(54) ЛИНИЯ ДЛЯ УПАКОВКИ БОЛЬШЕГРУЗНЫХ МОТКОВ ПРОВОЛОКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для консервации мотковпРОВОлОКи | 1979 |
|
SU844094A1 |
| Устройство для упаковки мотков проволоки | 1981 |
|
SU982977A1 |
| Линия для упаковывания мотков проволоки и формирования пакета мотков | 1990 |
|
SU1792878A1 |
| Устройство для подачи мотков проволоки | 1982 |
|
SU1050979A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ И ПРИЕМА МОТКОВ ПРОВОЛОКИ | 1971 |
|
SU307830A1 |
| Устройство для задачи мотков проволоки | 1981 |
|
SU959867A1 |
| Устройство для задачи мотков | 1978 |
|
SU795615A1 |
| Устройство для упаковки мотков проволоки | 1977 |
|
SU680948A1 |
| Устройство для задачи мотков проволоки | 1976 |
|
SU695737A1 |
| Устройство для формирования садки мотков проволоки | 1981 |
|
SU988406A1 |
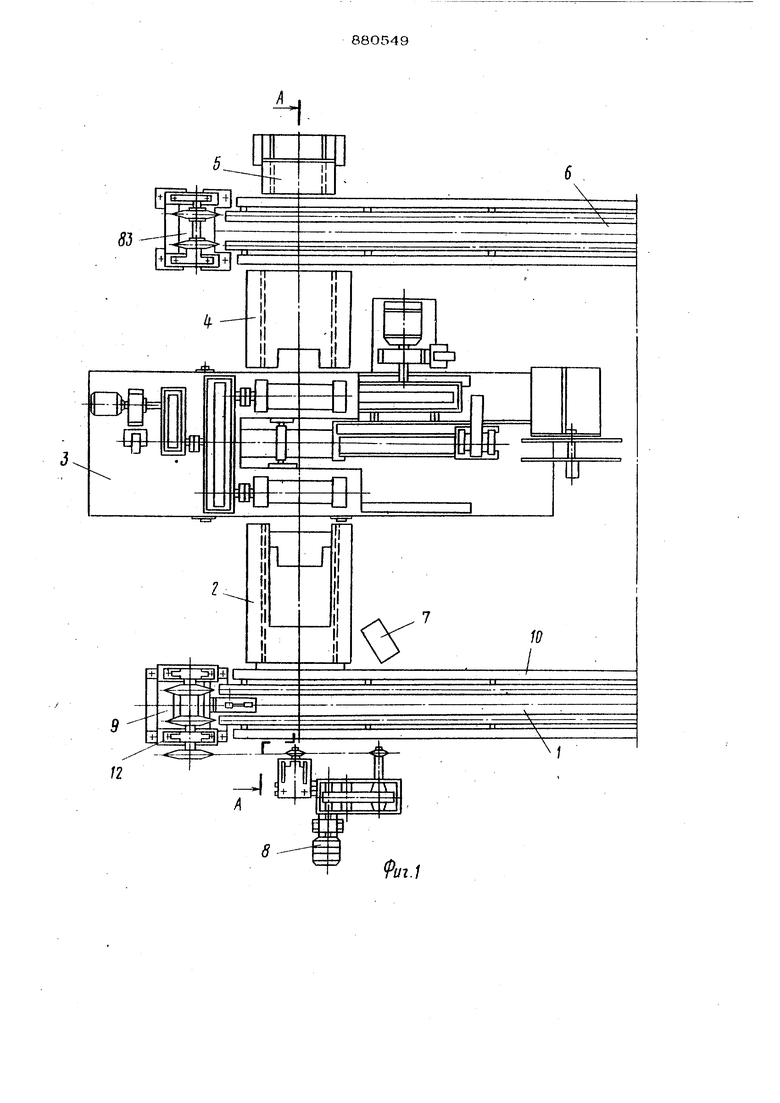
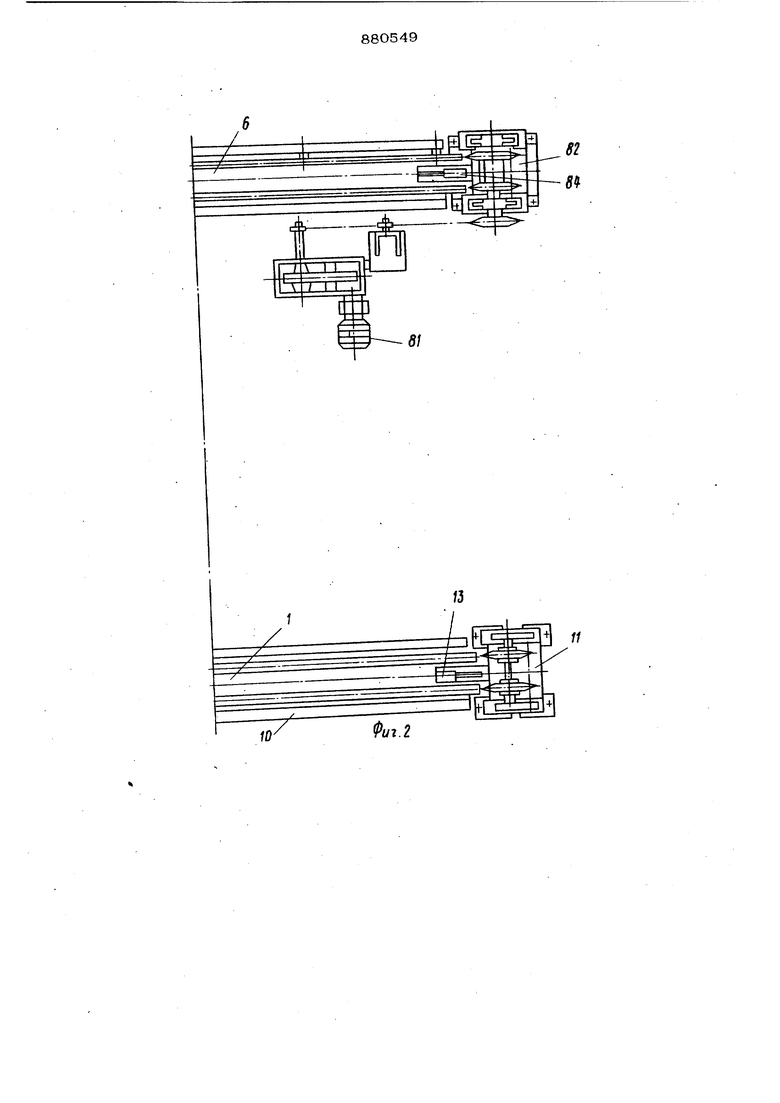

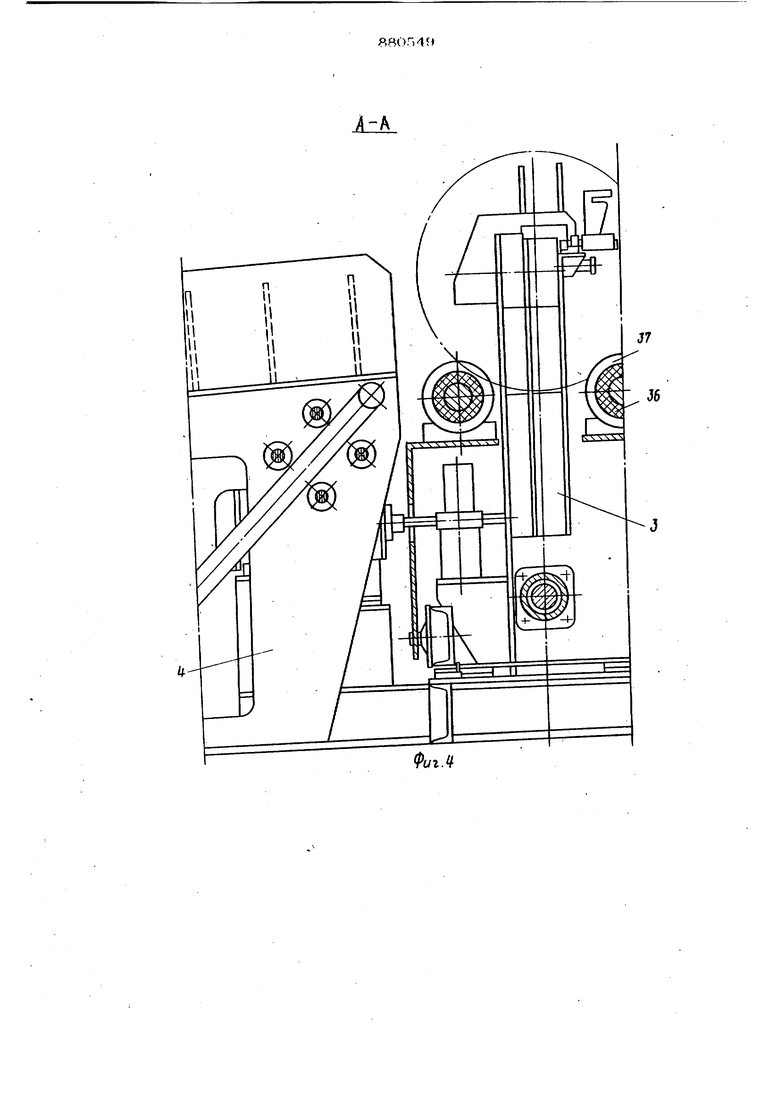
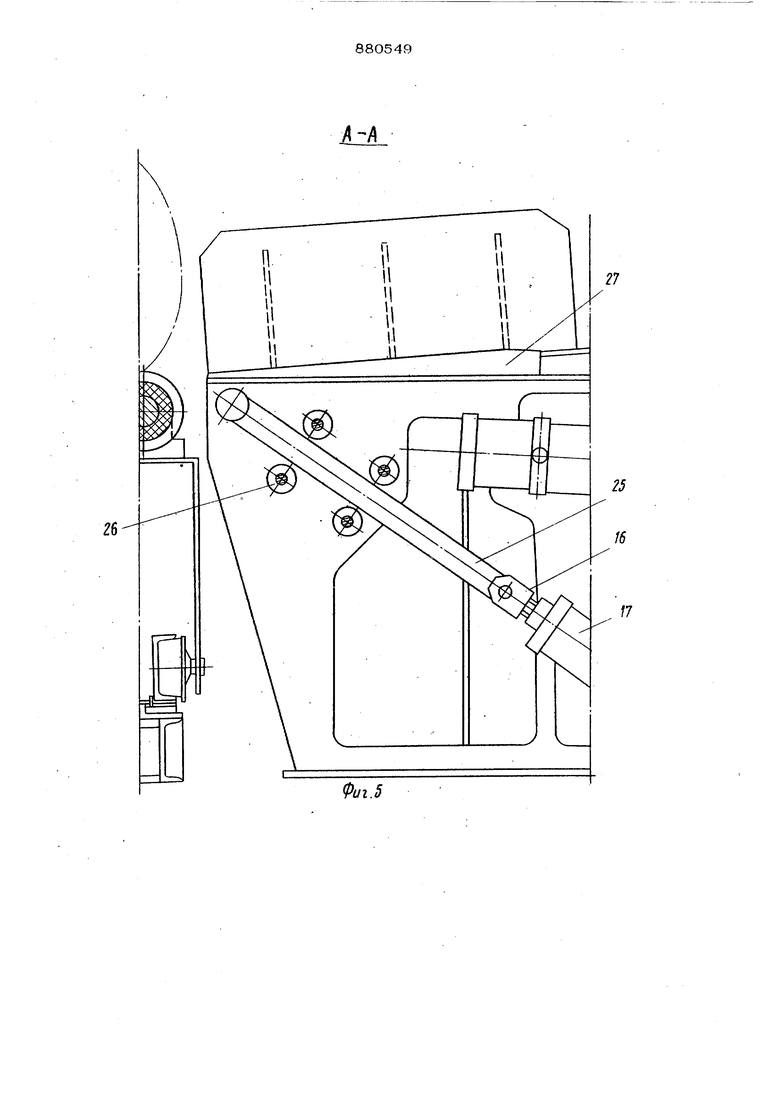
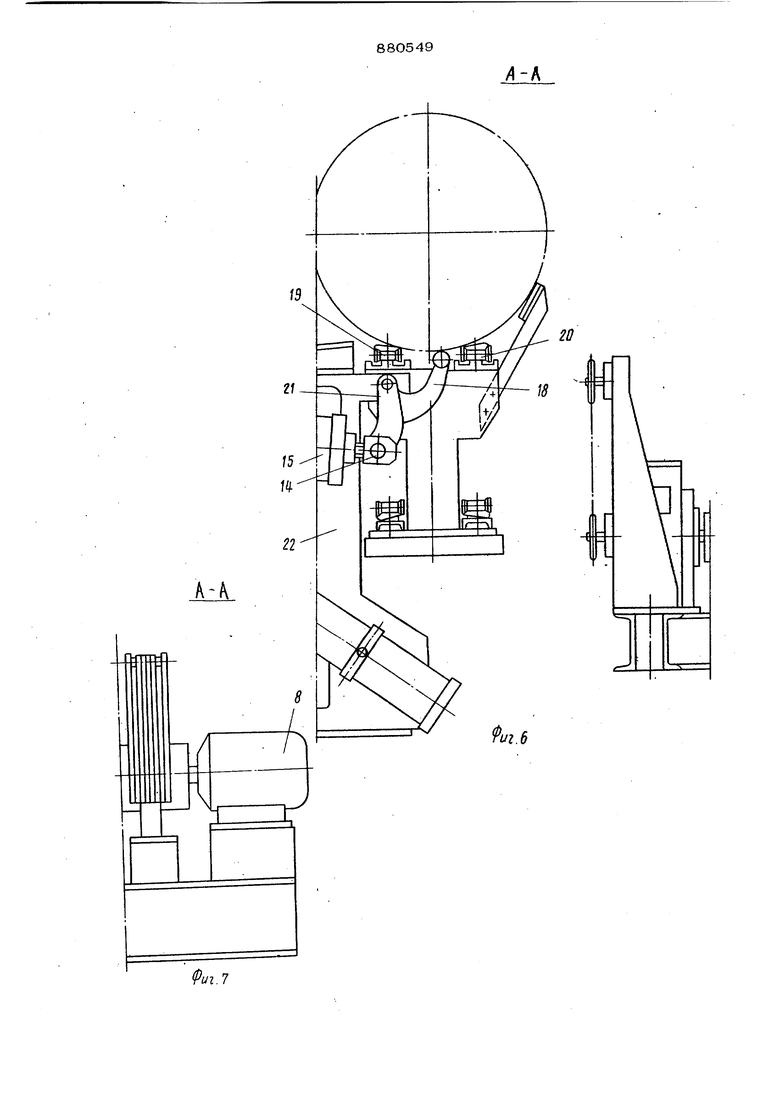

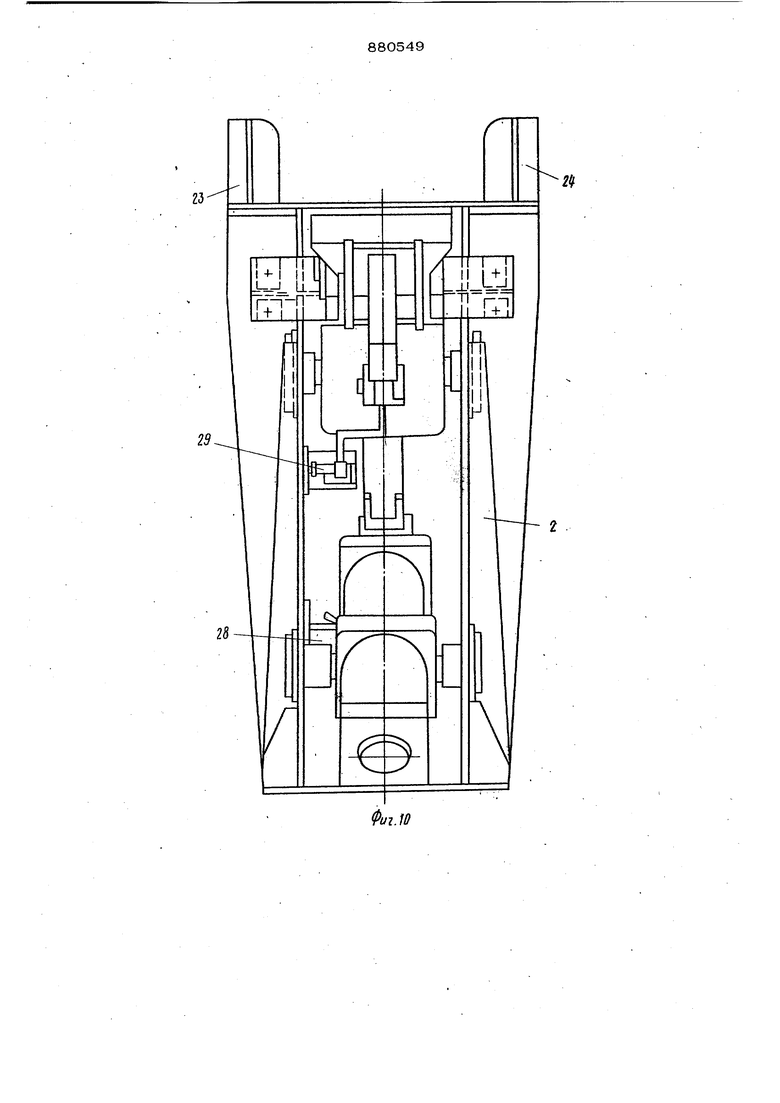
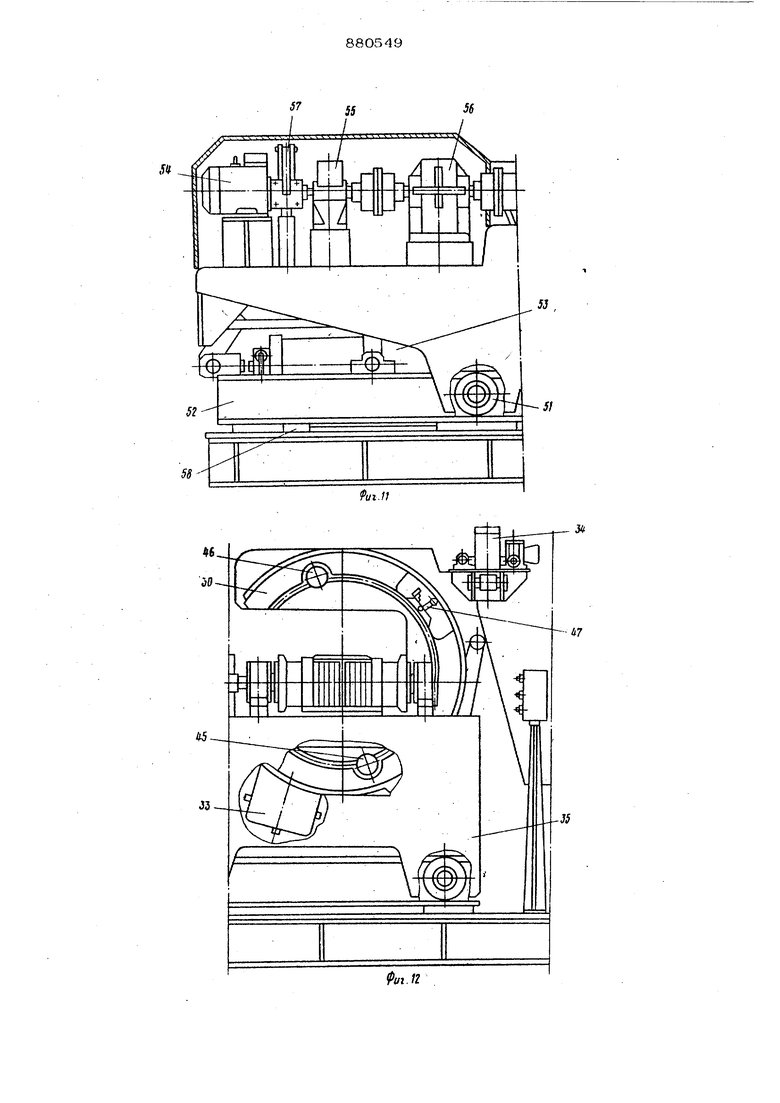
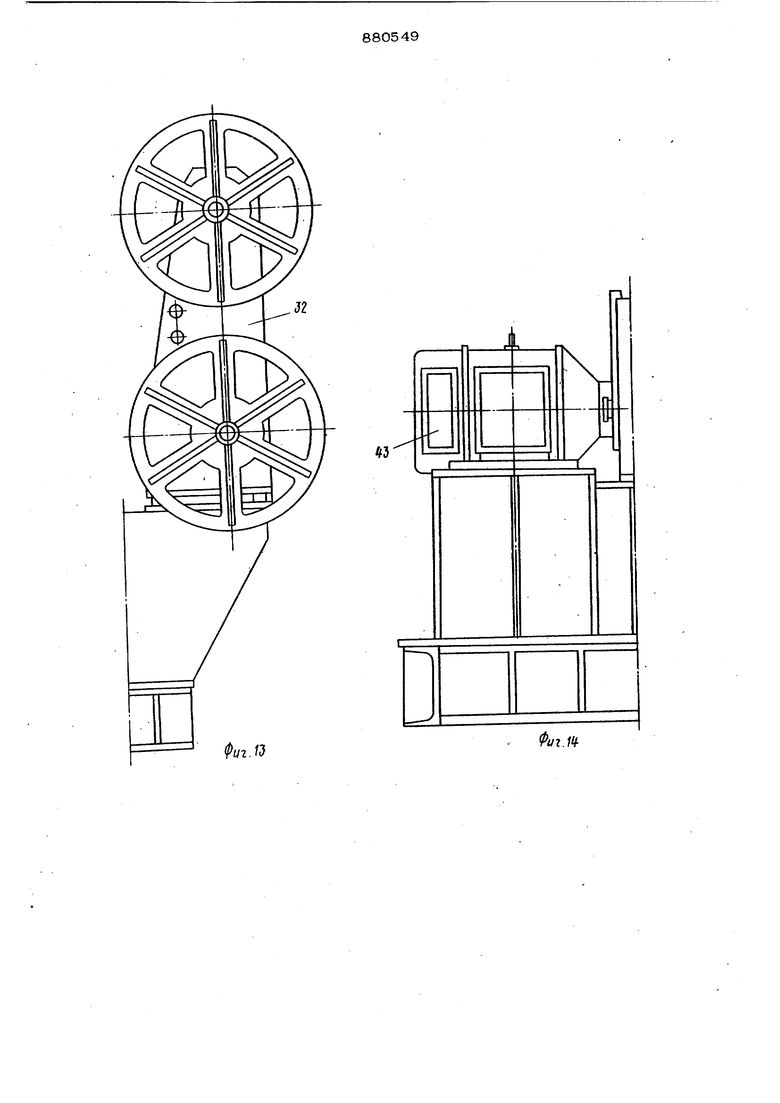
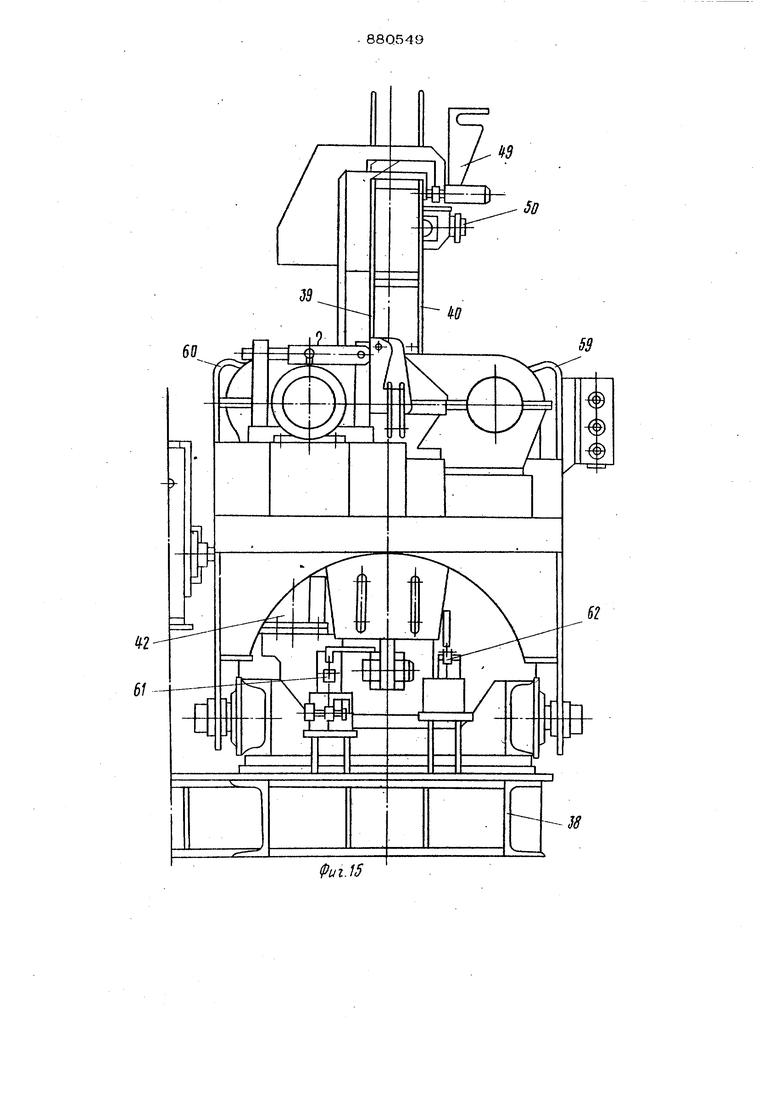
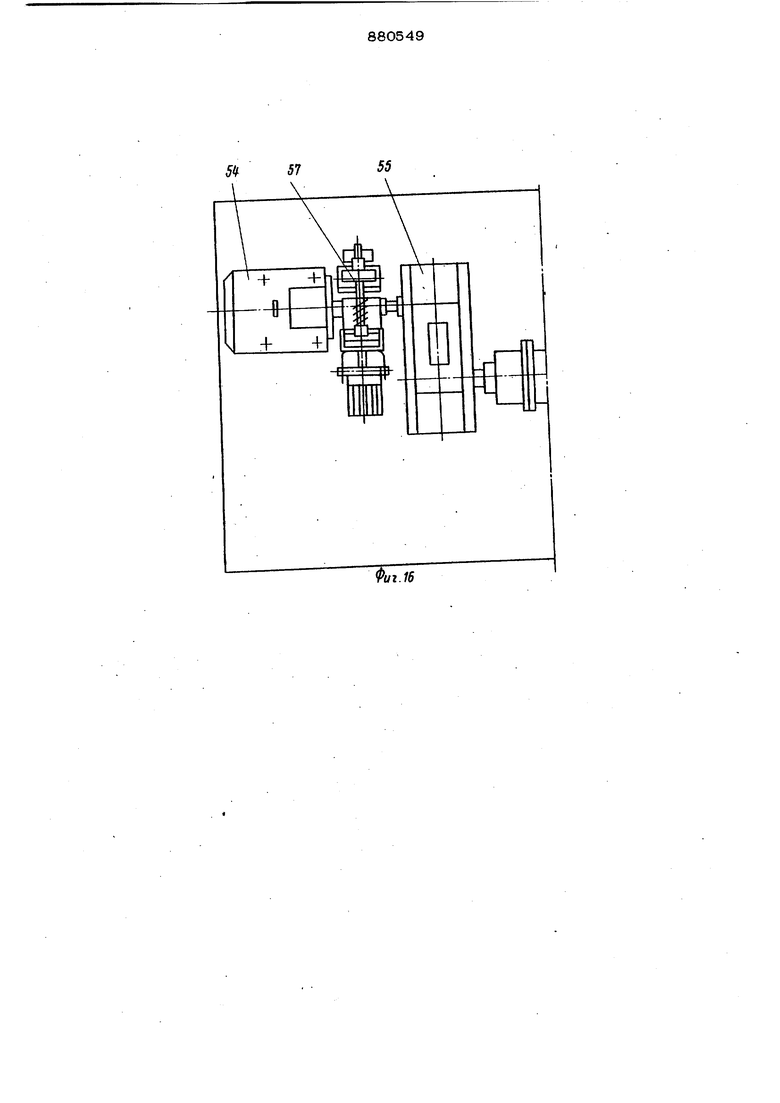
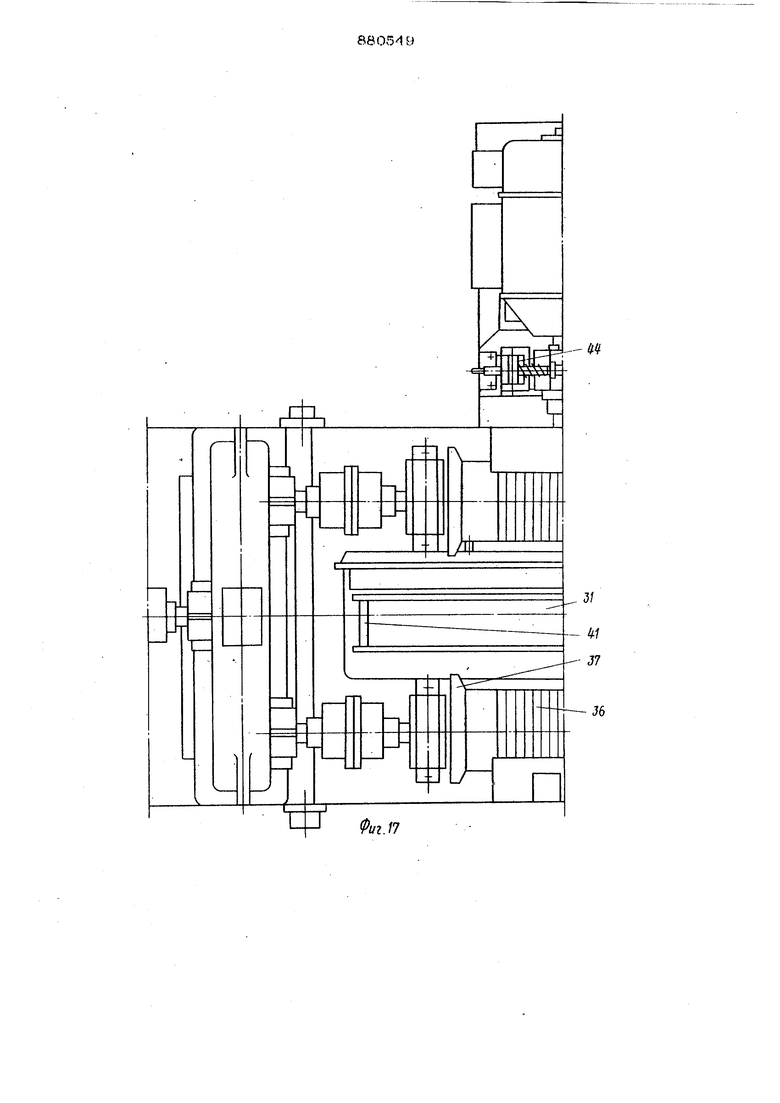
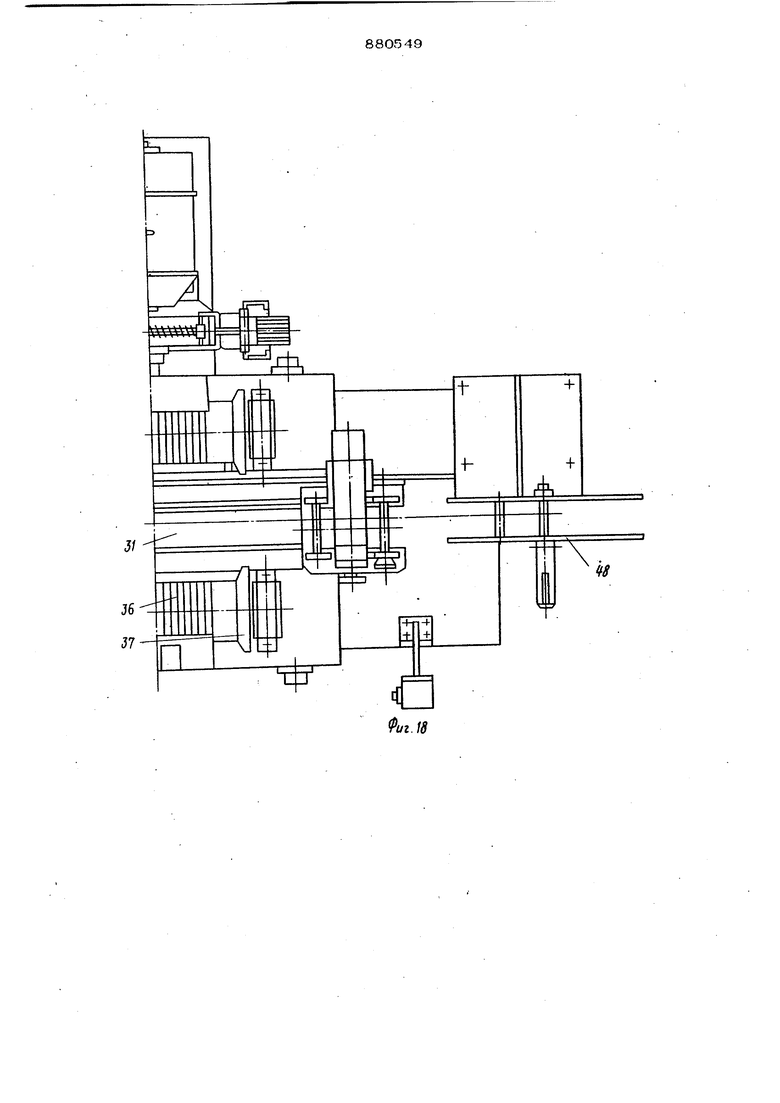
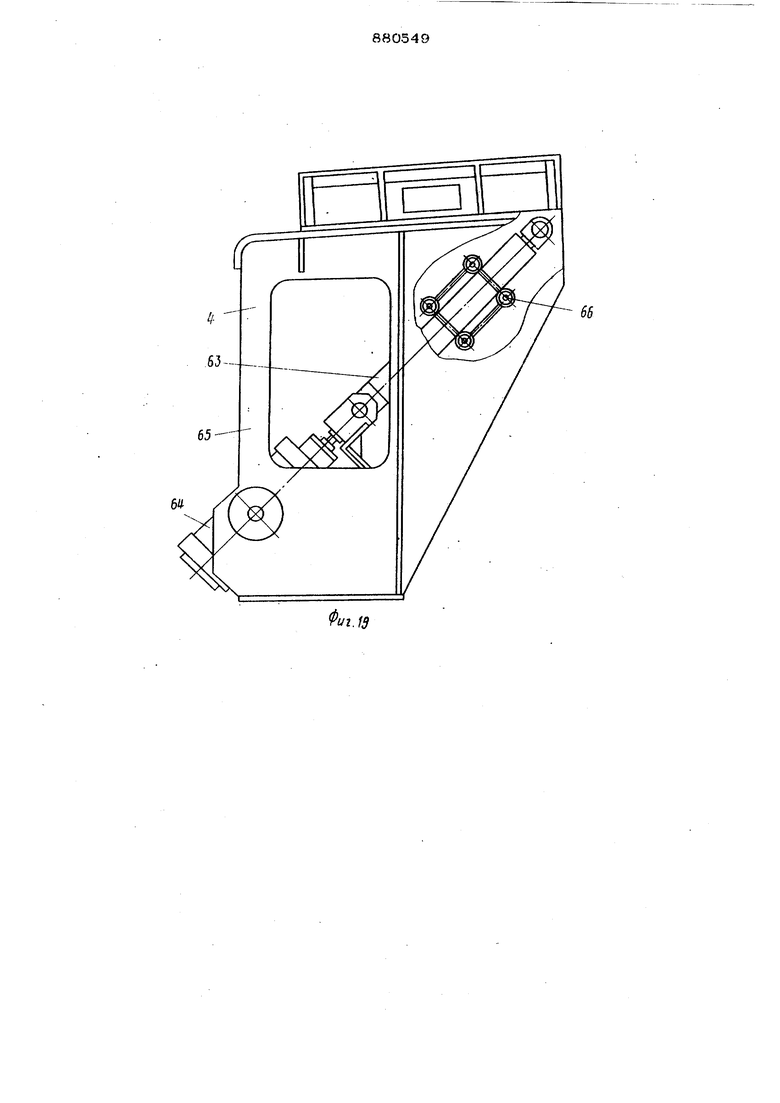
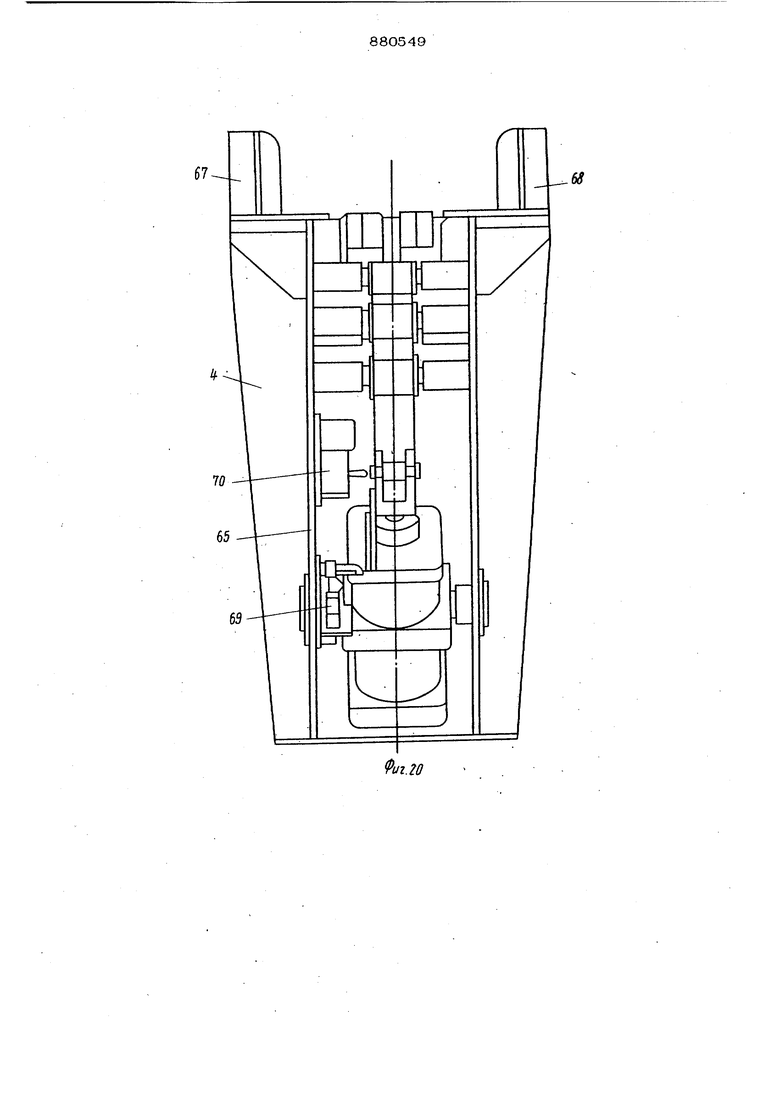

Изобретение относится к обработке металлов давлением и может быть испол зовано в цехах по переработке проволоки. Известна линия упаковки проволоки в мотках, состоящая из механизмов накопления бунтов, преаставляющих собой цво ной поворотный шнековый питатель, двусторонней подачи бунтов к двум упаковочным машинам, отсечки бунтов, перекидной стрелки, направления подачи бунт управляемых упоров поворотных пневмо- кранов, несущих на себе верхние опорны ролики, и транспортеров-накопителей упа кованных бунтов .11 . Недостатком линии является то, что поверхность проволоки мотка, перемещаясь по шнпку, проскальзывает и повреждается ; управлонио переносом бунтов с упаковочных мшлин на накопительные транспортиры осуществляется