v
fe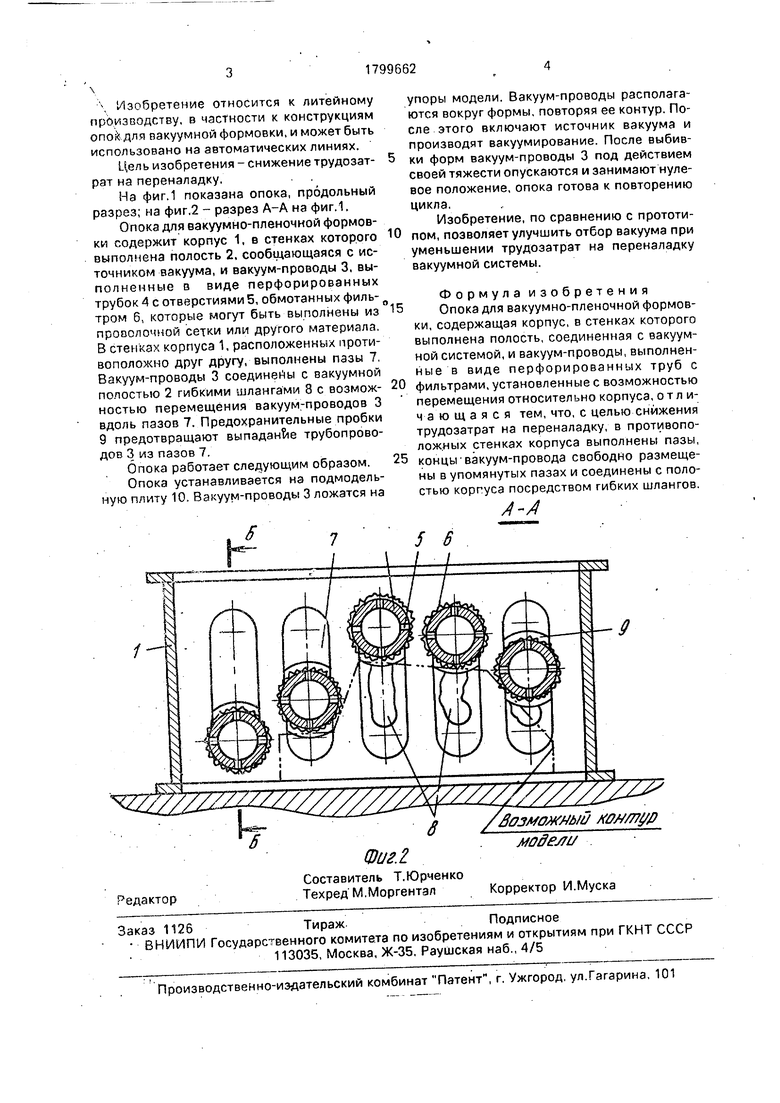
| название | год | авторы | номер документа |
|---|---|---|---|
| Опока для вакуумно-пленочной формовки | 1990 |
|
SU1799660A1 |
| Опока | 1990 |
|
SU1799661A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU975176A1 |
| Оснастка для изготовления литейных форм со стержнями вакуумно-пленочной формовкой | 1980 |
|
SU884830A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
| Транспортно-вакуумирующая система для вакуумной формовки | 1988 |
|
SU1576234A1 |
| Литейная форма | 1983 |
|
SU1186357A1 |
| Опока для вакуумной формовки | 1980 |
|
SU910319A1 |
| Опока для вакуумно-пленочной формовки | 1990 |
|
SU1799663A1 |
| Оснастка для вакуумной формовки | 1980 |
|
SU882695A1 |
Изобретение относится к литейному производству, в частности к конструкциям опок для вакуумной формовки, и может быть использовано на автоматических линиях. Сущность изобретения: опока для вакуум- но-пленочной формовки содержит корпус 1, в стенках которого выполнена полость 2, соединенная с вакуумной системой, и вакуум-проводы, выполненные в виде перфорированных труб 4 с фильтрами 6, установленные с возможностью перемещения относительно корпуса 1. Новым в опоке является то, что в противоположных стенках корпуса 1 выполнены пазы 7, концы вакуум- провода 3 свободно размещены в упомянутых пазах 7 и соединены с полостью 2 корпуса посредством гибких шлангов 8. 2 ил.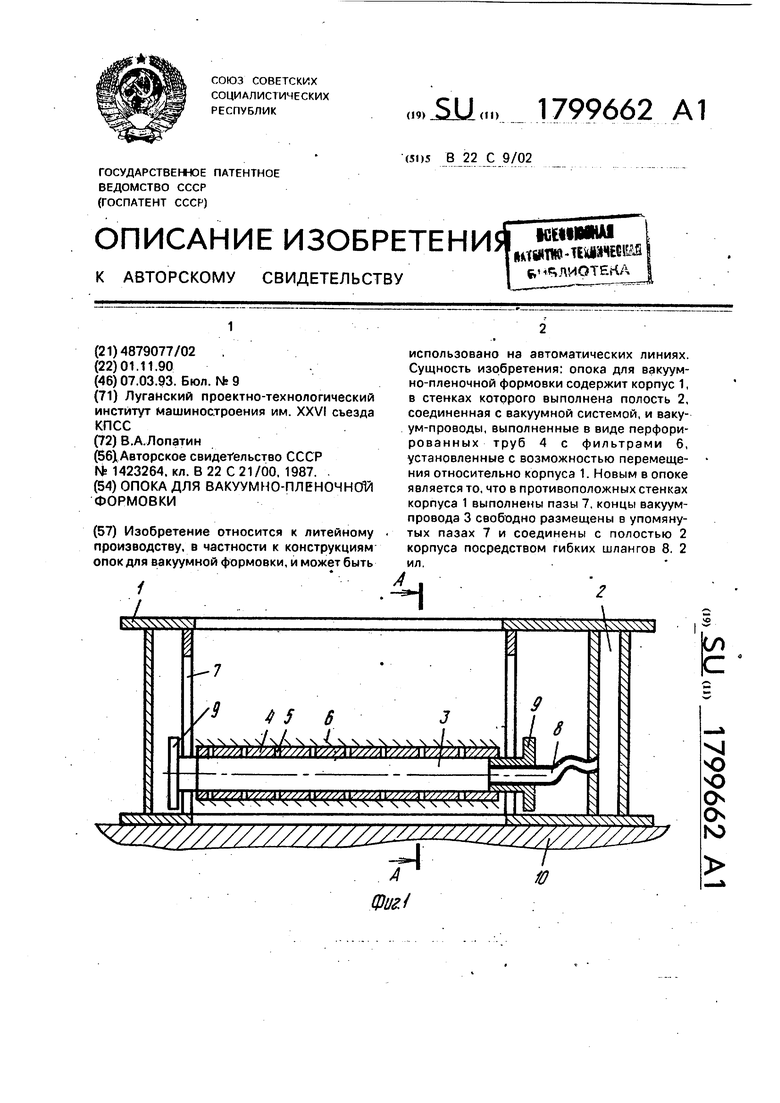
VJ
ю ю
Os Os
ю
Изобретение относится к литейному производству, в частности к конструкциям опо&для вакуумной формовки, и может быть использовано на автоматических линиях.
Цель изобретения - снижение трудозатрат на переналадку.
