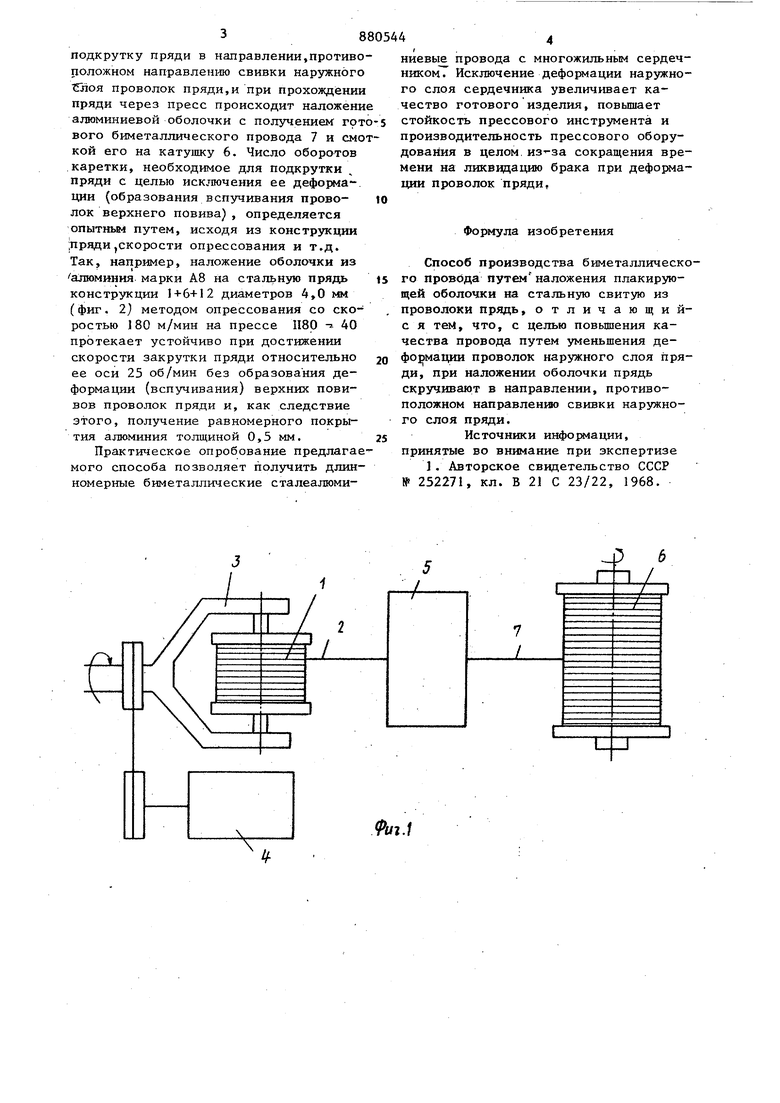
Изобретение относится к метизной промьшленности, в частности к производству биметаллического, например сталеалюминиевого, провода для передачи электроэнергии. Известен способ получения биметал лических проводов путем наложения плакирующей оболочки на стальную сви тую проволоку в прядях Недостатком данного способа являе ся вспучивание или образование так назьшаемого фонаря из наружного слоя стальных проволок сердечника под действием сжимающих напряжений, возникающих при наложении алюминиево оболочки. Это приводит к неравномерности толщины наложной оболочки и ее разрывам, к деформации проволок верхнего повива сердечника и его обрьшу при прохождении через прессовый инструмент Целью изобретения является подавление вспучивания верхнего повива проволок стального сердечника, исклю чение их деформаций и получение равномерного покрытия при нанесении оболочки на прядь. Поставленная цель достигается тем, что согласно способу производства биметаллического провода путем наложения плакирующей оболочки на стальную свитую из проволоки прядь, при наложении оболочки прядь скрзд1ивают в направлении, противбположном направлению свивки наружного слоя пряди. На фиг. 1 изображена схема осуществления способа; на фиг. 2 - прядь, поперечное сечение; на фиг. 3 прядь с незаполненным наружные слоем пряди, общий вид. Размоточная катушка 1 с н 1мотанной прядью 2 устанавливается на свободно вращающихся осях на каретке 3 с приводом 4. Прядь 2 пропускают через прессовый инструмент пресса 5 и закрепляют на приемной катушке 6. С включением пресса 5 одновременно включается каретки 3,обеспечивающий
подкрутку пряди в направлении,противоположном направлению свивки наружного 75лоя проволок пряди,и при прохождении пряди через пресс происходит наложение алюминиевой оболочки с получением гото-5 вого биметаллического провода 7 и смоткой его на катушку 6. Число оборотов .каретки, необходимое для подкрутки пряди с целью исключения ее деформации (образования вспучивания прово- ю лок верхнего повива), определяется опытньм путем, исходя из конструкции .пряди,скорости опрессования и т.д.