вручную, чем обуславливается ее низкая производительность; кроме того, линия предназначена для упакойки мотков массой до 2ОО кг и ее невозможно применять для упаковки большегрузных мотков проволоки. Известна также линия для упаковки большегрузных мотков проволоки, содержащая последовательно установленные на ходу технологического процесса задающий транспортер, задающий лоток, упаковочную машину, передаточную карет ку с приводными опорными роликами с ребордами, механизм удаления мотков проволоки из машины, приемный лоток и транспортер-накопитель Данное устройство предназначено для упаковки мотков проволоки массой до 2ОО кг и по конструктивным решениям не может быть применено для упаковки большегрузных мотков проволоки; кроме того, в устройстве упаковки отсутствуют устройства удержания мотка и плавной установки его на приводные опорные ролики, кароттса, устройства регулировки высоты установки каретки, выдвижной клин, подъемно - опускающаяся плат- 3 формя, взпимосЕи1занипя с помощью приводного поворотного рычага с транспортер накопителем, обеспечивающая мягкую уста новку мотка проволоки на транспортер-накопитель. Целью изобретения является расширен технологических возможностей, повьппение производительности, качества упаковки и надежности работы. Указанная цель достигается тем, что линия для упаковки большегрузных мот ков проволоки, содержащая последовательно установленные по ходу технологического процесса задающий транспортер, задающий лоток, упаковочную машину, передаточную каретку с приводными опор ными ролтсами с ребордами, механизм удаления мотков проволоки из машины, приемный лоток, и транспортер-накопитель, снабжена приемным устройством, .выполненным в виде подъемно - опускаю щейся платформы и установленным между приемным лотком и транспортером-накопителем, механизм удаления мотков пр ролоки выполнен в виде связанных между собой выталкиваете ля, установленного на задающем лотке, и захвата, установленного на приемном лотке, при этом карет выполнена с возможностью регулирования ее положения по высоте, а реборды установлены на роликах с возможностью регулирования их вдоль оси ролика, задающий