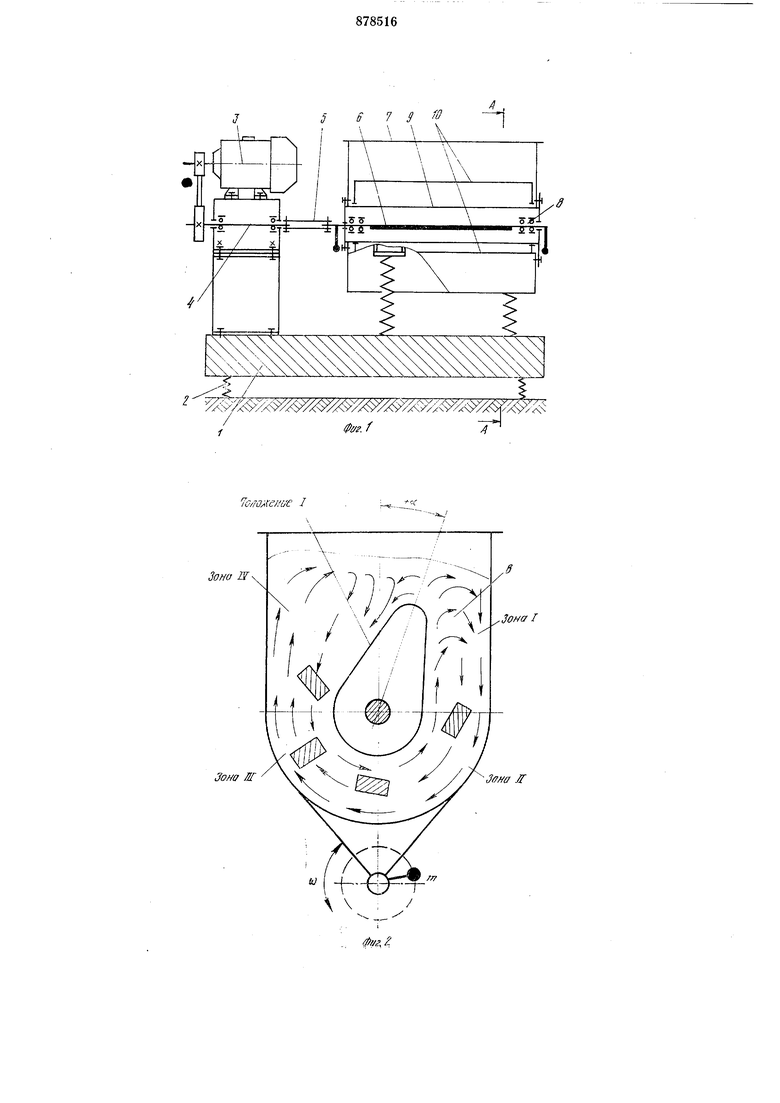
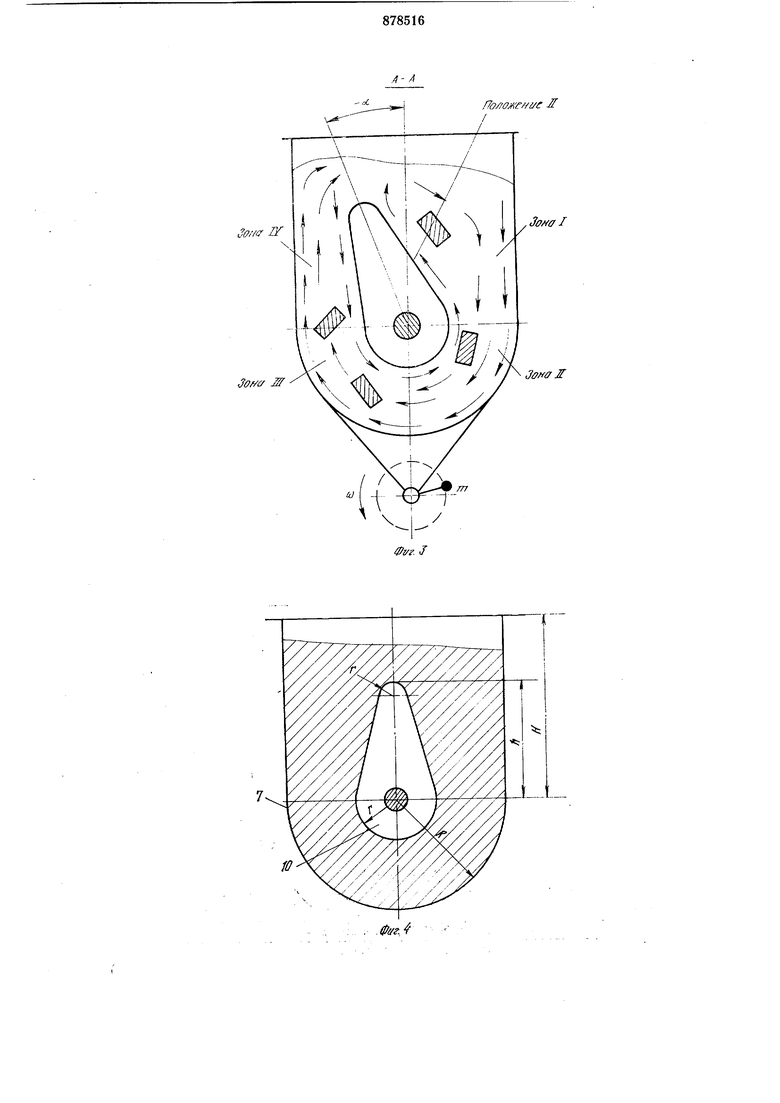
Цель изобретения - интенсификация процесса виброабразивной обработки и обеспечение управления этими процессами. Цель достигается за счет того, что при наличии незамкнутой наружной поверхности, охватывающей среду, и внутренней поверхности, охватываемой средой, внутри контейнера при его вибрации возникают встречные потоки абразивных гранул и деталей. Слои среды, расположенные у охватывающей поверхности, перемещаются в направлении, противоположном вращению вала вибратора, а слой среды, расположенные у охватываемой поверхности, перемещаются в противоположном направлении, совпадающем с направлением вращения йала вибратора. При этом осциллирующее движение слоев, расположенных у каждой из указанных поверхностей, происходит в противофазе. Такой характер движения среды повыП1ает производительность процесса обработки за счет того, что скорость относительного взаимного перемещения абразивных гранул и обрабатываемых деталей становится равной не их разности, а их сумме. Аналогичный результат достигается и в том случае, когда наружная поверхность выполнена таким образом, что одна часть ее охватывает среду, а другая- охватывается средой. На фиг. 1 изображена приципиальная схема установки; на фиг. 2 - разрез А-А на фиг. 1 с изображением одной из эффективных форм охватываемой поверхности, позволяющей управлять скоростью встречных потоков путе.м отклонения на угол «-fa, и схема движения среды; на фиг. 3- разрез А-А на фиг. 1 с отклонением схватываемой поверхности на угол «-а и соответствующая схема движения среды; .на фиг. 4 - размерная взаимозависимость охватывающей и охватываемой поверхностей; на фиг. 5 - схема движения среды в продольном сечении ири использовании охватываемой поверхности. На основании 1, установленном на амортизаторах 2, смонтирован электромеханический привод 3, который через вал 4 и гибкую муфту 5 передает вра щение