Изобретение относится к оборудованию для резки, в том числе просечки листового материала и может быть использовано на предприятиях металлургического и машиностроительного комплексов.
Известны дисковые ножницы [1], содержащие два параллельных вала с консольно расположенными на них дисковыми ножами, устройства осевого регулирования валов и радиальной регулировки верхнего вала.
Недостатком дисковых ножниц [1] являются ограниченные технологические возможности (обрезка кромок листового материала), так как консольное расположение дисковых ножей не позволяет осуществлять качественный рез при роспуске исходного листового материала одновременно на несколько заготовок.
Наиболее близкими по технической сущности и достигаемому результату к предлагаемому изобретению являются дисковые ножницы [2], содержащие дисковые ножи, установленные на двух параллельных валах, смонтированных на подшипниках в подушках, размещенных в расточках опорных стоек ножниц, устройство радиального перемещения верхнего вала и привод.
Основные недостатки наиболее близкого аналога [2] связаны с выполнением устройства радиального перемещения в виде двух передач винт-гайка, винты которых оперты на разноименные подушки верхнего вала, что усложняет конструкцию ножниц и увеличивает трудозатраты на их настройку.
Задачей предлагаемого изобретения является устранение указанных недостатков, а именно снижение трудозатрат на настройку ножниц и упрощение их конструкции за счет совместного исполнения средств радиальной регулировки подушек верхнего вала.
Поставленная задача достигается тем, что в дисковых ножницах, содержащих дисковые ножи, установленные на двух параллельных валах, смонтированных на подшипниках в подушках, размещенных в расточках опорных стоек ножниц, устройство радиального перемещения верхнего вала и привод, согласно изобретению опорная стойка со стороны, противоположной приводу, выполнена в виде верхней и нижней частей, при этом верхняя часть указанной опорной стойки выполнена с цилиндрической расточкой и связана с подушкой верхнего вала, расположенной со стороны привода ножниц, а подушка верхнего вала со стороны, противоположной приводу, смонтирована в указанной цилиндрической расточке верхней части опорной стойки с возможностью регулируемого осевого перемещения.
Выполнение опорной стойки, расположенной со стороны, противоположной приводу, в виде верхней и нижней частей, верхняя часть которой выполнена с цилиндрической расточкой и связана с подушкой верхнего вала, расположенной со стороны привода ножниц, и размещение в указанной цилиндрической расточке верхней части опорной стойки с возможностью регулируемого осевого перемещения другой подушки верхнего вала позволяет:
- исключить индивидуальные средства радиальной регулировки подушки верхнего вала, расположенной со стороны, противоположной приводу ножниц;
- исключить из состава операций по настройке ножниц операции по установке параллельности верхнего и нижнего валов.
В свою очередь, совместное исполнение устройств радиального перемещения подушек верхнего вала и сокращение количества операций по настройке ножниц обеспечивает существенное упрощение конструкции ножниц и сокращение трудозатрат по их настройке.
Следует также отметить, что установка подушки верхнего вала в цилиндрической расточке с возможностью осевого перемещения и оборудование ее средствами регулируемого осевого перемещения обеспечивает не только выборку зазоров между дисковыми ножами и промежуточными втулками в осевом направлении, но и в подшипниковых узлах, а это положительно сказывается на точности порезки заготовок и качестве поверхности реза.