лоток установлен с возможностью регулирования его положения по высоте, а привод каретки связан с механизмом удаления мотков проволоки из упаковочной машины. На фиг, 1, 2 дана линия, вид сверху; на фиг. 3, 4, 5, 6 и 7 - разрез А-А на фиг, 1; на фи(-, 8 и 9 - лоток задающий, общий вид; на фиг. Ю - то же, вид сбоку; на фиг, 11, 12 и 13 - упаковочная машина, общий вид; на фиг, 14 и 15 - то же, вид сбоку; на фиг, 16, 1 и 18 - то же, вид сверху; на фиг. IQ лоток приемный, общий вид; на фиг, 20 то же, В1Щ сбоку; на фиг, 21 - устройст во приемное, общий вид; на фиг, 22 то же, вид сбоку. Линия упаковки большегрузных мотков проволоки состоит из транспортера задающего 1 (фиг, 1), лотка задающего 2, машины упаковочной 3, лотка приемного 4, устройства приемного 5, тран портера-накопителя 6. Линия имеет пуль управления . Транспортер задающий 1 (фиг, 1, 2 и 8) предназначен для накопления на кe мотков проволоки и пере- 9 дачи их по одному на упаковку и состоит из привода 8, станции приводной 9, рамы 1О, станции натяжной 11 и установки конечных выключателей 12 и 13 для остановки транспортера. Лоток задающий 2 (фиг, 1, 8 и 10) предназначен для перемещения мотков проволоки с транспортера задающего 1 в зону упаковки и после упаковки - в зону транспортера-накопителя б. Лоток снабжен сталкивателем 14 (фиг, 6 и 9) для подачи мотка в зону упаковки, поворачиваемым пневмошотиндром 15 (фиг, 6) и выталкивателем 16 (фиг, 5) для выталкивания мотка после упаковки, приводимым в движение пневмоцмлиндром 17 (фиг. 5 и 9), Сталкиватель имеет два положения: крайнее заднее (исходное) и крайнее переднее (рабочее), которые реализуются с помощью пневмоцилиндра 15, Сталкиватепь 14 (фиг, 6 и 9) выполнен в виде фигурного рычага, одно плечо 18 которого размещено в промежутке между цепями 19 и 20 (фиг, 6), а второе плечо 21 шарнирно закреплено на опоре 22 лотка задающего, На опоре 22 смонтированы стойки 23 и 24 (фиг. 1О), которые крепятся к опоре болтами через пазы, что дает возможность регулировать расстояние между стойками в зависимости от высоты упаковываемых мотков. Выталкиватель . 