на вал вибратора 6, помещенный в корпусе контейнера 7 на подшипниках 8. При этом ось вала вибратора совпадает с продольной осью контейнера. Внутри контейнера вал вибратора закрыт жестким кожухом 9, выполненным в виде трубы. На этом кожухе закрепляется охватываемая поверхность 10. Поверхность 10 в сечении имеет грушеобразную форму, несколько вытянутую к более острому концу (фиг. 2). Она закреплена на кожухе 9 таким образом, что ее ось большего радиуса совпадает с осью контейнера и вибратора и сама поверхность может быть повернута относительно этой оси вправо или влево на некоторый угол к боковым продольным стенкам резервуара., 1 асположение вала вибратора внутри контейнера вызвано необходимостью использовать нерабочую среднюю часть контейнера и уменьшить общие габариты машины. Выбор формы охватываемой поверхности обусловлен необходимостью управлять процессом обработки, т. е. возможностью увеличивать или уменьшать съем металла при выполнении определенных технологических операций, таких как очистка, шлифование или полирование поверхностей деталей. При повороте поверхности 10 на угол « + а (фиг. 2) в зоне 1 контейнера уменьшается количество поступающих из зоны IV абразивных гранул и деталей, что приводит к тому, что в зонах П, П1 и IV уменьшается взаимное давление абразивных частиц и деталей, и съем металла в это.м случае наименьший. При i. повороте поверхности на угол «-а (фиг. 3) из зоны 1 в зоны П, III и IV поступает значительно большее количество среды и деталей и взаимное давление между частицами и деталями доводится до максимума, что резко увеличивает съем металла. Первый случай используется для операций полирования, когда съем металла необходимо ограничить, а длину проскальзывания с целью выглаживания поверхности необходимо увеличить. Второй случай применяется, когда необходимо произвести очистку поверхностей от пригара, окалины или сошлифовать определенный дефектный слой поверхности. При этом