В фарфоровом производстве при загрузке плоских пздс.таП при поЛ1 том обжиге для каждого изделия иримеияется отдел1Л ыГ| каисель. Этот способ загрузки изделий имеет два осиовиь х смиоствеииых недостатка: I) лицевая поверхиость обжигаемого срар(})ороиого |;здолия засоряется зериами ц ал1ота, выпадаюии;м1; из кгптссля, ;i 2) вьгход дефор.мироваииых изделий в количестве до 50 от isccfi з: грузки.
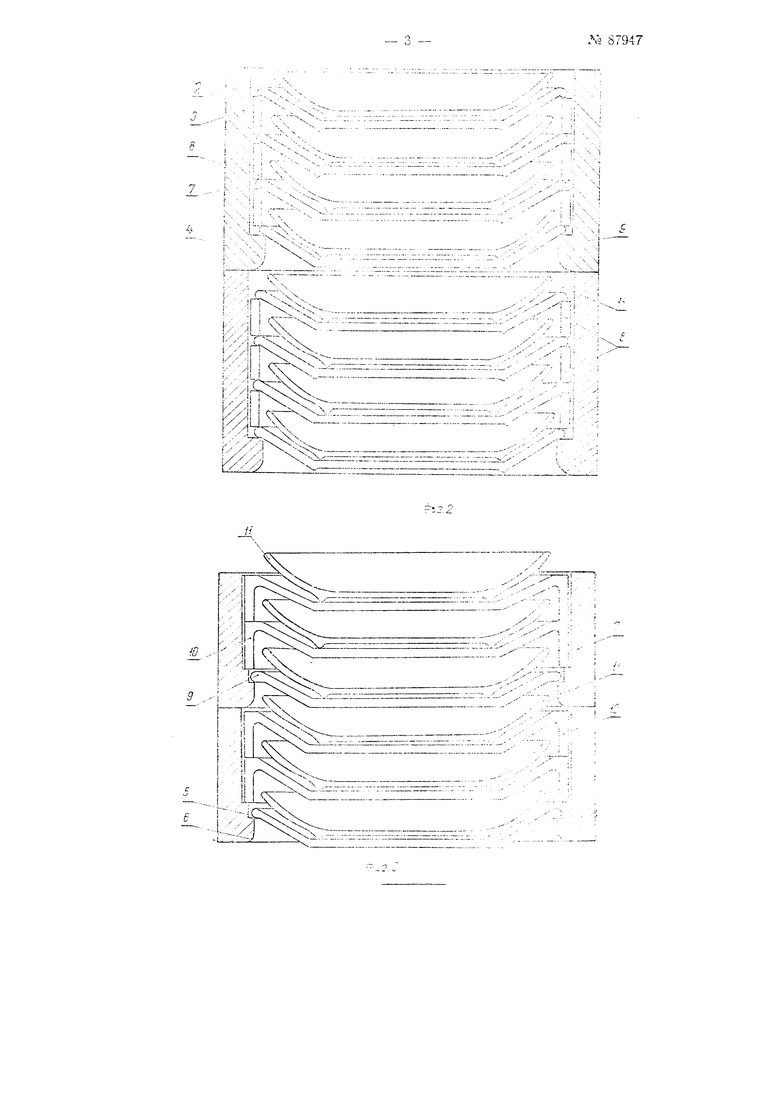
П|)и,;ерисе конструктивное оформ.юшге :1ред.:г,гаемого способа при паз.чичиых типах капселей и подставок схематически фиг. 1, 2 и 3.
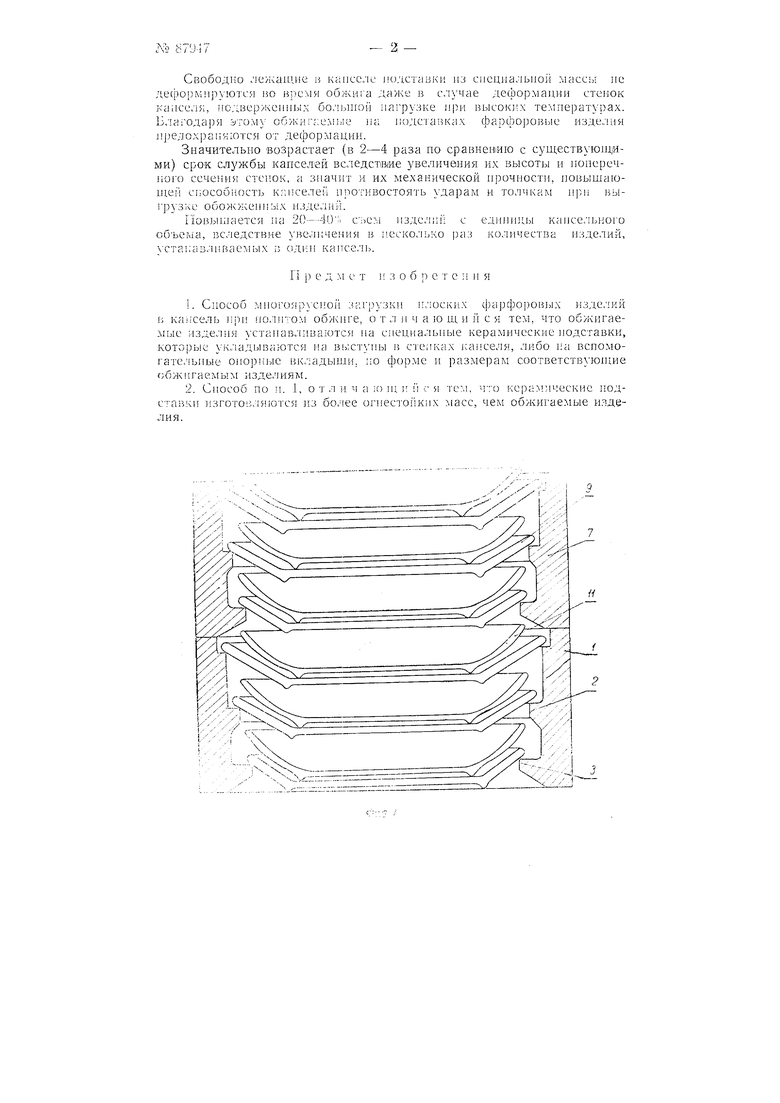
lia выступы /; 2, 3, 4, 5 и 6 степок капселя /, либо пые опорные вкладЕ пли 8 погружаются сиепиа.и.кыс из1отовлеипые из высокогл П озе:, илп. .мруги бо.1ее огнестойких, чем обжигаемые па них 11зделн Aiacc определяется применительно к н конечно;; темне татурс нсхтнтого обжнга, принятым на отдельных заводах в И|)еде.1;1Х 1260- 420 в зависимости от класса нзготов.ясм1мх фа|нЬор();-,ь;х пзделн.н (твердый цэарфор, мягкий фарфор).
Ко;1струкцня и размеры подставок, oiiopiibix вклплг1Н С1: и капсеj:Cii подбираются соот 5етстве но кон(Ьнгурапп;| i: размена:,: обжигаемых | Здел11Й. На каждую подставку, погружаемую в чаиссл. устаиавливаетс5; одно фарфоровое изделие. Количество .. жаемых 3 к;л;ссль. составляет от 2 до 6 в заз1;с;, О;- .;ь и ггншсроп изделий.
Способ миогоярусиой загрузки плоских фап(Ьоро1 ь;х н:г1сл;;;1 п кансель iipii политом обжиге имеет следуюни е iipeiiMyniec-in; к сравнеиц с c n;ccTi5y;oHUiM способом: устрапяется дефс;-:т изделм:;- :зас1: рка iia липевой noBenxiiocTii нздели( вследствие замен1)| 1иа ;от;1ого диа канселя снецна.нлюй иодета:м ой, изготовлеп:;ой из бо.;се совср;ненных кераЛ ических масс, не дающих «засоркн.
