(54) ОПОКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуум-провод для литейных форм | 1985 |
|
SU1292905A1 |
| Опока для вакуумной формовки | 1979 |
|
SU1102656A1 |
| Установка для вакуумной формовки | 1978 |
|
SU814553A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ | 1993 |
|
RU2067039C1 |
| Опочная оснастка для изготовления литейных форм вакуумной формовкой | 1979 |
|
SU937102A2 |
| Опока для вакуумно-пленочной формовки | 1990 |
|
SU1799662A1 |
| Опока | 1990 |
|
SU1799661A1 |
| Оснастка для вакуумной формовки | 1980 |
|
SU952411A2 |
| Способ вакуумной формовки и оснастка для его осуществления | 1982 |
|
SU1052312A1 |
| Опока для вакуумной формовки | 1983 |
|
SU1125090A1 |
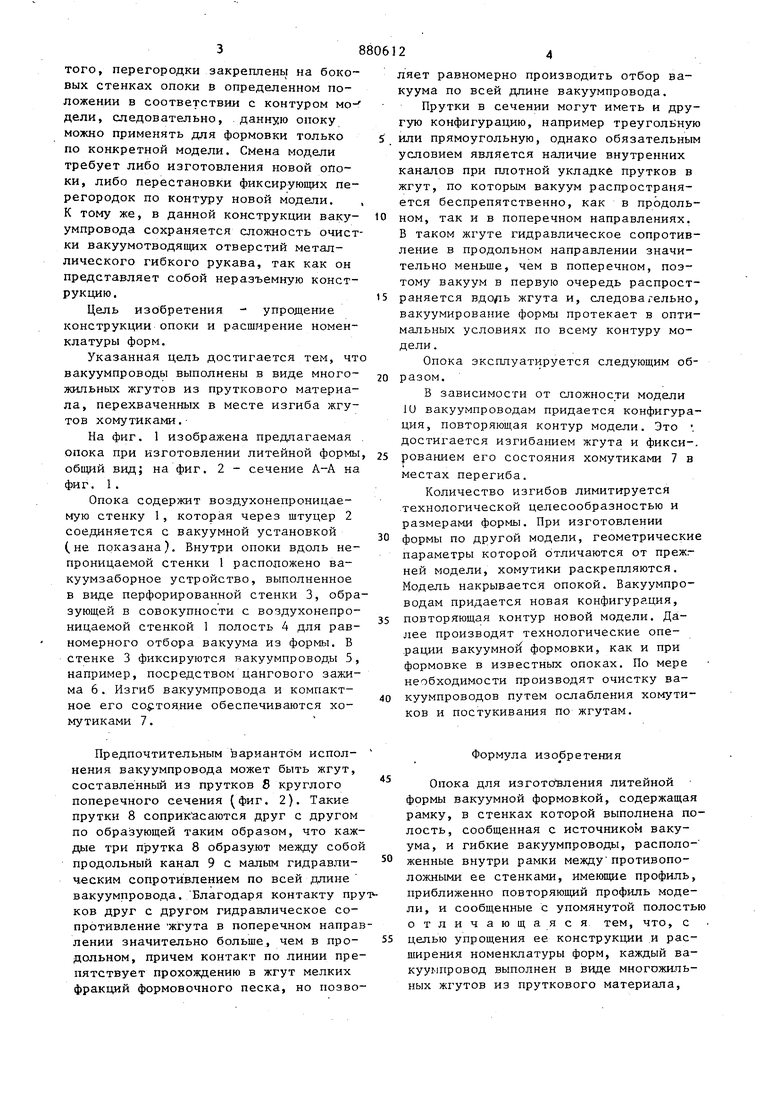
Изобретение относится к литейному производству, в частности к конструкции опок дпя вакуумной формовки. Известна конструкция опоки для вакуумной формовки, в которой вакуумирование производят через вакуумпроводы, выполненные в виде перфори рованных труб, обмотанных проволочной сеткой j I J. Недостатком известной опоки является низкая надежность работы вакуумпровода. По условиям вакуумной формов ки вакуумпровод должен располагаться максимально близко к рабочей поверхности формы. Это улучшает отбор вакуума и повышает рабочие свойства формы: поверхностную твердость, термо- . стойкость, газопроницаемость и т. д. В известной опоке вакуумпровод жестко связан с боковыми стенками опоки, что не только вносит ограничения по геометрическим параметрам моделей (по : сравнению с объемными опоками без решеток}, но и создает неравномерные условия отбора вакуума в околомодельном слое формы. Кроме того, в процессе эксплуатации опоки сетка вакуумпровода может засоряться мелкими фракциями формовочной смеси, что ухудшает условия отбора вакуума. Поэтому необходим; постоянный контроль состояния сетки вакуумпровода и периодическая трудоемкая очистка (сетка накладывается на трубу в несколько слоев дпя устранения подсоса формовочных материалов в вакуумную систему. Известны также опоки, в которых вакуумпроводы выполнены в виде металлического гибкого рукава 2j. При такой конструкции вакуумпроводу можно придать