7J
(Л
00
1
Ковые ножи 6. Ножевые оправки 5 вы- 1|1олнены поворотньии относительно оси 1 едомого- вала 2 с возможностью фик- 4ации положения в пределах угла поворота от О до 180. Ведущий вал в местах контакта с дисковыми ножами 6 выполнен с кольцевыми канавками 13, имеющими ширину, превьпнающую ТОЛЩИНУ дисковых ножей, и глубину, боль- цую или равную высоте врезания ножей 6 в разрезаемое полотно 14. Помимо
400801
этого ножевые оправки 5 могут выполняться подпружиненными, а глубина канавок 13 на ведущем валу 1 при этом не должна превьшать двойной величины эксцентриситета ножевых оправок 5. Устройство позволяет сократить трудоемкость вспомогательных наладочных операций и автоматически компенсировать диаметральный износ дисковых ножей. 1 з.п. ф-лы. 3 ил.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для продольной резки и намотки стекловолокнистых материалов | 1980 |
|
SU925642A1 |
| Устройство для изготовления полировальных кругов | 1983 |
|
SU1135627A1 |
| МАШИНА ДЛЯ ВЫРАВНИВАНИЯ ДЕТАЛЕЙ ОБУВИ ПО ТОЛЩИНЕ | 1994 |
|
RU2102909C1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2038960C1 |
| РЕЖУЩИЙ АППАРАТ ЖАТВЕННЫХ МАШИН | 2015 |
|
RU2606095C1 |
| Врубовая машина | 2018 |
|
RU2761230C2 |
| РОТАЦИОННАЯ НОЖЕВАЯ ГОЛОВКА ТАБАКОРЕЗАЛЬНОГО СТАНКА | 2001 |
|
RU2207037C2 |
| ВРУБОВАЯ МАШИНА | 2018 |
|
RU2762863C2 |
| Устройство для намотки длинномерного материала | 1989 |
|
SU1692925A1 |
| Устройство для резки волокнистого материала | 1979 |
|
SU863379A1 |
Изобретение относится к обработке неметаллических материалов, в частности к резке абразивного полотна . Цель - повьшение надежности за счет увеличения стойкости инструмента устройства. На ведомом валу 2 межц ду дистанционными втулками 7 установлены, ножевые оправки 5, вьшолненные в виде эксцентричных втулок, не выступающих за пределы наружного диаметра . дистанционных втулок 7, на,которые насажены с возможностью вращения дис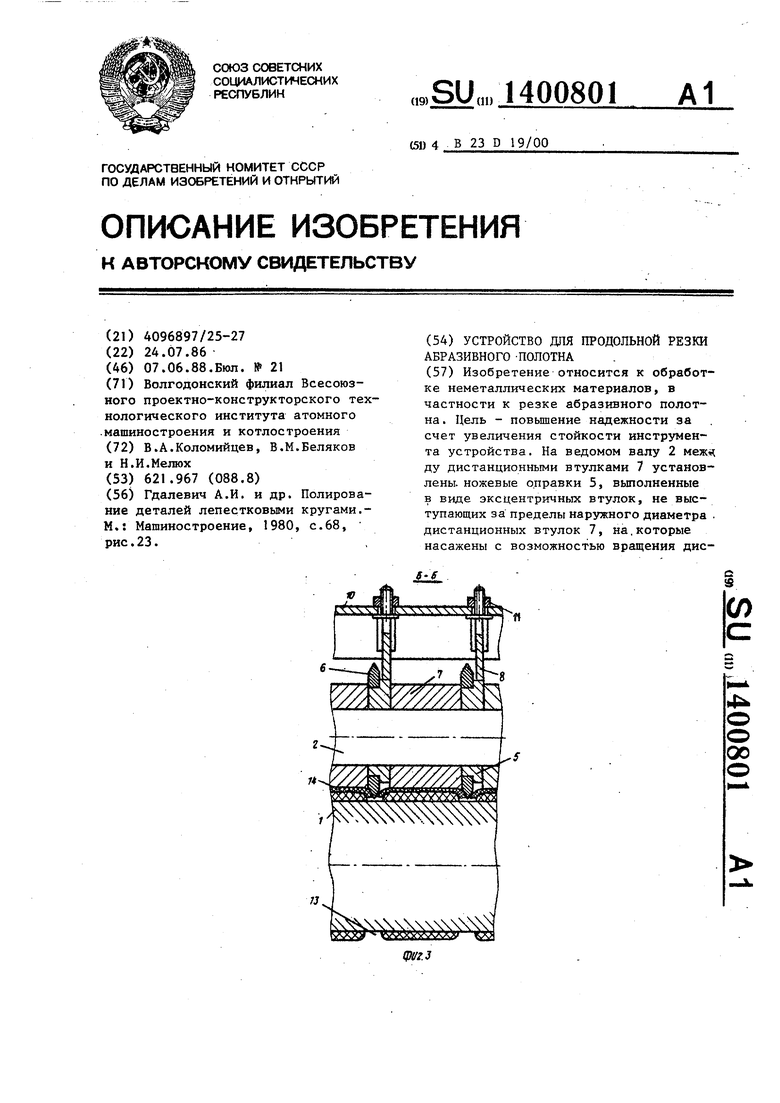
1
Изобретение относится к обработке йеметаллических материалов, в частности абразивного полотна.
