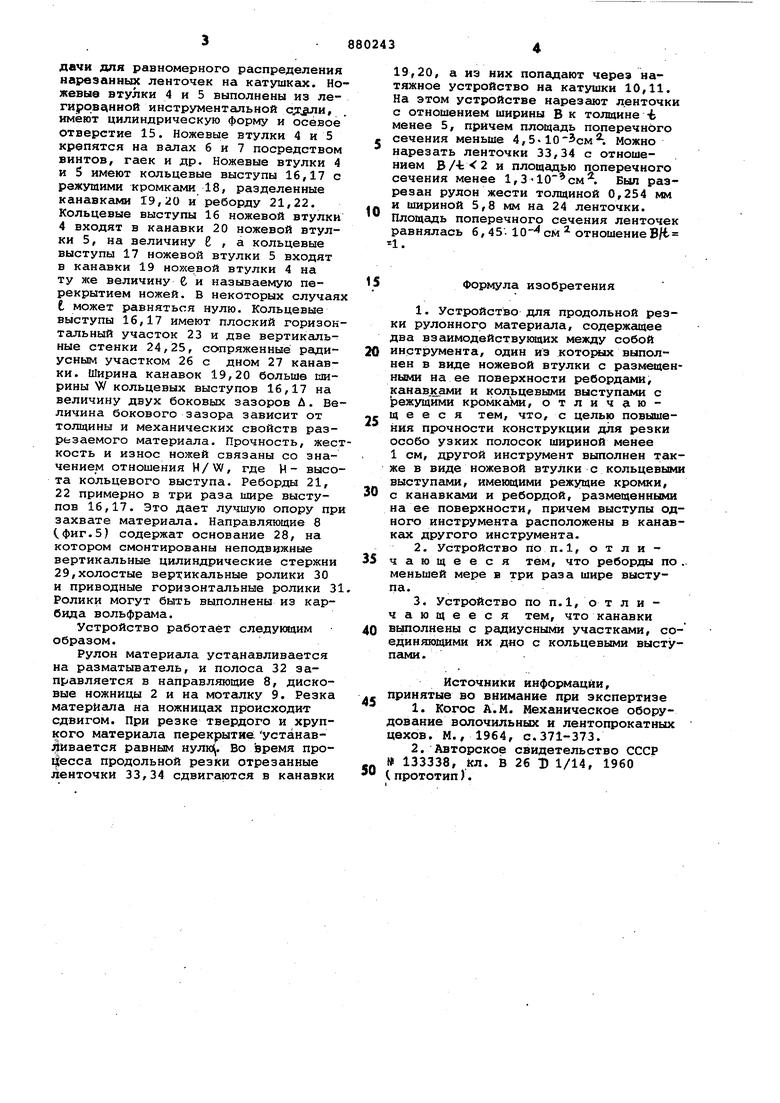
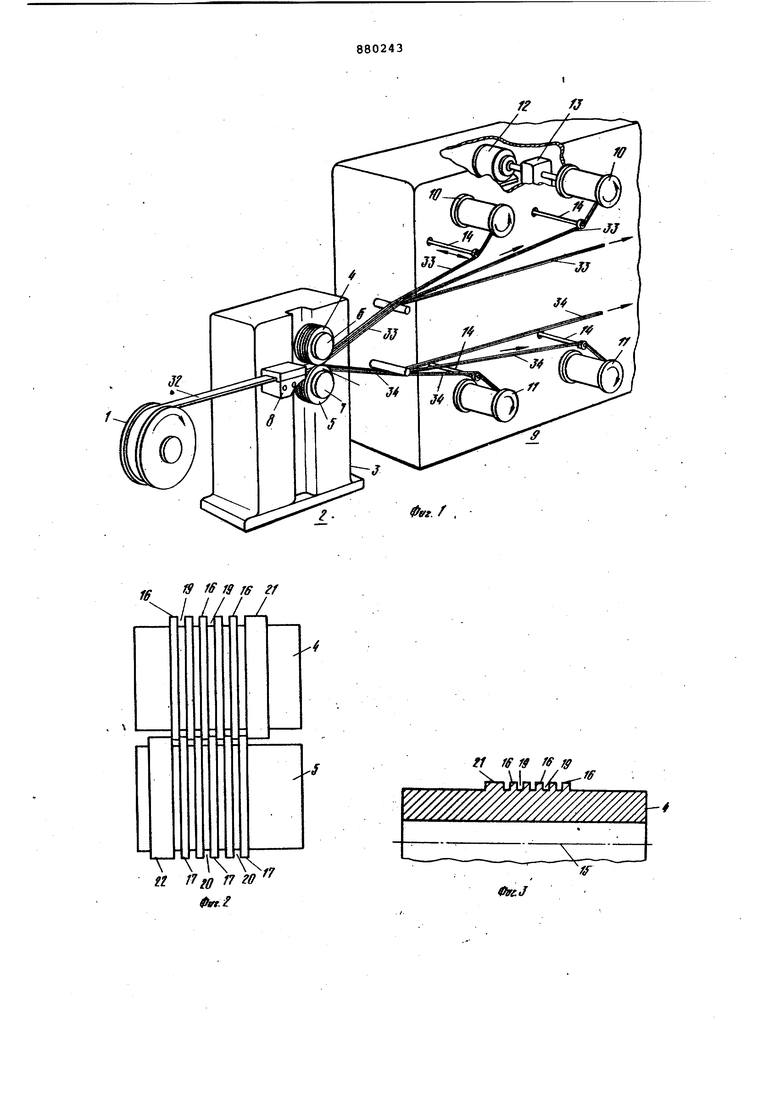
Изобретение относится к обработке металлов давлением и может быть использовано в промышленности для прецизионной продольной резки тонкого материала, например жести. Известно устройство для продольной резки, содержащее разматыватель, дисковые ножницы и моталку. Дисковые ножницы имеют два параллельных вала, на которых смонтированы дисковые ножи, разделенные между собой втулками С1. Для резки материала шириной менее 1 см качество и точность резки низкие. Известно устройство для продольно резки рулонного материала, содержащее два взаимодействующих между собой инструмента, один из которых выполнен в виде ножевой втулки с размещенными на ее поверхности ребордами, канавками и кольцевыми выступами с режущими кромками 2. Однако при резке особо узких полосок толщина ножей очень мала и прочность их низка. С целью повышения прочности конструкции для резки особо узких полосок, шириной менее 1 см, другой инструмент также выполнен в виде ножевой втулки с кольцевыми выступами, имеющими режущие кромки, с канавками и ребордой, размещенными на ее поверхности, причем выступы одного инструмента расположены в канавках другого инструмента.Реборды по меньшей мере в три раза шире выступа. Канавки выполнены с радиусными участками, соединяющими их дно с кольцевыми выступами. На фиг.1 схематично изображено предлагаемое устройство, общий вид; на фиг.2 - ножи, общий вид; на фиг.Зто же, разрез; на фиг.4 - установка перекрытия ножей; на фиг.5 - выполнение направляющих; на фиг.б - устройство в изометрии с нарезанными полосами. Устройство содержит разматыватель 1, дисковые ножницы 2.