Известные способы непрерывной отливки слитков с ирп.мононпем кристаллизаторов не обеспечивают получения плотных слтков без рыхлой сердцевины.
В описываемом способе непрерывной отлпвки слитков этот недостаток устранен тем, что отливку осуществляют в условиях кристаллизации металла при уплотнении металла обжатием, приводящим к выдавливанию из слитка неотвердевшей недоброкачественной сердцевины обратно в кристаллизатор и к повышению однородности строения слитка.
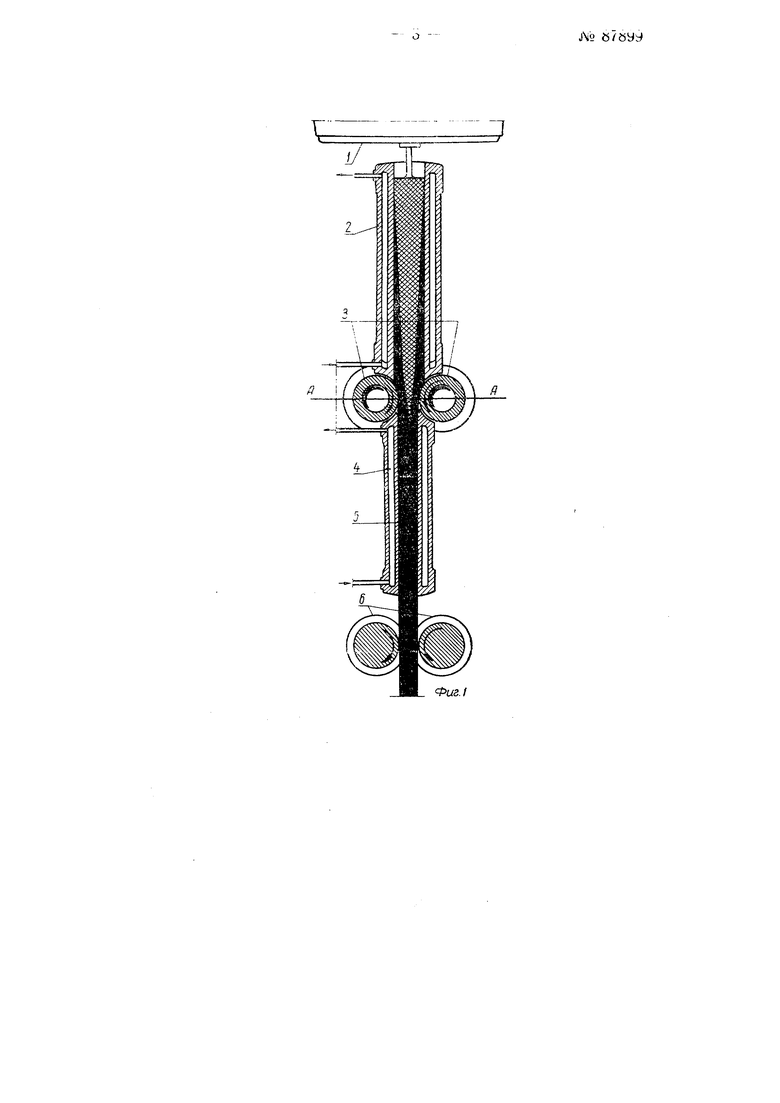
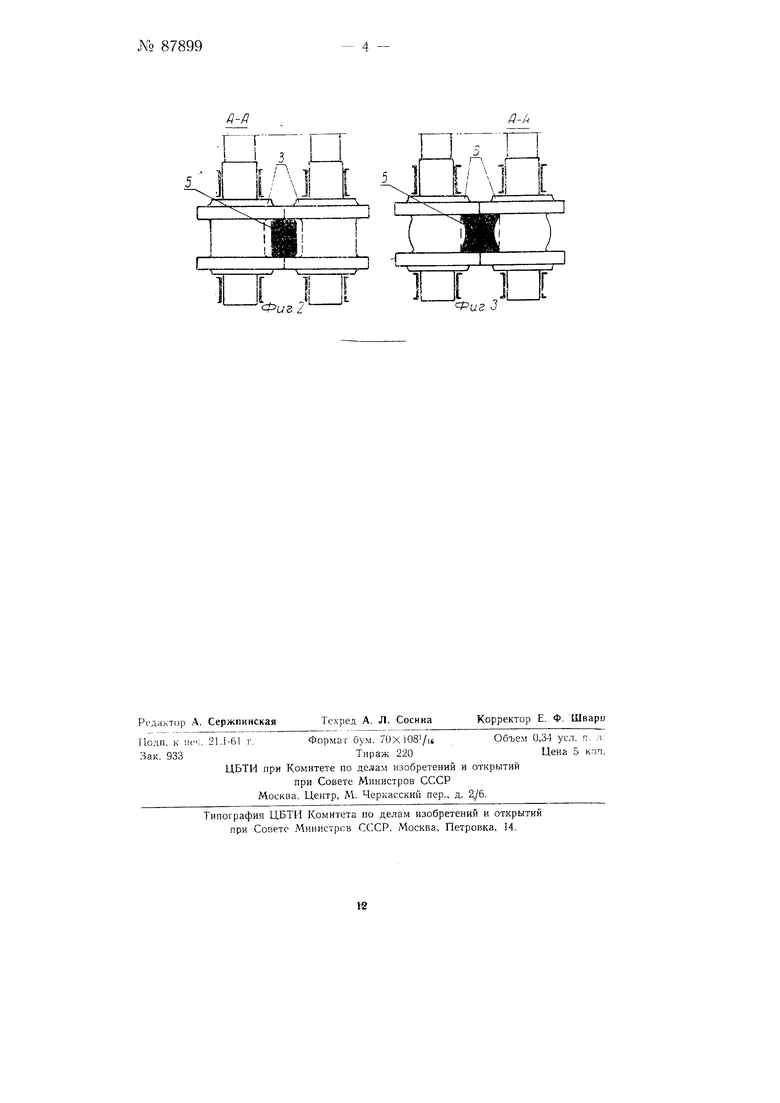
На фиг. 1 изображен схематический разрез ycTpoiicTBa: на фиг. 2 - разрез по сечению А-А на фиг. 1 с пилпндрическпмп валками, а на . 3 - тот же разрез с бочкообразными валка.ми.
Устройство состоит из сталеразливочного ковща /, вертикально расположенной охлаждаемой, например с водяной рубашкой, металлической формы - кристаллизатора 2, горизонтально расположенных, примыкающих к кристаллизатору снизу, пхстотелых обжимных валков 3, вертикально расположенной, примыкающей к обжимным валкам снизу, охлаждаемой, например с водяной рубащкой, металлической формы-проводки 4, слитка 5, горизонтально расположенных под проводкой направляющих валков 6 сплошного сечения.
Устройство работает следующим образом.
Подаваемый в стопорных сталеразливочпых ковщах J металл в криталлизатор 2 поступает сверху через отверстие стакана в днище ковша. В кристаллизаторе, имеющем живое сечение, отвечающее сечению слитка (прямоугольному, круглому и пр.), происходит отвердевание лищь периферийной зоны слитков, толщина которой увеличивается постепенно по направлению кнпзу. Отвердевпщп в кристаллизаторе снаружи слиток 5 с неотвердевшим еще в его сердцевине reтaллом захватывается рабочими валками У и увлекается ими книзу, при этом обжимается между ними с выдавливанием неотвердевшего в с-ерпцевине металла обратно в кристаллизатор 2.
JN 87899- -Уплотненны рабочими ва.чками слиток яоступгет в примыкающую к валкам снизу проводку 4, где подвергается дополнительнолту охлаждению при постепенном и непрерывном его перемещении вниз через направляющие валки 6 к устройству (на чертеже не показано) для разрезки его на части.