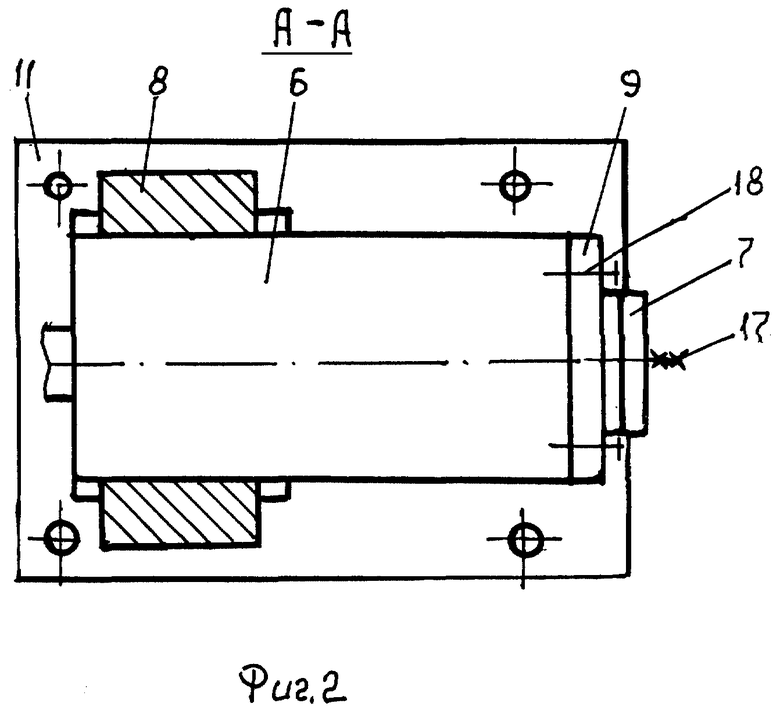
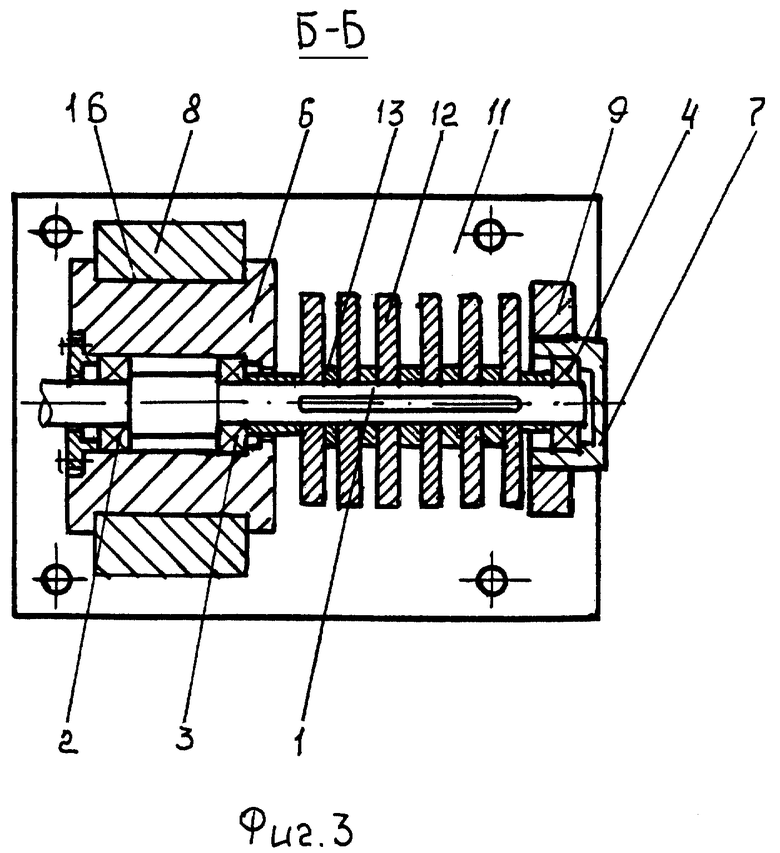
Предлагаемое изобретение поясняется чертежами, где на фиг. 1 схематически изображен общий вид дисковых ножниц по оси резания: на фиг. 2 - разрез А-А на фиг. 1: на фиг. 3 - разрез Б-Б на фиг. 1.
Дисковые ножницы для порезки, в том числе просечки листового материала, содержат два параллельных вала 1, смонтированных на подшипниках 2, 3, 4 в подушках 5, 6, 7, размещенных в расточках опорной стойки 8, расположенной со стороны привода ножниц и состоящей из частей 9, 10 опорной стойки, находящейся со стороны, противоположной приводу, основание 11, дисковые ножи 12, промежуточные втулки 13 и устройство радиальной регулировки верхнего вала 1 в виде передачи винт-гайка 14, установленной на крышке 15, скрепленной с опорной стойкой 8.
Опорная стойка 8 выполнена за одно целое с основанием 11 и снабжена цилиндрической (на чертеже не показано) и прямоугольной расточками, в которых размещены соответственно подушка 5 нижнего вала 1 и с возможностью радиального перемещения подушка 6 верхнего вала 1. Фиксация подушки 6 от осевых перемещений относительно опорной стойки 8 (как в процессе настройки, так и при работе ножниц) обеспечивается соединением паз (подушка 6) - выступ (опорная стойка 8) 16. Между подушками 5, 6 установлено устройство распора (на черт. не показано).
Части опорной стойки 9, 10 выполнены съемными, снабжены цилиндрическими расточками, в которых с возможностью осевого регулируемого перемещения посредством передачи винт-гайка 17 установлены подушки 7 и скреплены соответственно с подушкой 6 и основанием 11 с помощью быстросъемных болтовых соединений 18.
Наружные кольца подшипников 4 смонтированы в подушках 7 по посадке с натягом, а на валах 1 - по посадке с зазором.