-ir-R.-v.-- - случае деформации стенок
уысе.ь., ло,;верАе1шых оолынои :1агрузке при высоких температурах
.киетанках фаосЬоровые Йе-; i Л1)едохраня1отся от деформации - J..л.,.лп
мй ггпГг возрастает (в 2-4 раза по сравнеишо с существуюптмми) срок службы капселей вследствие увеличвпия их высоты п поперечД roolocJT механической прочпостп. повышаюI1WI .ьоиоо.ость капселей противостоятв ударам и толчкам ири выi .че ооожжеииык
«;rsss,- ..-™s „L -;;-,,
1а..:вливасмв1х к одни капсел1х I
Пзузкп плоских фарфоровв,х изделий с.ль фи политом оожиге, отличающийся тем. что обжигаеизделия устанавливаются па специальпв1е керампческиеиопставки рыс укладываются иа вь ступы и стенках J:aпceля, либо на вспомо., ° соответствуюпи,е 2. Способ по п. 1, отличаюпщпся тем, что ксралип-ескпс изготовляются из более огпеето кпх масс, чем обжигаемые 
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для загрузки капселей | 1931 |
|
SU24767A1 |
| Кольцевая печь | 1980 |
|
SU1037036A1 |
| Шихта для изготовления огнеприпаса | 1991 |
|
SU1838277A3 |
| Ангобирующее покрытие для карбидкремнийсодержащего огнеприпаса | 1985 |
|
SU1313835A1 |
| СПОСОБ ОБЖИГА ПЛОСКОЙ ГЛАЗУРОВАННОЙ КЕРАМИЧЕСКОЙ ПОСУДЬ! В КАПСЕЛЯХ | 1968 |
|
SU210017A1 |
| Огнеупорная подставка | 1990 |
|
SU1791690A1 |
| Огнеупорная подставка | 1988 |
|
SU1543213A1 |
| КАПСЕЛЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2037762C1 |
| Огнеупорная подставка | 1987 |
|
SU1502939A1 |
| Огнеупорная подставка | 1977 |
|
SU667787A1 |