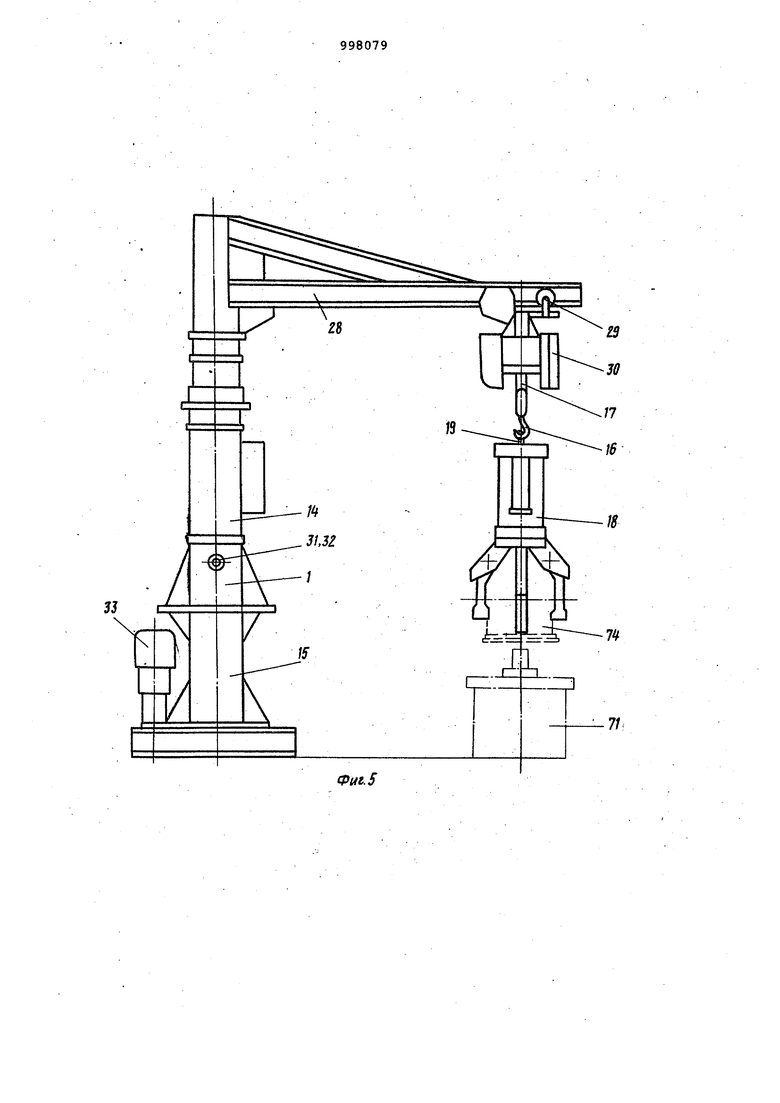
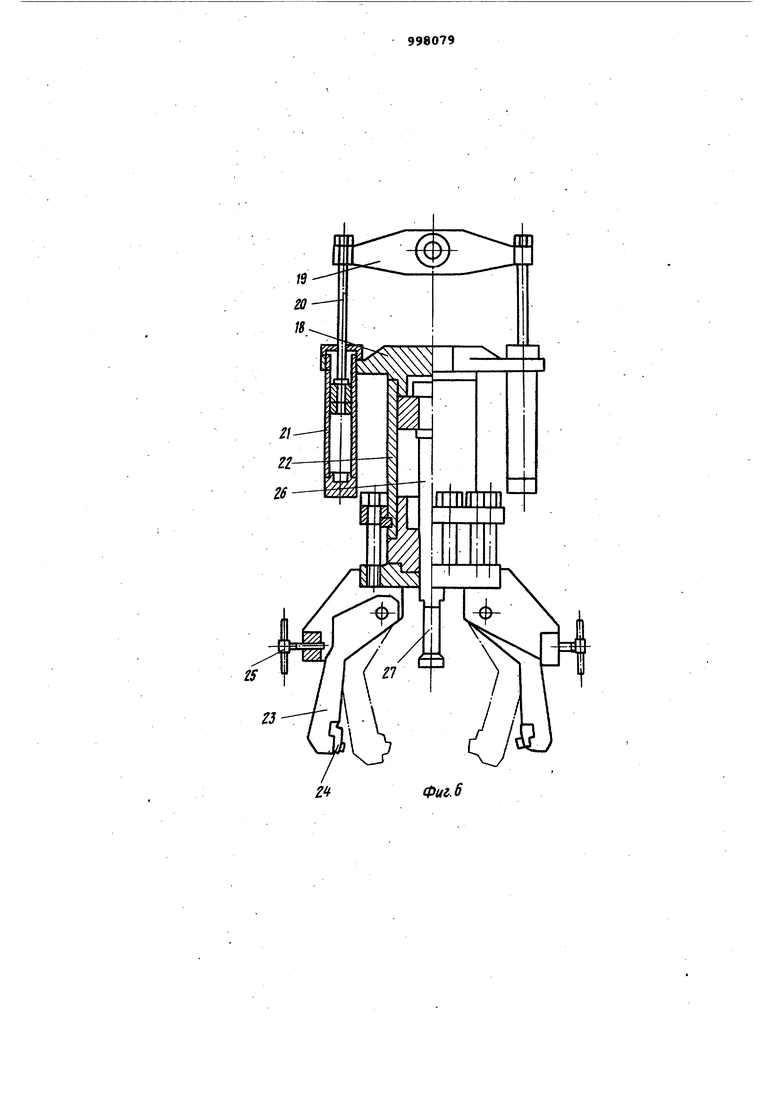
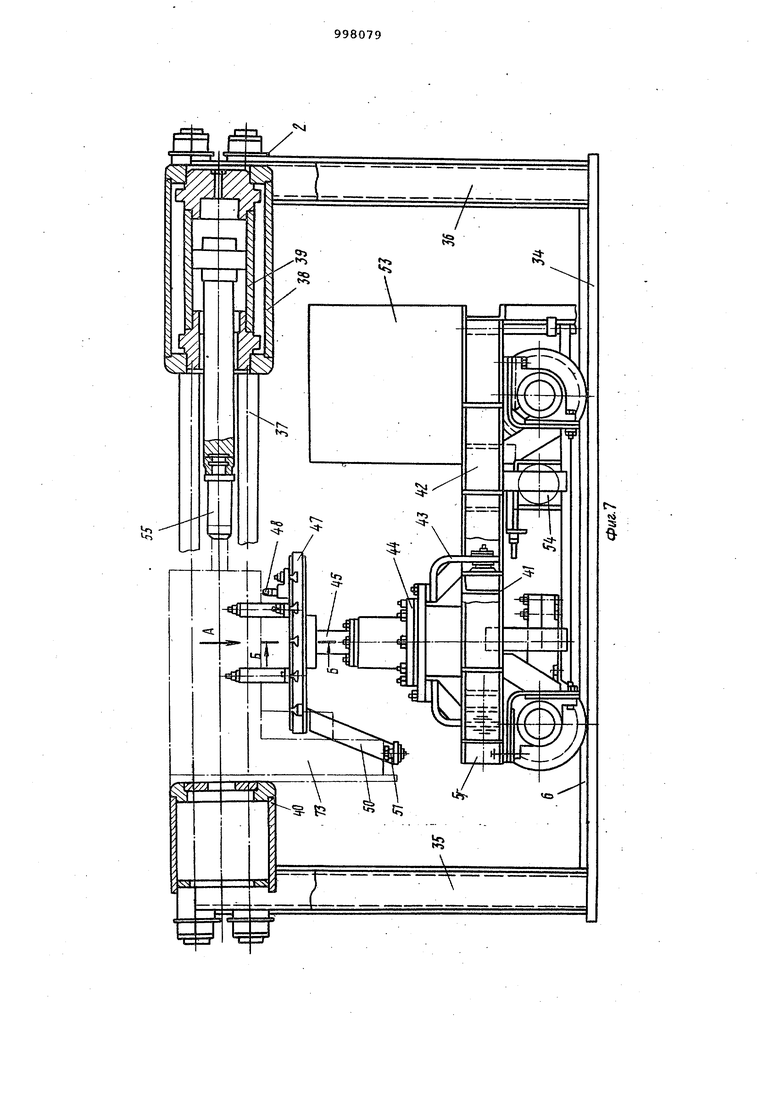
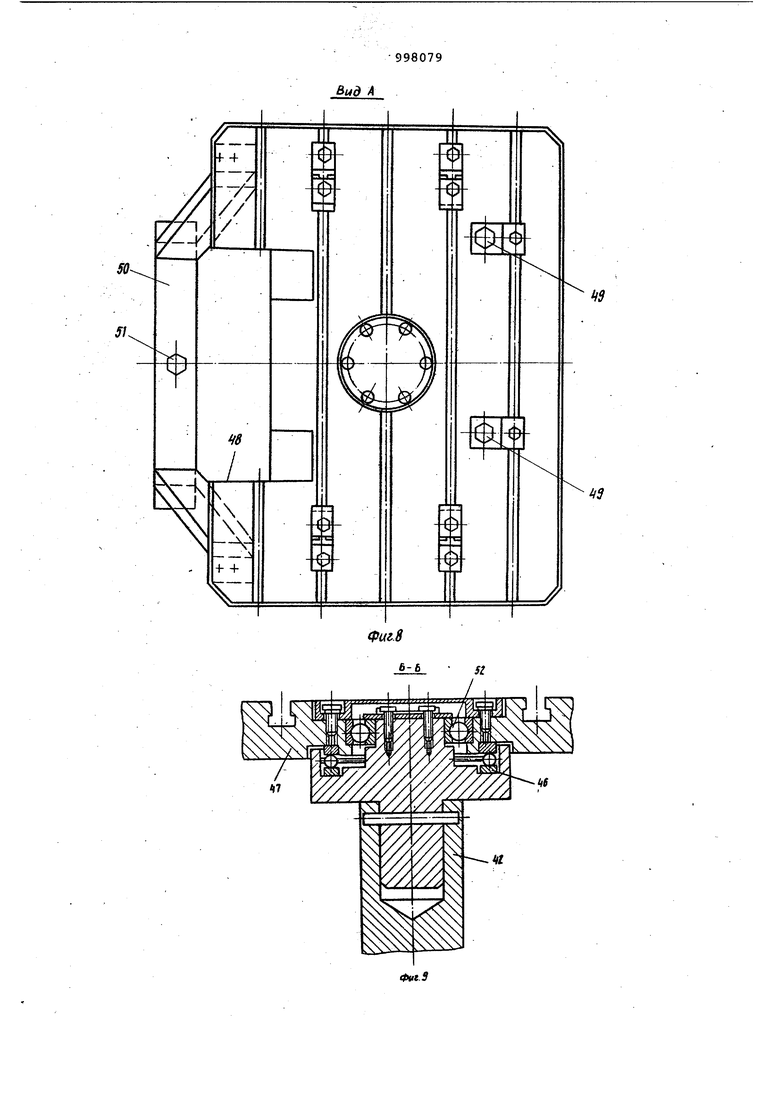
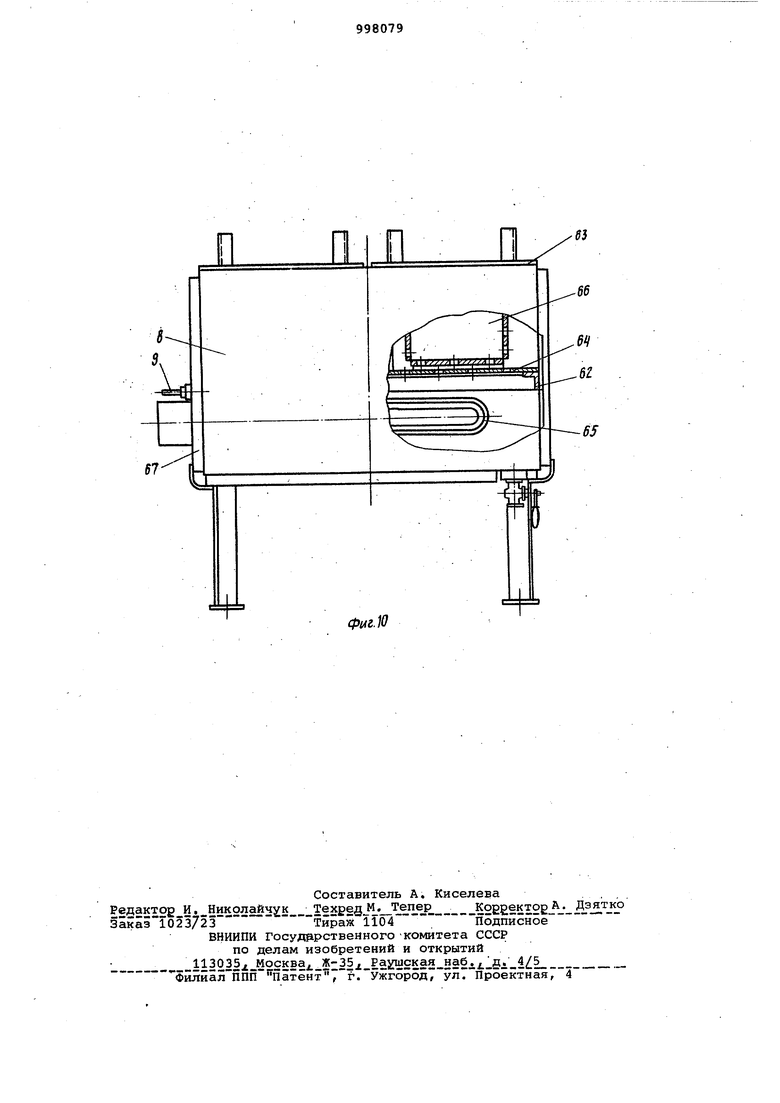
разборки коробки скоростей блока волочильного стана, установленной на другом конце стенда, Приемно-передающие устройства.вы полнены в виде тележек с поворотными столами, установленными с возможноетью перемещения в вертикальной плоскости, при этом платформы соединены направляющими. Кроме того; линия снабжена опорой с профилированныг1и гнездами для силового агрегата. На фиг. 1 изображена предлагаемая линия, общий вид; на фиг. 2 - то же вид сверху; на фиг. 3 и 4 - то же, вид сбоку; на фиг. 5 - устройство дл монтажа и демонтажа соединений, общий в-ид; на фиг. 6 - силовой агрегат, общий ВИД} на фиг. 7 - стенд для разборки и сборки узлов/общий вид; на фиг. 8 - вид А на фиг. 7; на ,фиг. 9 - разрез Б-Б на фиГ. 7; на фиг. 10 - масляная ванна, общий вид Линия для разборки и сборки содер жит смонтированные на основании устройство 1 для снятия барабана волочильного стана, стенд 2 для разборни и сборки коробки скоростей блока