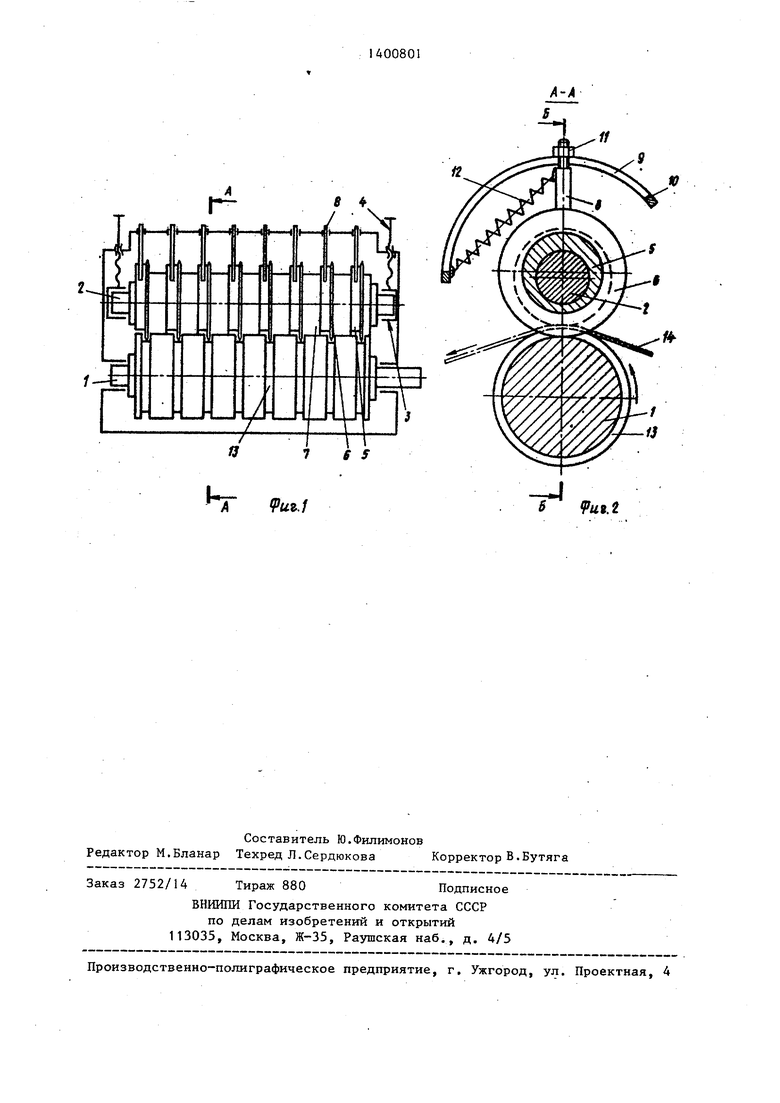
Цель изобретения - повышение нагежности за счет увеличения стойкос- й инструмента устройства для про- ольной резки абразивного полотна. I На фиг.1 изображено устройство фтя продольной резки абразивного по- jjioTHa, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б фиг.2.
i Устройство для продольной резки Абразивного полотна на ленты содер- х|(ит ведущий вал I, вращающийся от (Специального привода (не показан, и г араллельный ему ведомый вал 2, установленный в опорах 3 качения, имею- возможность перемещаться в направлении ведущего вала 1 и поджимать- в этом направлении, например, при- й|ийными болтами 4 (возможен вариант Пружинного поджатия ведомого вала 2 | ведущему валу 1). На ведомом валу 2| на ножевых оправках 5 эксцентрично ведомого вала 2 установлены с возможностью свободного вращения дис- ножи 6. Расстояние между диско- в|ыми ножами 6 определяется осевым р|азмером дистанционных втулок 7, ус- тйновленных между ножевыми оправками 5i. Дистанционные втулки 7 могут быть н|асажены на ведомый вал 2 по плотной п&садке (если ведомый вал 2 установ- л|ен в подшипника х) или свободно (если ведомый вал 2 выполнен невращаю- ), а ножевые, оправки 5 имеют воз вЪзможность поворачиваться относитель н)э ведомого вала 2, т.е. посажены на
него по скользящей посадке, причем диаметральный, размер ножевых оправок 5 не превышает диаметрального размер дистанционных втулок 7, т.е. ножевые
5 оправки 5 при любом своем угле поворота относительно ведомого вала 2 не должны выступать за пределы наружного диаметра дистанционных втулок 7.. Помимо этого целесообразно выбрать
10 расстояние между ножами 6, равным заданной минимальной ширине нарезаемых полос абразивной шкурки.