необходимо наряду с большим относительным перемещением иметь большее взаимное давление. Средние положения используются для промежуточных операций, таких, как шлифование, удаление заусенцев и др. Оптимальные размеры охватываемой поверхности зависят от размеров сечения V-образного контейнера и выбираются исходя из параметров этого сечения (фиг. 4). Радиус R днища контейнера выбирается в зависимости от величины г - радиуса поверхности 10. Наибольшее расстояние между поверхностью контейнера и поверхностью 10 (в цилиндрической части) не должно превышать 350 мм. Величина г принимается из конструктивных соображений (возможность размещения внутри поверхности 10 вала вибратора 6 и трубы 9). Тогда У г+(150--350 мм). Высота контейнера Н принимается равной 2R из условия, что ширина контейнера относится к его 2R 1 полной высоте как - --; это условие of необходи.мо для полного использования силового импульса как по вертикали, так и по горизонтали.
Высота h поверхности 10 принимается равной 1,5, иначе
,(150-350). При этом Г| принимается
Г1 (0,34-0,25) л,
где г - меньший радиус поверхности 10.
Принимать расстояние между поверхностью 10 и днищем контейнера меньше 150 мм нецелесообразно из-за уменьшения объема резервуара и неполного использования возможностей установки. Увеличивать это расстояние более 350 мм нежелательно из-за ТОГО; что гашение силового импульса будет большим и потеря в производительности не будет компенсироваться увеличением количества одновременно обрабатываемых деталей за счет увеличения объема контейнера.
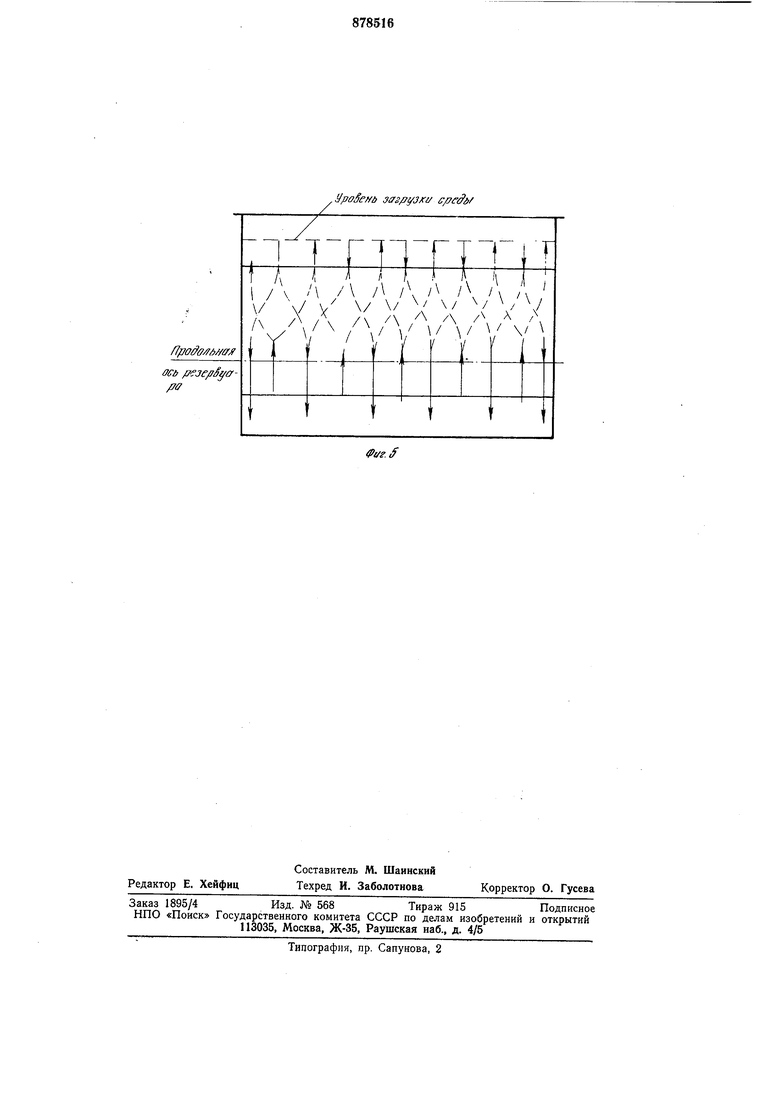
При использовании поверхности 10 вн,аклонных положениях -fa, -а) в продольном направлении контейнера (в его продольных сечениях) возникают слои встречного движения абразивных частиц и деталей (фиг. 5).
