Транспортеры с автоматическим распределением перемещаемых изделий по нескольким параллельным направлениям, снабженные вертикально замкнутым пластинчатым транспортером и приемными устройствами, известны.
Предлагаемый транспортер отличается от известных тем, что его несущие пластины, снабженные выступающим боковым хвостовиком, выполнены лотковыми, подпружиненными и поворотными относительно продольной оси. Хвостовики имеют ширину, индивидуальную для каждой пластины, и взаимодействуют с пазами шины.
Такая конструкция транспортера позволяет распределять изделия цилиндрической формы.
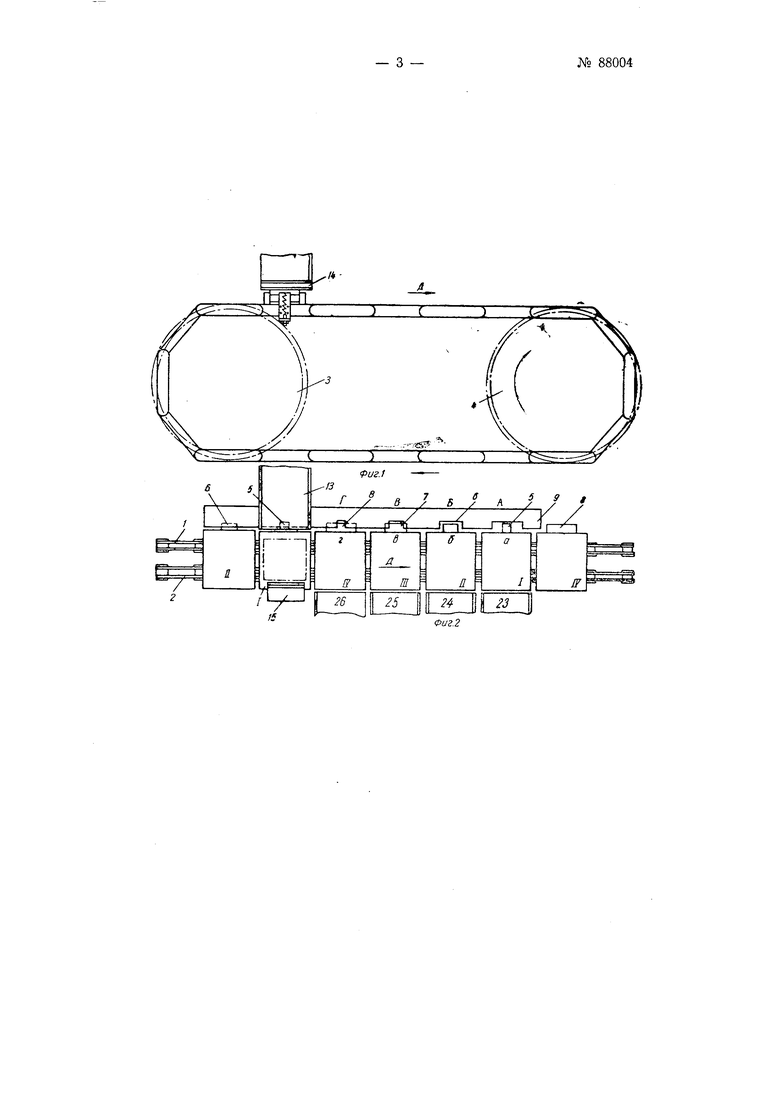
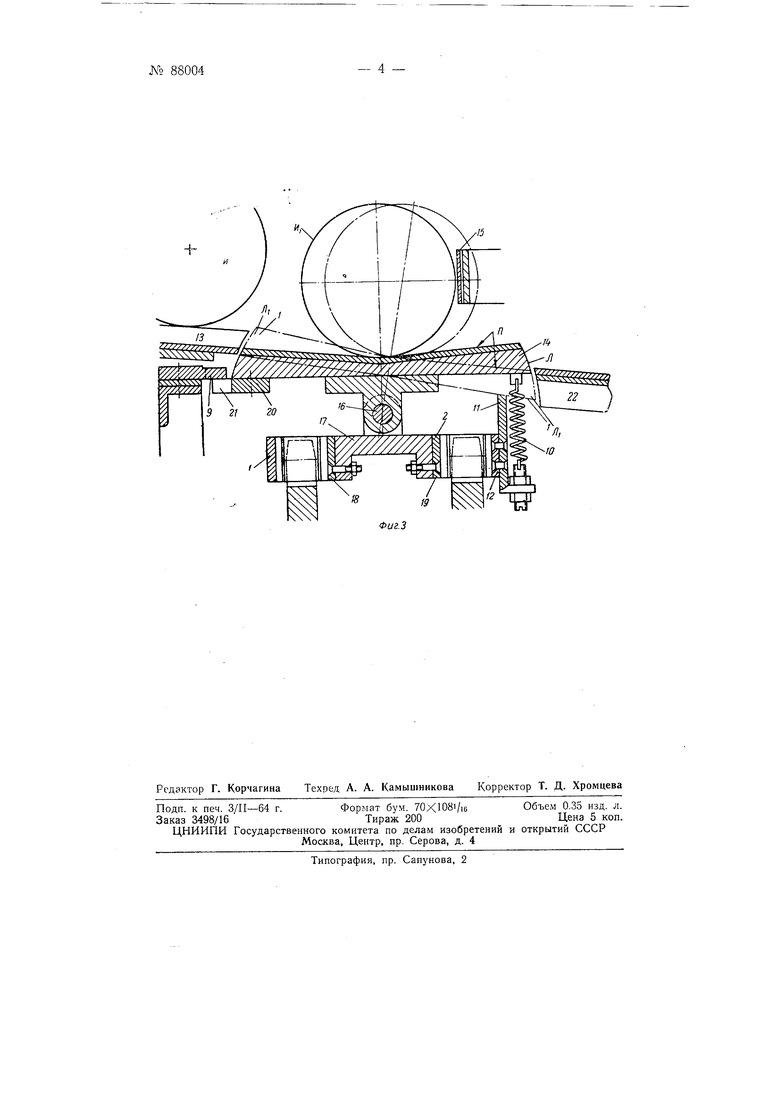
На фиг. 1 изображена схема транспортера, вид сбоку; на фиг.2 - то же, вид сверху; на фиг. 3 - разрез несущий, пластины.