Поворот ножевых оправок 5 вокруг оси ведомого вала 2 на необходимый
15
угол может осуществляться, например.
с помощью рычагов 8, жестко соединенных с ними, а фиксация этого угла поворота может осуществляться, например, зажатием этих рычагов 8 в
0 пазах 9 неподвижного опорного элемента 10. Последний может быть выполнен в виде отрезка цилиндра с пазами 9, установленного соосно с ведомым валом 2 и закрепленного на станине (не показана), а фиксация рычагов в этих пазах может осуществляться с помощью резьбового соединения 11 путем зажатия рычагов 8 в пазах 9 опорного элемента 10. Рычаги 8 могут быть под пружинены в направлении своего поворота при помощи, например, пружин 12, прикрепленных одним концом к станине или опорному элементу 10, а другим - к рычагам 8.
35
Ведущий вал 1 в местах контакта с дисковыми ножами 6 выполнен с кольцевыми канавками 13, в которые свободно могут проходить дисковые ножи.
т.е. ширина этих кольцевых канавок 13 больше толщины дисковых ножей 6.
Устройство работает следующим образом.
При включении привода (не показан), ведущий вал 1 начинает вращаться, увлекая во встречное вращение прижатый к нему наружной поверхностью дистанционных втулок 7 ведомый вал 2..При этом ножевые оправки 5 остаются неподвижными, а ножи 6, утопленные в кольцевые канавки 13 ведущего вала 1, или также остаются неподвиж
ными, или, если упираются в дно коль-15 полотно 14 по мере продвижения к зоцевых канавок 13, вращаются от трения с ним. Опора ножей 6 в дно кольцевых канавок 13 необходима, если рычаги 8 ножевых оправок 5 не зафиксированы с помощью резьбового соединения 11, а подпружинены пружиной 12 (фиг.2). В этом случае пружина 12 поворачивает ножевые оправки 5 до тех пор, пока ножи 6 за счет эксцент20
25
35
риситета втулок упираются в дно канавок 13. Для того, чтобы обеспе- 1ивалось силовое замыкание ножей 6 с валом 1 в подпружиненном состоянии ножевых оправок 5, глубина канавок 13 не должна превьппать двойной чины эксцентриситета втулок 7.
После включения привода (не показан) ведущего вала 1 абразивное полотно подводится своим срезом к линии контакта ведущего 1 и ведомого 2 валов я, захватываемое ими, протягивается между наружной поверхностью вала 1 и дистанционными втулками 7. Обязательным условием снижения износа элементов устройства при зарядке абразивного полотна 14 является ориентирование его таким образом, чтобы абразивный слой находился со стороны ведущего вала 1, а бумажная или тканевая основа, соответственно со стороны ножей 6. Кроме того, сам процесс протягивания абразивного полотна осуществим в том случае, если усиление прижатия ведомого вала 2 к поверхности ведущего вала 1 сказьшает- g ся достаточным чтобы обеспечить силу сцепления между абразивньм полотном 14, и поверхностью ведущего вала 1, превышающую по величине все силы сопротивления протягивания. Таким образом, тянущее усилие зависит от величины прижатия ведомого вала 2 к ведущему валу 1 и регулируется прижимными болтами 4,,
не резания предварительно проминается со стороны основы режущими кромками ножей 6 (происходит как бы надрез полотна со стороны основы и выкрашивание части зерен, ослабленных этим надрезом), натягиваясь при этом в зоне резания. Проминание и натяжение полотна 14 приводит к его разрыву, причем абразивные зерна в процессе разрыва оказьшаются развернутыми относительно режущих кромок ножей 6 и воздействуют на них под острым углом, как бы подтачивая их, помимо этого режущие кромки оказьшаются в вели- 30 некоторой степени защищенными основой полотна, изогнутой вокруг них в
результате проминания. Все это приводит не только к повышению стойкости ножей 6, но и к их подтачиванию в процессе резания, т.е. осуществляется практически процесс самозаточки. Ножи 6 в период резания поворачиваются вокруг своих посадочных мест, постоянно обновляя тем самым участок
40 своей режущей кромки, производящей разрез полотна 14, поэтому износ ножей оказьшается равномерным по всей окружности режущей кромки.