Сборка и настройка ножниц и осуществляется следующим образом.
Установленные на подшипниках 2, 3 в подушках 5, 6 валы 1 монтируют соответственно в цилиндрической и прямоугольной расточках опорной стойки 8 ножниц. Между подушками 5 и 6 размещается устройство распора (на чертеже не показано), а к верхней части опорной стойки крепится крышка 15 с устройством радиальной регулировки верхнего вала 1 виде передачи винт-гайка 14. В зависимости от намечаемого к осуществлению технологического процесса на валы 1 устанавливаются промежуточные втулки 13 и ножевые диски 12. Далее части опорной стойки 9, 10 в сборе с подушками 7 и подшипниками 4 монтируются на концевых участках валов 1 и с помощью быстроразъемных болтовых соединений 18 соединяют соответственно с подушкой 6 и основанием 11. Передачей винт-гайка 17 осуществляют выборки осевых зазоров в подшипниковых узлах 2, 3, 4 и между промежуточными втулками 13 и дисковыми ножами 12, а при необходимости и нагружение стыков последних в осевом направлении. Для установки требуемого межцентрового расстояния между валами 1 передачи винт-гайка 14 перемещают подушку 6 в прямоугольной расточке опорной стойки 8 в заданное положение. При перемещении подушки 6 перемещаются вал 1 с подшипниками 2, 3, 4, дисковыми ножами 12, промежуточными втулками 13, подушкой 7 и верхней частью 9 опорной стойки. Благодаря тому, что подушка 7 установлена в цилиндрической расточке верхней части 9 опорной стойки, последняя скреплена с подушкой 6 быстроразъемными болтовыми соединениями 18, а подушка 6 сопряжена с опорной стойкой 8 посредством соединения паз-выступ 16, верхний вал 1 при всех его радиальных перемещениях остается параллельным нижнему валу 1. После выполнения описанных выше операций по настройке и сборке ножниц валы 1 соединяют с приводом и приступают к порезке (просечке) листового материала.
Согласно предлагаемого изобретения был изготовлен опытный образец дисковых ножниц с диаметром дисковых ножей 105 мм. В рамках исследования технологических возможностей этих ножниц были опробованы технология продольной порезки стальной ленты толщиной 0,15...0,5 мм на ленточки шириной 1,6...5,0 мм и изготовления полуфабриката просечно-вытяжной сетки в виде стальной просеченной ленты шириной 70 мм и толщиной 0,15...0,22 мм. Все экспериментальные исследования, проводимые на опытном образце, дублировались на дисковых ножницах, полностью идентичных по конструкции ближайшему аналогу [2], при этой использовался один и тот же комплект технологической оснастки. Максимальное количество дисковых ножей, которые устанавливались при проведении экспериментальных исследований на каждый из валов известных и предлагаемых ножниц, не превышало сорока.
На основании выполненных исследований установлено следующее.
Качество готовой продукции, полученной на предлагаемых дисковых ножницах (точность порезанных ленточек по ширине и качество поверхности реза), не зависело от положения порезанных ленточек относительно подшипниковых опор и соответствовало требованиям технических условий на данную продукцию.
Время настройки предлагаемых дисковых ножниц составляло в среднем 65% от времени настройки ножниц, идентичных по конструкции ближайшему аналогу.
Следует также отметить, что благодаря возможности создания нагружения подшипников и стыков дисковые ножи-промежуточные втулки в осевом направлении, поле допуска на ширину порезанных ленточек в предлагаемых ножницах составляло в средней 80...85% поля допуска на ширину порезанных ленточек в известных ножницах.
Таким образом в результате опытного опробования можно утверждать, что использование предлагаемого изобретения по сравнению с ближайшим аналогом позволяет упростить конструкцию ножниц при одновременном сокращении трудозатрат на их настройку и повышении качества выпускаемой продукции.
Предлагаемые дисковые ножницы целесообразно применять при резке листового металла на полосы и его просечки для получения полуфабриката просечно-вытяжной сетки на предприятиях металлургического и машиностроительного комплексов. Возможно применение указанных ножниц для резки бумаги, картона и других листовых материалов.
Источники информации
1. Анисимов В. И. и др. Расширение сортамента металлопроката - резерв экономии /В.И. Анисимов, В.Г. Антипанов, З.М. Шварцман. - Челябинск: Южно-Уральское книжное издательство, 1980. -с. 31, рис. 3.