форму по контуру модели, что улучшает отбор вакуума из околомодельного слоя формы. Однако для фиксации гибкого вакуумпровода вдоль контура опоки в ней предусматривается большое количество специальных перегородок с отверстиями, которые усложняют ее., конструкцию. Кроме 3 того, перегородки закреплены на боковых стенках опоки в определенном положении в соответствии с контуром модели, следовательно, данную опоку можно применять для формовки только по конкретной модели. Смена модели требует либо изготовления новой опоки, либо перестановки фиксирующих перегородок по контуру новой модели. К тому же, в данной конструкции вакуумпровода сохраняется сложность очист ки вакуумотводящих отверстий металлического гибкого рукава, так как он представляет собой неразъемную конструкцию. Цель изобретения - упрощение конструкции опоки и расширение номенклатуры форм. Указанная цель достигается тем, чт вакуумпроводы выполнены в виде многожильных жгутов из пруткового материала, перехваченных в месте изгиба жгутов хомутиками.На фиг. 1 изображена предлагаемая опока при изготовлении литейной формы общий вид; на фиг. 2 - сечение А-А на фиг. 1. Опока содержит воздухонепроницаемую стенку 1, которая через штуцер 2 соединяется с вакуумной установкой (не показана). Внутри опоки вдоль непроницаемой стенки 1 расположено вакуумзаборное устройство, выполненное в виде перфорированной стенки 3, обра зующей в совокупности с воздухонепроницаемой стенкой 1 полость 4 для равномерного отбора вакуума из формы. В стенке 3 фиксируются вакуумпроводы 5, например, посредством цангового зажима 6. Изгиб вакуумпровода и компактное его со тояние обеспечиваются хомутиками 7.
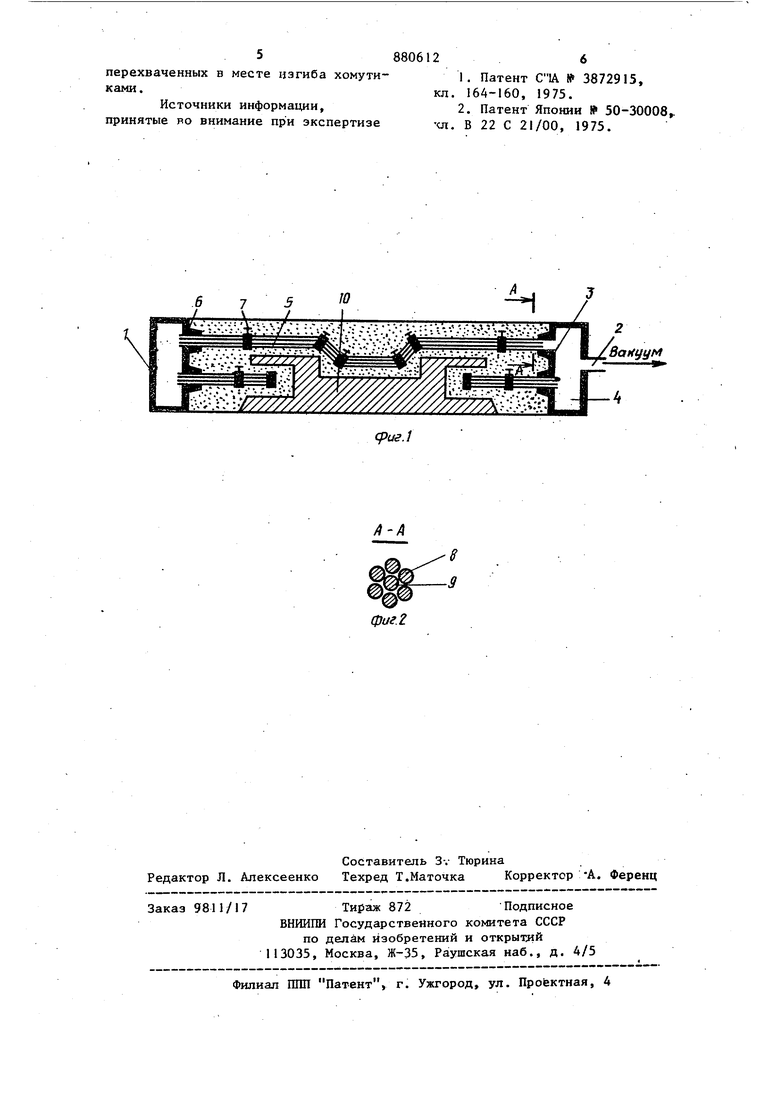
Предпочтительным вариантом исполнения вакуумпровода может быть жгут, составленный из прутков S круглого поперечного сечения (фиг. 2). Такие прутки 8 соприкасаются друг с другом по образующей таким образом, что каждые три прутка 8 образуют между собой продольный канал 9 с малым гидравлическим сопротивлением по всей длине вакуумпровода. Благодаря контакту пру ков друг с другом гидравлическое сопротивление жгута в поперечном направлении значительно больше, чем в продольном, причем контакт по линии препятствует прохождению в жгут мелких фракций формовочного песка, но позвоФормула изобретения