При отклонении на угол « + а (чем больше этот угол, тем эффективнее движение) встречные потоки возникают в зонах П1 и IV (фиг. 2), а при отклонении на угол «-а - в зонах I и И (фиг. 3). Частицы, перемешаясь вдоль наклонной стенки поверхности 10, по инерции достигают стенок контейнера и продолжают некоторое время
движение в этом направлении. Такое явление благоприятно сказывается на процессе обработки, так как встречные движения обеспечиваются не только в торцовом сечеНИИ контейнера, но и в продольном.
Формула изобретения
1. Вибромашина для обработки деталей в контейнере, имеющем охватывающие и охватываемые поверхности, отличающаяся тем, что, с целью интенсификации процесса обработки, охватывающие и охватываемые поверхности расположены относительно друг друга с условием образования встречных потоков рабочей среды.
2.Вибромашина по п. 1, отличающаяся тем, что охватывающая поверхность
выполнена V-образной формы, а охватываемая- в виде грушеобразного тела.
3.Вибромашина по пп. 1 и 2, отличающаяся тем, что, с целью управления процессом обработки, грушеобразное тело
установлено с возможностью углового поворота.,
Источники информации, принятые во внимание при экспертизе
1. Руководящий технический материал «Вибрационное шлифование и полирование РТМ.-1162, 1967, с. 6, схема 1.
2. Патент США № 3918212, кл. 51-163, опублик. 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вибрационной обработки | 1978 |
|
SU781031A1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365484C1 |
| Устройство для вибрационной обработки деталей | 1987 |
|
SU1556879A1 |
| Вибромашина для обработки поверхности длинномерных изделий | 1980 |
|
SU944887A1 |
| ДВУХМАССОВАЯ ВИБРАЦИОННАЯ МАШИНА | 1973 |
|
SU397437A1 |
| Вибромашина для обработки деталей | 1978 |
|
SU745657A1 |
| Способ отделения от рабочей среды крупногабаритных деталей | 1985 |
|
SU1286392A1 |
| УСТРОЙСТВО ДЛЯ ВИБРОУДАРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2353503C1 |
| СПОСОБ ВИБРОУДАРНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 2007 |
|
RU2342243C2 |
1
Зона Т
ff
fJo/fO f /l/f
Jo/fff I
JOffffI