На фиг.1 показана опока, продольный разрез; на фиг,2 - разрез А-А на фиг.1.
Опока для вакуумно-пленочной формовки содержит корпус 1, в стенках которого выполнена полость 2, сообщающаяся с источником вакуума, и вакуум-проводы 3, вы- полненные в виде перфорированных трубок 4 с отверстиями 5, обмотанных филь- тром 6, которые могут быть выполнены из проволочной сетки или другого материала.
8 стенках корпуса 1, расположенных противоположно друг другу, выполнены пазы 7, Вакуум-проводы 3 соединейы с вакуумной полостью 2 гибкими шлангами 8 с возможностью перемещения вакуум -проводов 3 вдоль пазов 7. Предохранительные пробки
9 предотвращают выпадайте трубопроводов 3 из пазов 7.
Опока работает следующим образом.
Опока устанавливается на подмодель- ную плиту 10. Вакуум-проводы 3 ложатся на
0
5
0
5
упоры модели. Вакуум-проводы располагаются вокруг формы, повторяя ее контур. После этого включают источник вакуума и производят вакуумирование. После выбивки форм вакуум-проводы 3 под действием своей тяжести опускаются и занимают нулевое положение, опока готова к повторению цикла.
Изобретение, по сравнению с прототипом, позволяет улучшить отбор вакуума при уменьшении трудозатрат на переналадку вакуумной системы.
Формула изобретения Опока для вакуумно-пленочной формовки, содержащая корпус, в стенках которого выполнена полость, соединенная с вакуумной системой, и вакуум-проводы, выполненные в виде перфорированных труб с фильтрами, установленные с возможностью перемещения относительно корпуса, отличаю щ а я с я тем, что, с целью снижения трудозатрат на переналадку, в противоположных стенках корпуса выполнены пазы, концы-вакуум-провода свободно размещены в упомянутых пазах и соединены с полостью корпуса посредством гибких шлангов.