16 (фиг, 5) выполнен в виде штанги 25, перемещающейся в обойме 26, укрепленной на опоре 22 лотка задающего. Основание лотка задающего выполнено клиновидной формы (выполнено в виде передвижного клина) 27, На опоре лотка задающего установлены конечные выключатели 28 и 29 (фиг, 9 и 10) доя фиксации крайних положений выталкивателя. Машина упаковочная 3 (фиг, 1 и 4) предназначена для упаковки мотков проволоки в мягкую тару путем обмотки лентами бумаги и ткани, склееными между собой, или пленки с последующей обвязкой мягкой проволокой, и состоит из челнока ЗО (фиг, 12) с установленными на нем ротором 31 (фиг, 17 и 18), разматьтатепя 32 (фиг, 13), счетчика 33 (фиг, 12), ножниц 34, каретки 35, на которой укреплены приводные опорные ролики 36 с передвижными фиксирующими ребордами 37 (фиг, 4, 17, 18), рамы 3S (фиг, 15) для размещения на ней всех механизмов машины. Челнок 30 111Н:Диазнячен для приема пеит упаковочного материала и намотки их иа тело мотка. Для этой цели на коль цо челнока закреплен ротор 31, представляющий собой два фланца 39 и 40 (фиг, 15) пощсовообразной формы, между которыми находятся катушки 41 (фиг 17). На обратной стороне кольца челнока закреплен зубчатый венец, с помощью которого челнок 30 через редуктор 42 (фиг. 15) и зубчатую передачу (не по казан) связан с электродвигаетлем 43 (фиг. 14). Привод челнока снабжен тормозом 44 (фиг. 17), а для обвязки упаковьшаемог мотка мягкой проволокой на челноке установлены съемные катушки 4в и 46 (фиг. 12) с обвязочной проволокой. Для достижения необходимой плотнос ти упаковки на челноке установлен прижимной подпружиненный ролик 47 (фиг. 12), заключенный в корпусе, который создает натяжение упаковочной ленты при переходе ее с челнока на тело мотка. Разматыватель 32 (фиг. 13) служит для установки на нем смотанных в две бобины лент упаковочного материала. Каждая бобина упаковочной ленты устанавливается на оси разматывателя и при жимается съемной крышкой 48 (фиг. 18 Прижатие крышки к бобине регулируется с помощью клина 49 (фиг. 15). Пля отрезки упаковочных лент на машине установлены ножницы 34 (фиг. 12 ножи которых приводятся в движение пневмохшлиндром 5О (фиг. 15). Каретка 35 предназначена для