Так, например, наложение оболочки из алюминия марки А8 на стальн5по прядь конструкции 1+6+12 диаметров 4,0 мм (фиг. 2) методом опрессования со скоростью 180 м/мин на прессе 1180 - 40 протекает устойчиво при достижении скорости закрутки пряди относительно ее оси 25 об/мин без образования деформации (вспучивания) верхних повивов проволок пряди и, как следствие этого, получение равномерного покрытия алюминия толщиной 0,5 мм.
Практическое опробование предлагае мого способа позволяет получить длинномерные биметаллические сталеалюминиевые провода с многожильным сердечникомТ Исключение деформации наружного слоя сердечника увеличивает качество готового изделия, повышает стойкость прессового инструмента и производительность прессового оборудования в целом из-за сокращения времени на ликвидацию брака при деформации проволок пряди,
Формула изобретения
Способ производства биметаллического провода путемналожения плакирующей оболочки на стальную свитую из проволоки прядь, отличающийс я тем, что, с целью повышения качества провода путем уменьшения дефо;рмации проволок наружного слоя пряди, при наложении оболочки прядь скручивают в направлении, противоположном направление свивки наружного слоя пряди. Источники инфо{ 1ации,
принятые во внимание при экспертизе
. Авторское свидетельство СССР № 252271, кл. В 21 С 23/22, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сталеалюминиевой проволоки | 1988 |
|
SU1685567A1 |
| Провод неизолированный сталеалюминиевый высокопрочный, высокопрочный высокотемпературный (варианты) | 2020 |
|
RU2748682C1 |
| СТАЛЕАЛЮМИНИЕВЫЙ ПРОВОД С ВСТРОЕННЫМ ОПТИЧЕСКИМ КАБЕЛЕМ ДЛЯ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ (ВАРИАНТЫ) | 2014 |
|
RU2581159C1 |
| Неизолированный сталеалюминиевый высокопрочный высокотемпературный высокопрочный провод | 2019 |
|
RU2706957C1 |
| ПРОВОД ДЛЯ ЛИНИИ ПЕРЕДАЧИ | 1994 |
|
RU2063080C1 |
| НЕСУЩИЙ ТРОС КОНТАКТНОЙ СЕТИ ЖЕЛЕЗНОЙ ДОРОГИ | 2012 |
|
RU2509666C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ПРОВОДА ДЛЯ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ И ПРОВОД, ПОЛУЧЕННЫЙ ДАННЫМ СПОСОБОМ | 2011 |
|
RU2447525C1 |
| Сталеалюминиевый высокопрочный, высокотемпературный изолированный провод для воздушной линии электропередачи | 2018 |
|
RU2695317C1 |
| Провод для протяженных переходов воздушных линий электропередачи | 2024 |
|
RU2830106C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНЫХ ЭЛАСТИЧНЫХ ПРОВОДОВ С ПОВЫШЕННОЙ ЭЛЕКТРОПРОВОДНОСТЬЮ | 2006 |
|
RU2310250C1 |

7
JL
HapyxHutj слой