волочильного стана, приемйо-передаю щие устройства в виде приводной тележки 3, расположенной на йаправляю щих , и тележки 5, расположенной на направляющих б. Кроме того, лини содержит устройство 7 для подвески кабеля, масляную ванну8 для нагрева поданипников и втулок, установку 9 электроконтактного термометра, гидрагаривод 10 и пневмопривод 11. На одном KOHiXe стенда для разборки и сборки коробки скоростей блока во лочильного стана установлена платформа 12 с ложементом для сборки коробки скоростей блока волочильног стана, а на другом конце - платформа 13 с ложементом для разборки коробки скоростей блока волочильного стана. Устройство 1 для снятия барабана волочильного стана выполнено в виде консольно-поворотного крана 14, жестко закрепленного на стойке 15 и подвешенного на крюке 16 и тросе 17 силового агрегата 18. Силовой агрегат 16 состоит из подвесной траверсы 19, жестко соединяющей штоки 20 гидроцилиндров 21, и подвещенного силового гидроцилиндра 22 с захвата ми 23, сменными вставками 24 и фиксирующими .винтами 25. В шток 26 сил вого гидроцилиндра 22 ввинчивается сменная оправка 27. По стреле 28 на каретке 29 перемещается электроталь 30. Для обеспечения поворота стрелы 28 на 36О консольно-поворот ный кран 14 имеет гидроцилиндры 31, 32 и насосную станцию 33. . Стенд-2 для разборки и сборки ко робки скоростей блока волочильного стана выполнен в виде установленных на опоре 34 одна против другой стоек 35 и 36, связанных стяжками 37, траверсы 38 с запрессовывающим силовь1М цилиндром 39, закрепленной на стяжках 37, и упорного элемента 40, установленного соосно силовому цилиндру 39. В поперечных направляющих 41 рамы.42 установлена каретка 43, на которой закреплен телескопический гидродомкрат 4 с плунжером 45 и подшипниковым узлом 46 с расположенным на них ложементом, выполненным в виде поворотной в горизонтальной плоскости и подвижной в вертикальной плоскости опорной планшайбы 47 с иГ-образным вырезом 48 и с установленными на ней регулируемыми опорами 49, при этом планшайба снабжена закрепленным на ней кронштейном 50 с дополнительными регулируемыми опорами 51. Поворот планшайбы 47 в горизонтальной плоскости осуществляется при помощи узла 52, а ее подъем - при помощи плунжера 45 телескопического гидродомкрата 44, приводом которого является гидростанция 53. Поперечное перемещение относите.