укрепления на ней опорных роликов 36 с передвижными фиксирующими на них ребордами 37 (фиг. 4, 17 н 18) перемёи эния мотка, установленного на опорных роликах в зону упаковки, а после его упаковки - в зону передачи упакованного мотка на транспортер-накопитель. Каретка перемещается на катках 51 (фиг. 11) по направляющим 52 пневмоцилиндром 53. Вращение опорных роликов осуществляется электродвигателем 54 (фиг. 11 и 16) через редукторы 55 и 56. Привод опорных роликов снабжен тормозом 57. Для регулирования положе каретки по высоте при упаковке мотков необходимого типоразмера на раме машины установлены регулировочные прокладки 58 (фиг. 11). Для плавного приема и выпач-и мотка на каретке укреплен :тумбы 59 II 6О (фиг. 15). Все механизмы машины разметены Ав металлической раме; На раме упаковочной машины установлены конечные выключатели 61 и 62 (фиг. 15). Лоток приемный 4 (фиг. 1, 4, 19 и 20) служит для приема из упаковочной машины упакованного мотка проволоки н передачи его в зону транспортера-накопителя 6. Лоток снабжен захватом 63, служащим для удержания и плавной установки мотка на опорные ролики перед задачей его на упаковку. Захват перемещается пневмоцилиндрОм 64, закрепленным на опоре 65 лотка приемного. Захват. 63 выполнен в виде штанги, перемещающейся в обойме 66, укрепленной на опоре лотка приемного. Стойки 67 и 68 крепятся к опоре лотка приемного болтами через пазы, что дает возможность регулировать расстояние между стойками в зависимости от высоты упаковываемых мотков. На опоре лотка примного установлены конечные выключатели 69 и 70 для фиксации крайних положений захвата. Устройство приемное 5 (фиг. 1, 3, 21 и 22) предназначено для приема упакованного мотка проволоки из машины упаковочной и плавного опускания мотка на цепи транспортера-накопителя и состоит из опоры 71, платформы 72, упора 73, установки конечных выключателей 74, 75 и 76 и установки золотника тормозного 77, служащих для фикcaiWH крайних положений платформы и ее торможения. Платформа 72 служит для приема мотка и плавной уставноки его на цепи транспортера-накопителя. Платформа имеет два положения: крайнее заднее (исходное) и