в виде станины 3 и двух ножевых втулок 4 и 5, сидящих на валах б и 7, вращающихся в противоположных направлениях, направляющие 8, расположенные с передней стороны ножниц, и моталка 9 в виде ряда катушек 10,11 с приводом 12, натяжное устройство 13 в виде фрикционной муфты и узел. 14 поперечной подачи для равномерного распределения нарезанных ленточек на катушках. Ножевые втулки 4 и 5 выполнены из легировднной инструментальной , имеют цилиндрическую форму и осевое отверстие 15. Ножевые втулки 4 и 5 крепятся на валах б и 7 посредством винтов, гаек и др. Ножевые втулки 4 и 5 имеют кольцевые выступы 16,17 с режущими кромками 18, разделенные канавками 19,20 и реборду 21,22. Кольцевые выступы 16 ножевой втулки 4 входят в канавки 20 ножевой втулки 5, на величину , а кольцевые выступы 17 ножевой втулки 5 входят в канавки 19 ножевой втулки 4 на ту же величину 6 и называемую перекрытием ножей. В некоторых случаях t может равняться нулю. Кольцевые выступы 16,17 имеют плоский горизонтальный участок 23 и две вертикальные стенки 24,25, сопряженные рещиусным участком 26 с дном 27 канавки. Ширина канавок 19,20 больше ширины W кольцевых выступов 16,17 на величину двух боковых зазоров Д. Величина бокового зазора зависит от толщины и механических свойств разрезаемого материала. Прочность, жесткость и износ ножей связаны со значением отношения H/W, где Н- высота кольцевого выступа. Реборды 21, 22 примерно в три раза шире выступов 16,17. Это дает лучшую опору при захвате материала. Направляющие 8 (,фиг.5) содержат основание 28, на котором смонтированы неподвижные вертикальные цилиндрические стержни 29,холостые вертикальные ролики 30 и приводные горизонтальные ролики 31 Ролики могут быть выполнены из карбида вольфрама.