Транспортер содержит две роликовые цепи 1 н 2, посаженные на две пары звездочек 3 и 4 и снабженные несущими пластинами /, //, /// и IV. Количество пластин выбирается кратным количеству рядов деления, например для четырех рядов (как изображено на чертеже) потребуется 20, 24, 32 и т. д. пластин. Пластины выполнены лотковыми, подпружиненными и поворотными относительно продольной оси транспортера. Каждая из четырех пластин имеет планку 5, 6, 7 н 8 с соответствующим выступом а, б, в -а г, которые по ширине увеличиваются справа налево. Так, ширина выступа б планки 6 больше ширины выступа а планки 5 и т. д. В.свою очередь, пазы .4, Б, В н Г з шине Я установленной параллельно цепи транспортера, по ширине уменьшаются справа налево. Так, паз В меньше паза Г и т. д.
№ 88004- 2 -
При движении транспортера по стрелке Д выступ а пластины / попадает в соответствующий паз шины 9, пружина 10 заставляет пластину I занять положение Л. Плоскость П пластины мгновенно принимает наклонное положение, ограниченное упором //, связанным с наружным звеном 12 цепи 2. Изделие И накатывается с подающего агрегата по лотку 13 на пластину 14 и занимает на ней положение Яь ограниченное упорной планкой 15. Пластина 14 имеет возможность поворачиваться вокруг оси 16, укрепленной в скобе 17. Последняя связана с внутренними пластинками 18 и 19 цепей 1 и 2. Пружина 10 постоянно стремится дать пластине положение Л, однако упорная планка 20 (5, 6, 7 и 8) с выступом 21 (а, б, в, г) держит ее в положении Л, скользя своим выступом 21 по шине 9, имеющей пазы А, Б, В v. Г.
При перемещении пластины, связанной с цепью, по направлению стрелки Д, планка 20 попадает своим выступом 21 в соответствующий паз в шине 9 и пружина 10 поворачивает пластину 14 в положение Л и изделие И быстро скатывается по лотку 22 в следующий агрегат. При движении транспортерной цепи по стрелке Д выступ а пластины / попадает в паз А щины 9 и изделие с этой пластины сбрасывается на лоток 23. С пластины // изделие сбрасывается на лоток 24, с пластины /// - на лоток 25 и с пластины IV - на лоток 26. Сбрасывание происходит последовательно, т. е. сначала с пластины I, затем с пластин II, /// и IV. Для осуществления одновременного сбрасывания следует пластины монтировать на цепи в обратной последовательности, т. е. в порядке IV, III, II и I, не меняя при этом положения пазов в шине 9.
У нилшей ветви цепи расположена щина для возврата пластин из положения Л в исходное для приема изделий положение Л.
Предмет изобретения
Транспортер с автоматическим распределением перемещаемых изделий по нескольким параллельным направлениям, заключающий в себе вертикально замкнутый пластинчатый транспортер с загрузкой из одноручьевого устройства и приемные устройства, отличающийся тем, что для обеспечения распределения изделий цилиндрической формы несущие пластины выполнены лотковыми, подпружиненными и поворотными относительно продольной оси транспортера и снабжены выступающим боковым хвостовиком индивидуальной ширины для каждой пластины, взаимодействующим с соответствующей ширины пазом, имеющимся в продольной, размещенной параллельно транспортеру, шине и расположенным против приемных устройств.
Г
)(-
JL
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический агрегат для струйной антикоррозионной обработки изделий | 1958 |
|
SU121325A1 |
| Устройство к транспортеру для раскладки изделий по сортам | 1958 |
|
SU121944A1 |
| Устройство для увязки в пачки изделий с отверстиями | 1953 |
|
SU113921A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Натяжное устройство цепного конвейера печи | 1985 |
|
SU1359618A1 |
| АВТОМАТИЧЕСКИЙ МЕХАНИЗМ ЗАРЯЖАНИЯ ПУШКИ | 2001 |
|
RU2195617C1 |
| Шаговый транспортер для перемещения изделий цилиндрической формы | 1957 |
|
SU109845A1 |
| Автоматическая линия для металли-зАции плАСТиНчАТыХ издЕлий | 1979 |
|
SU808550A1 |
-X
.) JL
нФиг.З