крайнее переднее (рабочее), которые реализуются с помощью пневмо- цилиндра 78. Платформа выполнена в виде фигурного рычага, одно плечо которого размещено в промежутке между цепями 19 и 20, а второе - 79 и 80 шарнирно закреплено на опоре 71 устройства приемного. Упор-73 обеспечивает плавный прием упаковочного мотка и фиксацию его на платформе 72. Транспортер-накопитель 6 (фиг. 1, 2 и 3) предназначен для накопления на нем упакованных мотков проволоки и состоит из привода 81, станции приводной 82, рамы 10, станции натяжной 83 и установки конечного выключателя 84 для остановки транспортера. 7 Управпонио линией упаковки мотков проволоки приозводится с пульта управления 7 (фиг. 1), расположенного вблизи упаковочной машины. Подготовка линии к работе осуществл ется следующим образом. На линии упаковьгоаются мотки проволоки трех типоразмеров. Для упаковки мотпкоЬ каждого типоразмера производится настройка линии. Для этого, в зависимости от высоты мотка, производится регулирование размера между боковыми стойками 23, 24, 67 и 68 (фиг. 1О .и 20) лотка задающего и лотка приемного для свободного прохождения мотка по лоткам. Передвижной клин 27 (фиг. 5) на лотке задающей перемещается и устанавливается так, чтобы моток проходил с лот ка задающего на ролики опорные 36 с передвижными фиксирующими на них ребордами 37 (фиг. 4, 17 и 18) без ударов.,. Ролики опорные 36 с передвижными фиксирующими на них ребордами 37 регулируются по высоте при помощи регулировочных прокладок 58 (фиг. 11) поднятием каретки 35 (фиг. 12) относительно рамы 38 (фиг. Д.5) мащины упаКОВОЧНОЙ, в зависимости от высоты мот к а (расстояние между реборадами опорных роликов регилируется при помощи их перемещения по оси с фиксацией. Для проведения упаковки на транспор задающий устанавливаются пять мотков массой по 1000 кг или десять мотков массой 5ОО кг каждый. На разматыватель 32 (фиг. 13) устанавливаются ленты упаковочных материалов, смотанные в бобины. На челноке 3 О (фиг. 12) устанавливаются две съемные катушки 45 и 46 (фиг. 12) с обвязочной проволокой. С одной из бобин конец ленты протягивается через зев ножниц 34 (фиг. 12 и закрепляется