льно оси тележки 5 планшайба 47 получает от привода через каретку 43. Тележка 5 имеет привод 54 для перемещения по направляющим б вдоль оси силового цилиндра 39, кроме того, тележка 5 имеет возможность выезда за пределы зоны разборки-сборки. Стенд 2 снабжен деталями комплекта оправок 55, которые ввинчиваются в шток силового дилиндра 39. Приводная тележка 3 установлена на направлягацих 4,соединенных с направ- i ляющими б стенда 2 и платформами 12 и 13,: при этом обеспечивается перемещение тележек 3 и 5 в зоны стенда 2 и платформ 12 и 13. Платформы 12 и 13 с ложементами выполнены в виде сварной рамы, закрытой корытообразньм. стальным листом для сбора масла, вытекающего из корпуса коробки скоростей блока волочильного стана. Устройство 7 для подвески кабеля предназначено для подвески гибкого кабеля, подвода электроэнергии к приводам тележек 3 и 5 и состоит из натянутой на кронштейнах 56 в прямоугольном углублении поля катанки 57 со скобами 58 для подвески кабеля 59 и защитного кожуха 60 для предохранения кабеля от загрязнения маслом и механических повреиодений. Перемещение кабеля 59 осуществляется через кронштейн 61 тележек 3 и 5. Ванна, масляная 8 предназначена для подогрева подшипников и деталей типа втулок перед запрессовкой на вал и состоит из сварного каркаса 62, крьшек 63, решетки 64, электронагревателей 65, корзин 66 для укладки нагреваемых деталей и угловых обшивок 67. Ванна теплоизолирована, включается с пульта управления 68, расположенного-на стенде 2. Температура . нагрева масла контролируется и поддерживается автоматически установкой 9 электроконтактного термометра. Силовой агрегат 18 устанавливается на рпору 69 с профилированйы1«1 гнездаta/i, которая представляет собой сварную из швеллера раму,
работа.устройства 1 для снятия барабана волочильного стана и стенда 2 для разборки и сборки коробки скорое- «л тей блсжа волочильного стана осуществляется от гидропривода 10, а пневмопривод 11 обеспечизает движение головки гайковертов ( не показано ) для свинчивания и навинчивания гаек . и болтов.
Линия для разборки и сборки работает следующим образом.
Управление работор линией осуществляется с пультов управления 68 и 70, расположенных на стенде 2 и устройстве 1. .