2. Химич Г.Л. Механическое оборудование цехов холодной прокатки. М.: Машиностроение, 1972. - с. 408-409, рис. 216.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОДИСКОВЫЕ НОЖНИЦЫ | 1999 |
|
RU2148479C1 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2001 |
|
RU2192940C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1999 |
|
RU2147259C1 |
| УСТРОЙСТВО РАСТЯЖЕНИЯ ПОЛУФАБРИКАТА ЦЕЛЬНО-МЕТАЛЛИЧЕСКОЙ СЕТКИ | 2001 |
|
RU2187401C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1997 |
|
RU2188730C2 |
| ДИСКОВЫЕ НОЖНИЦЫ | 2004 |
|
RU2317180C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| СПОСОБ ОБРАБОТКИ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2214889C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| Дисковые ножницы | 1989 |
|
SU1798059A1 |
Изобретение относится к оборудованию для резки, в том числе просечки листового материала, и может быть использовано на предприятиях металлургического и машиностроительного комплексов. Дисковые ножницы содержат дисковые ножи 12, установленные на двух параллельных валах 1, смонтированных на подшипниках в подушках 5, 6, 7, размещенных в расточках опорных стоек ножниц, а также устройство радиального перемещения верхнего вала и привод. Опорная стойка со стороны, противоположной приводу, выполнена в виде верхней 9 и нижней 10 частей. При этом верхняя часть 9 выполнена с цилиндрической расточкой и связана с подушкой 6 верхнего вала, расположенной со стороны привода ножниц. А подушка 7 верхнего вала со стороны, противоположной приводу, смонтирована в указанной цилиндрической расточке верхней части 9 опорной стойки с возможностью регулируемого осевого перемещения. Такое выполнение дисковых ножниц позволит снизить трудозатраты на их настройку и упростить их конструкцию за счет совместного исполнения средств радиальной регулировки подушек верхнего вала. 3 ил.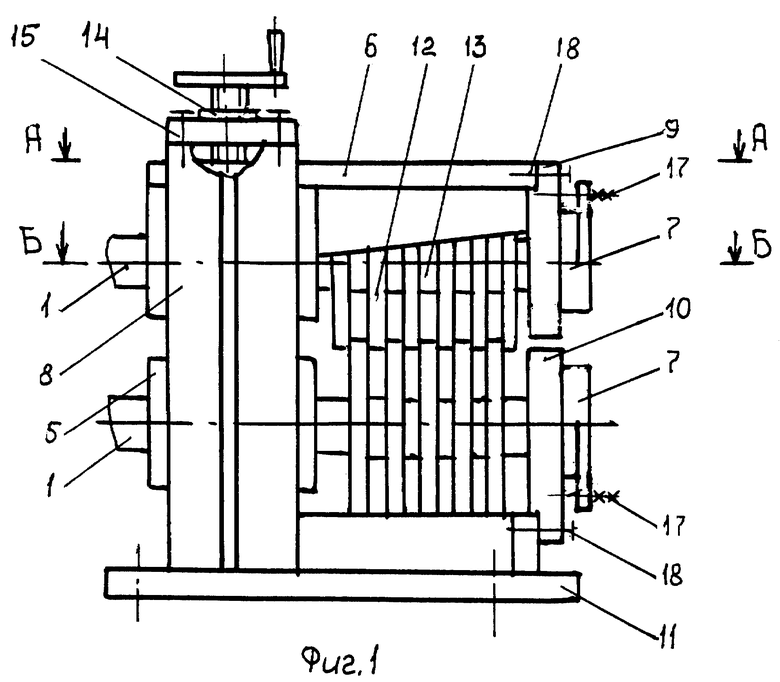
Дисковые ножницы, содержащие дисковые ножи, установленные на двух параллельных валах, смонтированных на подшипниках в подушках, размещенных в расточках опорных стоек ножниц, устройство радиального перемещения верхнего вала и привод, отличающиеся тем, что опорная стойка со стороны, противоположной приводу, выполнена в виде верхней и нижней частей, при этом верхняя часть указанной опорной стойки выполнена с цилиндрической расточкой и связана с подушкой верхнего вала, расположенной со стороны привода ножниц, а подушка верхнего вала со стороны, противоположной приводу, смонтирована в указанной цилиндрической расточке верхней части опорной стойки с возможностью регулируемого осевого перемещения.
| Под ред | |||
| ХИМИЧА Г.Л | |||
| Механическое оборудование цехов холодной прокатки | |||
| - М.: Машиностроение, 1972, с.408, 409, рис.216 | |||
| SU 1769729 А3, 15.10.1992 | |||
| Многодисковые ножницы | 1978 |
|
SU791470A1 |
| US 3545326, 08.12.1970. | |||