Опока для изготовления литейной формы вакуумной формовкой, содержащая рамку, в стенках которой выполнена полость, сообщенная с источником вакуума, и гибкие вакуумпроводы, расположенные внутри рамки междупротивоположными ее стенками, имеющие профиль, приближенно повторяющий профиль модели, и сообщенные с упомянутой полость отличающаяся тем, что, с целью упрощения ее конструкции и расширения номенклатуры форм, каждый вакуумпровод выполнен в виде многожильных жгутов из пруткового материала. 24 ляет равномерно производить отбор вакуума по всей длине вакуумпровода. Прутки в сечении могут иметь и другую конфигурацию, например треугольную или прямоугольную, однако обязательным условием является наличие внутренних каналов при плотной укладке прутков в жгут, по которым вакуум распространяется беспрепятственно, как в продольном, так и в поперечном направлениях. В таком жгуте гидравлическое сопротивление в продольном направлении значительно меньше, чем в поперечном, позтому вакуум в первую очередь распространяется вдо/ib жгута и, следовательно, вакуумирование формы протекает в оптимальных условиях по всему контуру модели . Опока эксплуатируется следующим образом. В зависимости от сложности модели 1U вакуумпроводам придается конфигурация, повторяющая контур модели. Это . достигается изгибанием жгута и фикси-. рованием его состояния хомутиками 7 в местах перегиба. Количество изгибов лимитируется технологической целесообразностью и размерами формы. При изготовлении формы по другой модели, геометрические параметры которой отличаются от прежгней модели, хомутики раскрепляются. Модель накрывается опокой. Вакуумпроводам придается новая конфигурация, повторяющая контур новой модели. Далее производят технологические операции вакуумной формовки, как и при формовке в известных опоках. По мере необходимости производят очистку вакуумпроводов путем ослабления хомутиков и постукивания по жгутам.
перехваченных в месте изгиба хомутиками.
Источники информации, принятые RO внимание при экспертизе