Таким образом, для осуществления
45 процесса резания полотна 14 необходи- МО, чтобы ножи 6 несколько выступа- .ли за пределы наружного диаметра дис- танционньпс втулок 7. Величина выпе- . та ножей 6 в зоне резания определяется глубиной проминания полотна 1 4 и связанной с нею величиной его натяжения, необходимых для осуществления разрыва полотна, следовательно, эта величина вылета или
gg врезания ножей 6 в полотне 14 зависит прежде всего от прочности осно- .вы абразивного полотна 14, остроты режущих кромок ножей 6, величины зажатия полотна 14 в зоне резания и
юIQ на ре- заминается
4008014
При протягивании абразивное полотно 14 как бы накатывается жущие кромки ножей 6 и
ими в канавки ведущего вала 1. Одна- ь.
ко, поскольку полотно 1ч зажато между
валом 1 и дистанционными втулками 7, ножи 6 по мере перемещения полотна 14 к линии контакта валов все больше и больше врезаются в полотно 14 со стороны основы и разрьшают его, образовывая продольный рез, образом, процесс резания характеризуется следующими факторами: абразивное .
5
результате проминания. Все это приводит не только к повышению стойкости ножей 6, но и к их подтачиванию в процессе резания, т.е. осуществляется практически процесс самозаточки. Ножи 6 в период резания поворачиваются вокруг своих посадочных мест, постоянно обновляя тем самым участок
0 своей режущей кромки, производящей разрез полотна 14, поэтому износ ножей оказьшается равномерным по всей окружности режущей кромки.
Таким образом, для осуществления
5 процесса резания полотна 14 необходи- МО, чтобы ножи 6 несколько выступа- .ли за пределы наружного диаметра дис- танционньпс втулок 7. Величина выпе- . та ножей 6 в зоне резания определяется глубиной проминания полотна 1 4 и связанной с нею величиной его натяжения, необходимых для осуществления разрыва полотна, следовательно, эта величина вылета или
g врезания ножей 6 в полотне 14 зависит прежде всего от прочности осно- .вы абразивного полотна 14, остроты режущих кромок ножей 6, величины зажатия полотна 14 в зоне резания и
5
формы и ширины канавок 13 на ведуще валу I. Необходимая величина вьшет или высота врезания ножей 6 в разрезаемый материал 14 при определенной конструкции элементов резания определяется прежде всего свойствами и видом разрезаемого материала, а поэтому для одного и того же материал является относительно постоянной величиной.
Глубина канавок 13 ведущего вала 1 должна обеспечивать процесс разрыва абразивного полотна 14, а поэтому должна быть больше или равна нео ходимой высоте врезания ножей 6 в разрезамое полотно.
В процессе резания абразивного . полотна 14 на полосы происходит износ ножей 6 по их режущей кромке, ,
они у1 еньшаются в диаметре, оставая острыми в результате самозаточки. При этом, соответственно, уменьшается и вылет их относительно наружного диаметра дистанционных втулок 7. В некоторый период может оказать
чтб вылета ножей 6 недостаточно для осуществления проминания и разрыва полотна 14. Для восстановления процесса резания в этом случае не- обходимо компенсировать износ ножей 6, т.е. восстановить величину их вылета в зоне резания. Компенсацию износа можно осуществить поворотом ножевых оправок 5 вокруг оси ведомого вала 2, для чего необходимо расфиксировать их, ослабив резьбовое соединение 11, повернуть рычаг 8 на некоторый угол, обеспечивающий выдвижение ножей 6 на необходимую величину за счет эксцентриситета но
жевых оправок 5, и зафиксировать их в новом положении зажимом резьбового соединения 11. Автоматически компен- . сация износа ножей 6 может осуществляться за счет расфиксации резьбового соединения 11, в результате чего в работу включаются пружины 12, осуществляющие автоматический поворот ножевых оправок 5.
Формула изобретения
равками, выполненными в виде эксцентг: риковых втулок, наружный диаметр которых не превышает наружного диаметра дистанционных втулок, при этом диско-, вые ножи установлены с возможностью вращения на ножевых оправках,, выполненных поворотными и установленных на ведомом валу с возможностью фиксации углового положения, а на опорном валу напротив дисковьпс ножбй выполнены кольцевые канавки шириной, превьшающей толщину дискового ножа. 2. Устройство по П.1, отличающееся тем, что ножевые оправки вьтолнены подпружиненными, а глубина кольцевых канавок на опорном валу меньше двойной величины эксцентриситета ножевых оправок.
hr vuz.i
yU9.t
| Гдалевич А.И | |||
| и др | |||
| Полирование деталей лепестковыми кругами.- М.: Машиностроение, 1980, с.68, рис.23. |