Линия является организационно замкнутым участком, для работы бригады ремонтников. Каждый -член бригады, в зависимости от выполняемой операции, 25 может работать на одном из агрегатов линии;
При.работе линии ремонтируемый блок 71 устанавливается кран-балкой ремонтируемого участка на платфор- 30 му 12 так, чтобы ось вала 72 коробки скоростей 73 была направлена в сторону стенда 2 эдоль его оси.
После слива масла из коробки скоростей 73 и корпуса блока 71 подводит-35 ся тележка 5 к блоку 71 волочильного стана, поднимается планшайба 47 тележ ки 5 до соприкосновения одной из опор 49 с корпусом коробки скоростей 73 блока, подводятся регулируе- .„ мые опоры 49 и 51 до соприкосновеНИН с корпусом коробки скоростей 73, при помощи зажимов коробка скоростей закрепляется на планшайбе 47, откручиваются болты и тележка 5 отводится в зону распрессовки-запрессовки 45 стенда 2. Производятся необходимые операции разборки, которые согласно технологическому процессу должны предшествовать распрессовке на стенде 2. Вворачивается необходимая оправ 50 ка 55 в шток силового цилиндра 39, совмещается ось выпрессовываемого ваЛас осью оправки при помощи гидродомкрата 44, дается наладочная нагруз ка на шток силового цилиндра 39. 55
После соприкосновения оправки с выпрессовываемым валом и упора коробки скоростей 73 в упорный элемент 40 проверяется соосность оправки с выпрессовываемым валом, дается рабо- чая нагрузка и выпрессовывается вал с деталями на нем.
Шток силового цилиндра 39 возвращается в исходное положение, выворачивается оправка 55, отводится короб- 45
ка скоростей 73 от упорн.ого элемента 40 при помощи привода 54 тележ-. ки 5.
Планшайба 47с коробкой скоростей 73 разворачивается на 180 и вынимается выпрессованный вал.
При помощи каретки 43 совмещается ось следующего выпрессовываемого вала с осью силового цилиндра 39 и при помощи деталей комплекта принадлежностей спрессовываются имеющиеся на нем детали, выпрессовывается вал с подшипником.
Совмещается ось силового цилиндра 39 с осью первого вала и при помощи оправки и наставки выпрессовывается с корпуса коробки скоростей 73.
Сборка коробки скоростей 73 производится на стенде 2 в следующей, последовательности, где в рабочей зоне или вне рабочей зоны стенда 2 на планшайбе 47 тележки 3 или 5 закрепляется корпус коробки скоростей 73, в упорный элемент 40 устанавливается соответствующее кольцо, вворачивается оправка 55 в шток силового цилиндра 39, вставляется запрессовываемый вал с предварительно одетым подшипником в корпус коробки скоростей, ставятся на вал все остальные необходимые детали, совмещается ось вала с осью штока силового цилиндра 9, ставится второй подшипник и напрессовывается подшипник на вал, шток силового цилиндфа 39 возвращается в исходное положение, выворачивается оправка 55, отводится тележка 3 или 5 с коробкой скоростей 73 от упорного элемента 40, снимается кольцо, разворачивается планшайба 47 с коробкой скоростей 73 на нужный угол для следующей операции.
После сборки коробки скоростей 73 на стенде 2 тележкой 3 или 5 коробка скоростей выдается по направляющим 4 к корпусу блока 71, установленного на платформе 12, и с помощью гайковерта крепится болтами к корпусу бло; ка
При помощи устройства 1 для снятия барабана волочильного стана распрессовывается и снимается барабан 74 блока 71, установленного как на плат форме 12, таки на полу ремонтного участка в зоне действия стрелы 28 консольно-поворотного крана 14.
В исходном состоянии ось оправки 27 , ввинченной в шток 26 приводного гидроцилиндра 22, совмещают с осью барабана 74, снимаемого с блока 71 волочильного стана, при этом барабан 74, подлежащий снятию, должен быть обращен вверх.
При помощи электротали 30 приводной гидроцклиндр 22 с захватами 23 опускается до совмещения сменных вставок 24 с отверстиями в барабане 74.
Захваты 23 фиксируются на барабане 74 фиксирующими винтами 25.