Применением направляющих валков, имеющих диаметр и скорость вратления, одинаковые с наружным диаметром и скоростью вращения обжимных валков, устраняется возможность разрыва еще незатвердевшего слитка под действием собственного веса.
Скорость перемещения слитка в обжимных и направляющих вал ках, интенсивность охлаждения металла в кристаллизаторе, а также высотч его устанавливают такими, 4To6iji на уровне осей обжимных валков было обеспечено отвердение периферийной зоны необходимом толщины.
Перед заливкой металла сверху в кристаллизатор 2 к проводку 4 через направляимпие валки 6 вводят снизу холодный слиток металла. имеющий то сечение, что и отливаемьпг слиток. Верхний торец вводимого снизу холодного слитка на уровне осей обжимных валков образует дно кристаллизатора.
Через определенный промежуток времени, обеспечшзаюпии затвердение необходимой толщины периферикно зоны слитка, после заполнения кристаллизатора металлом включают в работу обжимные и направляющие валки и указанным выше способом осун1еств.лиют последующую непрерывную отливку слитков.
П ) е д м е т и з о б |) е т е н и я
I- Способ непрерывной от.тивки с.литков, отличающийся тем, что, с целью получения плотных слитков без усадочной раковины и рыхлой сердцевины, отливку его осуществляют в условиях кристаллизации металла при уплотнении металла обжатием, приводящим к выдавливанию из слитка неотвердевп1ей недоброкачественной сердпевины. вины.
2.Устройство для осуществления способа ненрерывной отливки слитков по п. 1, отличающееся тем, что его выполняют в виде установки, включающей:
а)вертикально расположенную охлал даемую металлическую форму, например с водяной рубашкой, - кристаллизатор;
б)горизонтально расположенные, прнмыкаюпии к кристаллизатору снизу, пустотелые обжимные валки;
в)вертикально расположенную, примыкающую к обжимным валкам рнизу, HanpHiyiep с водяной рубашкой, металлическую форму проводку;
г)горизонтально расположенные внизу нод проводкой сплошного попе-речного сечения направляющие валки.
3.Форма выполнения рабочей поверхности валков - цилиндрическая или бочкообразная.
г:
Фиг.{
/7-/7
I I
Ji LЛ1It.
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной разливки заготовок прямоугольного сечения | 1991 |
|
SU1771870A1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ МЕТАЛЛИЧЕСКИХ СЛИТКОВ | 2014 |
|
RU2641935C2 |
| ГОМОГЕНИЗАЦИЯ IN-SITU МЕТАЛЛОВ, ПОЛУЧАЕМЫХ ЛИТЬЕМ С ПРЯМЫМ ОХЛАЖДЕНИЕМ И ДОПОЛНИТЕЛЬНОЙ ЗАКАЛКОЙ | 2013 |
|
RU2561538C1 |
| ГОМОГЕНИЗАЦИЯ И ТЕРМИЧЕСКАЯ ОБРАБОТКА ОТЛИВАЕМОГО МЕТАЛЛА | 2006 |
|
RU2424869C2 |
| СПОСОБ НАГРЕВА МЕТАЛЛИЧЕСКОГО СЛИТКА, СПОСОБ НЕПРЕРЫВНОГО ИЛИ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ С ПРЯМЫМ ОХЛАЖДЕНИЕМ И СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СЛИТКА | 2011 |
|
RU2469815C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК СО ВЗАИМНО ПЕРЕСЕКАЮЩИМСЯ РАСПОЛОЖЕНИЕМ ЭЛЕМЕНТОВ ПРОФИЛЯ | 1989 |
|
RU2096126C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ТОНКИХ СЛЯБОВ | 1989 |
|
RU2024348C1 |
| СПОСОБ И МАШИНА ДЛЯ НЕПРЕРЫВНОГО ИЛИ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 2006 |
|
RU2468885C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННЫХ СЛИТКОВ (РЕЗКА В ПЕЧИ) | 2014 |
|
RU2583219C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО СЛИТКА (ВАРИАНТЫ) | 2011 |
|
RU2486026C2 |