на теле мотка проволоки вручную. При исходном положении сталкивателя 14 (фиг. 6 и 9) задающий конвейер 1 (фиг. 1) подает неупакованные мотки проволоки в зону сталкивателя, где оста навливается по команде от. конечного вы ключателя. Нажатием на кнопку, при исходном положении выталкивателя 16 (фиг. 5), каретки 35 (фиг. 12) и при поднятом за- хвате 63 (фиг. 19), подается команда на сталкивание мотка на задаюЕшй л6TUK 2 (фиг. .1), по которому моток ска9тывается на каретку 35 до упора в захват 63. После отпускания кнопки сталкиватепь 14 опускается в исходное положение. Нажатием на кнопку подается команда на опускание захвата 63 и моток плавно устанавливается на опорные ролики 36 с передвижными фиксирующими ребордами 37 (фиг. 4, 17 и 18). После этого каретка 35 перемещается в зону упаковки. Команда на перемещение ка-, ретки выполнится только при исходном (опущенном) положении выталкивателя 16 механизма удаления мотков, захва- та 63 и при исходном положении челнока 30 (фиг. 12) (зев челнока совпадает с прорезью). После ввода мотка в зев челнока 30 осуществляется пуск упаковочной машины от электродвигателей 43 (фиг. 14) и 54 (фиг. 11 и 16), т. е. происходит процесс упаковки. После окончания упаковки нажатием на кнопку подается команда на перемещение каретки с мотком в исходное положение. После установки каретки в исходное положение подается команда, срабатывает выталкиватель 16 (фиг. 5) и моток скатьюается по лотку приемному 4 (фиг. i, 4, 19 и 20) на платформу 72 (фиг. 21), где воздействуя на конечный выключатель, подает команду на опускание платформы и плавной установки мотка на цепи 19 и 20 (фиг. 3) транспортера-накопителя. В нижнем положении платформы срабатьшает конечный выключатель от воздействия ца него плеча 8О (фиг. 3) приводного поворотного рычага и подает команду на. включение транспортера-накопителя 6 (фиг. 1). После того, как транспортер-н акопи- . тепь переместит моток за пределы платформы, платформа поднимается в исходное положение. Одновременно с подъемом платформы по команде конечного вьжлючателя от плеча 8О приводного поворотного рьиага останавливается транспортер-накопитель. После возврата выталкивателя, переместившего упакованный моток на платформу, в исходное положение, оператор кнопкой включает пневмошлиндр 15 (фиг. 6) сталкивателя 14 (фиг. 6 и 9) для вьщачи следующего мотка из зоны транспортера задающего 1 (фиг. 1) в зону