При подаче давления в штоковую полость гидроцилиндров 21 происходит натяжение троса 17 электротали 30.
Подается давление гидроприводом 10 в поршневую полость приводного гидроцилиндра 22, при,этом шток 26 перемещается вниз до соприкосновения торца оправки 27 с торЦом вала опрессовываемого барабана 74.
При увеличении давления в поршневой полости приводного гидроцилиндра 22 происходит распрессовка, при этом шток 20 и шток 26 с оправкой 27 неподвижны, а гидроцилиндры 21 и приводной гйдроцилиндр 22 с захватами 23 закрепленными на снимаемой детали, перемещается вверх. Трос 17 электротали 30 натянут, так как давление в штоковых полостях гидроцилиндров 21 постоянное.
Снятый барабан при помощи поворотной стрелы 28 и злектротали 30 складируется на стеллаже или .на площадке .
Сборка производится в последовательности обратной разборке. При этом перед напрессовкой подшипников на валы в ванне масляной 8 производится нагрев подшипников до 80-90 С.
При незанятости устройства 1 на распрессовке консольно-поворотный кран 14 можно использовать для поднятия деталей в радиусе зоны действия стрелы 28.,Для этого необходимо сило вой агрегат 18 установить на опору 69 с профилированными гнездами, обеспечив уложение гидрошлангов без натя-. жения и перегибов.
Предлагаемая линия для разборки и сборки преимущественно блоков волочильных станов позволит расширить тех нологические возможности, увеличить производительность и уменьшить трудоемкость технологических операций,
Экономический эффект от использования изобретения составит 69470 руб. в год.
Формула изобретения
1.Линия для разборки и сборки пр имущественно блоков волочильного стана, содержащая смонтированные на основании и установленные по технологическому Циклу устройство для снятия барабана волочильного стана в виде силового агрегата, установленного с возможностью поворота вокруг вертикальной, оси и возвратно-поступательного перемещения в горизонталь ал направлении, стенд для разборки
и сборки коробки скоростей блока волочильного стана, а также масляную ванну для нагрева подшипников, втулок и поиемно-передающие устройства, расположенные на направляющих, отличающаяся тем, что, с целью повышения производительности, она снабжена установленной на одном конце стенда платформой с ложементом для сборки коробки скоростей блока волочильного стана и .платформой с ложементом для разборки коробки ск ростей блока волочильного стана, установленной на другом конце стенда.
2.Линия по п. 1, отличающаяся тем, что приемно-передающие устройства выполнены в виде тележек с поворотНЕлми столами, установленными с возможностью перемещения в вертикальной плоскости, при этсм платформы соединены направляющими.
3.Линия попп. 1и2, отли(Чающаяся тем, что она снабжена опорой с профилированными гнездами для силового агрегата.
Источники информации, принятые во внимание при экспертизе
1,Рабинович А.Н. Комплексная механизация и автоматизация производственных процессов в машиностроении
и приборостроении. Киев, Изд-во технической литературы УССР, 1961, с. 419-432. .
2.Автоматическая линия для сборки автомобильного двигателя. НИИмаш, С-1, Станкостроение, М., 1968,
( прототип).
jy
t
дг
--)- SO5L
- -ifi
-а
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и разборки узлов | 1980 |
|
SU878483A1 |
| СТЕНД ДЛЯ РАЗБОРКИ ГИДРОЦИЛИНДРОВ | 1992 |
|
RU2071403C1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| УСТРОЙСТВО ДЛЯ РАЗБОРКИ ЗАПРЕССОВАННЫХ ИЗДЕЛИЙ | 2000 |
|
RU2199426C2 |
| Стенд для сборки и разборки изделий | 1990 |
|
SU1776534A1 |
| Стенд для разборки полотна транспортера | 1974 |
|
SU510346A1 |
| Стенд для разборки и сборки гусеничной цепи | 1979 |
|
SU872170A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
| Гидравлическое устройство для разборки забойных двигателей | 1985 |
|
SU1294555A1 |
| Устройство для сборки и разборки прессовых соединений | 1987 |
|
SU1472219A1 |