Устройство работает следукяцим образом.
Рулон материала устанавливается на разматыватель, и полоса 32 заправляется в направляющие 8, дисковые ножницы 2 и на моталку 9. Резка материала на ножницах происходит сдвигом. При резке твердого и хрупкого материала перекрытие устанав Ивается равным нулю. Во время про||есса продольной резки отрезанные ленточки 33,34 сдвигаются в канавки
19,20, а из них попадают через натяжное устройство на катушки 10,11. На этом устройстве нарезают ленточки с отношением ширины В к толщине -6 менее 5, причем площадь поперечного сечения меньше 4,5.. Можно нарезать ленточки 33,34 с отношением и площадью поперечного сечения менее 1, . Был разрезан рулон жести толщиной 0,254 мм и шириной 5,8 мм на 24 ленточки. Площадь поперечного сечения ленточек равнялась 6,45. 10 сМ отношениеB/i П.
Формула изобретения
1.Устройство для продольной резки рулонного материала, содержащее два взаимодействующих между собой инструмента, один из которнах выполнен в виде ножевой втулки с размещенными на ее поверхности ребордами, канавками и кольцевыми выступсшш с реж тцими кромка и, отличающееся тем, что, с целью повышения прочности конструкции для резки особо узких полосок шириной менее
1 см, другой инструмент выполнен также в виде ножевой втулки с кольцевыми выступами, имеющими режущие кромки, с канавками и ребордой, размещенными на ее поверхности, причем выступы одного инструмента расположены в канавках другого инструмента.
2.Устройство по П.1, отличающееся тем, что реборды по меньшей мере в три раза шире выступа.
3.Устройство по П.1, о т л и чающееся тем, что канавки выполнены с радиусными участками, соединяющими их дно с кольцевыми выступами.
Источники информации, принятые во внимание при экспертизе
1.Когос A.M. Механическое оборудование волочильных и лентопрокатных цехов, М., 1964, с.371-373.
2.Авторское свидетельство СССР 133338, Кл. В 26 Э 1/14, 1960
(. прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2007 |
|
RU2348493C1 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2001 |
|
RU2192940C1 |
| СПОСОБ ПОДГОТОВКИ ДИСКОВЫХ НОЖНИЦ К ЭКСПЛУАТАЦИИ | 1999 |
|
RU2140342C1 |
| УНИВЕРСАЛЬНАЯ МАШИНА ДЛЯ ОБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ | 2004 |
|
RU2258449C1 |
| Устройство для продольной резки абразивного полотна | 1986 |
|
SU1400801A1 |
| ДИСКОВЫЕ НОЖНИЦЫ | 1999 |
|
RU2155116C1 |
| Способ наладки многодисковых ножниц в процессе продольного резания тонких полос | 1988 |
|
SU1720814A1 |
| УНИВЕРСАЛЬНАЯ МАШИНА ДЛЯ ОБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ | 2007 |
|
RU2351273C1 |
| УНИВЕРСАЛЬНАЯ МАШИНА ДЛЯ ОБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ | 2004 |
|
RU2262876C1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
ff fff 19 rs гг
16
4,LA/ JLr-L,
V Уч,„
n n 10 ri 20
t1 fff ff № fff
fff
V-t
f.j