упаковки, где производится его упаковка.
Мотки подаются на транспортер задающий и снимаются с транспортера-накопителя краном с помощью захватной скобы.
Линия обслуживается одним оператором.
Данная пиния упаковки большегрузных мотков проволоки обеспечивает механизированкую задачу, выдачу, упаковку больщегрузных мотков проволоки и тем самым позволяет исключить тяжелый ручной труд, увеличить производител1 ность, улучшить качество упаковки мотко уменьшить расход упаковочных материало (лент бумаги, ткани или пленки).
Экономический эффект от использовани изобретения составит 8ОЗЗО р. в год.
Формула изобретения
Линия для упаковки большегрузных мотков проволоки, содержащая последо-, вательно установленные по ходу технологического процесса згщающий транспортер, задающий поток, упаковочную машину, передаточную каретку с приводными опорными роликами с ребордами, механизм удаления мотков проволоки из упаковочной машины, приемный лоток, и транспортер-накопитель, отличающаяся тем, что, с целью расширения технологических возможностей, по- вьш1ения производительности, качества упаковки и надежности работы, она снабжена приемным устройством, вьшолненным в виде поцьемно- опускающейся платформы и установленным между приемным лотком и транспортером-накопителем, механизм удаления мотков проволоки выполнен в виде связанных между собой выталкивателя, установленного на задающем лотке, и захвата, установленного на приемном лотке, при этом Е аретка выполнена с возможностью регулирования ее положения по вьтсОте, а реборды установлены на роликах с возможностью регулирования их вдольоси ролика, задающий лоток установлен с возможностью регулирования его положения по высоте, а привод каретки связан с механизмом удаления.проволоки из упаковочной машины.
Источники информации, принятые во внимание при экспертизе
ID
Щ 11
Фиг.5
-±
SK
Фиг.11
i
л гJ/
J6J7 J
t
+
-h
+
5
11
68
Фиг.1д
