2, Оснастка для вакуумной формовки содержащая модельную плиту с полой моделью и с отверстиями, облицованные герметизирующей пленкой, основание с полостью и патрубком для подключения к вакуумной системе, опоку с фильтрующей оболочкой и вакуумным патрубком, заполненную формовочным материалом и изолированную герметизирующим элементом, и кондуктор, связанный с модельной плитой при помощи направляющих штырей, отличающаяся тем, что, с целью расширения использования вакуумной системы и повышения надежности крепления моделей, она
снабжена уплотнительным элементом, вмонтированным в полую модель, прокладкой, перекрывающей отверстия модельной плиты в зоне расположения полой модели, заглушками с каналами и автономным вакуумпроводом, связанным одним концом с полостью модели через отверстие в модельной плите, а другим концом с дополнительной полостью, выполненной в дсновании, причем остальные отверстия длд подключения полой модели к дополнительной полости изолированы от нее заглуками и сообщены с полостью основания через каналы в заглушках. .
| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для вакуумной формовки | 1981 |
|
SU996060A2 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1989 |
|
SU1662739A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1980 |
|
SU942862A1 |
| Способ вакуумной формовки и стержневой ящик для его осуществления | 1981 |
|
SU996061A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU865486A2 |
| Оснастка для испытания формовочных материалов при вакуумной формовке | 1982 |
|
SU1066724A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU772685A1 |
| Установка для вакуумной формовки | 1978 |
|
SU814553A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
| Машина для центробежного литья | 1979 |
|
SU822983A1 |
1. Способ вакуумной формовки, включамций установку по кондуктору полой модели на модельной плите, удаление кондуктора, нагрев гермет ,w I н:/шс ;;кл зируицей пленки и облицрвыванёе ею модельной оснастки при подключении последней к,вакуумной системе, установку опоки на модельную плиту, заполнение опоки формовочным материалом, уплотнение и герметизацию последнего, сообщение рабочей полости опоки с вауумной системой и извлечение модельной оснастки, о тл и ч а ю ц и и с я тем, что. с целью расширения использования вакуумной системы и повьшения надеж ности крепления моделей, полую мо-/ дель предварительно герметизируют по опорной плоскости перед облицовыванием герметизирующей пленкой, а затем модель фиксируют на модель.ной плите автономным подключением . ее к вакуумной системе, причем разр&жение в полой модели в течение всего времени формовки поддерживают иа 0,2-0,3 кгс/см более глубоким, чем при облицовывании герметизирующей пленкой модельной оснастки.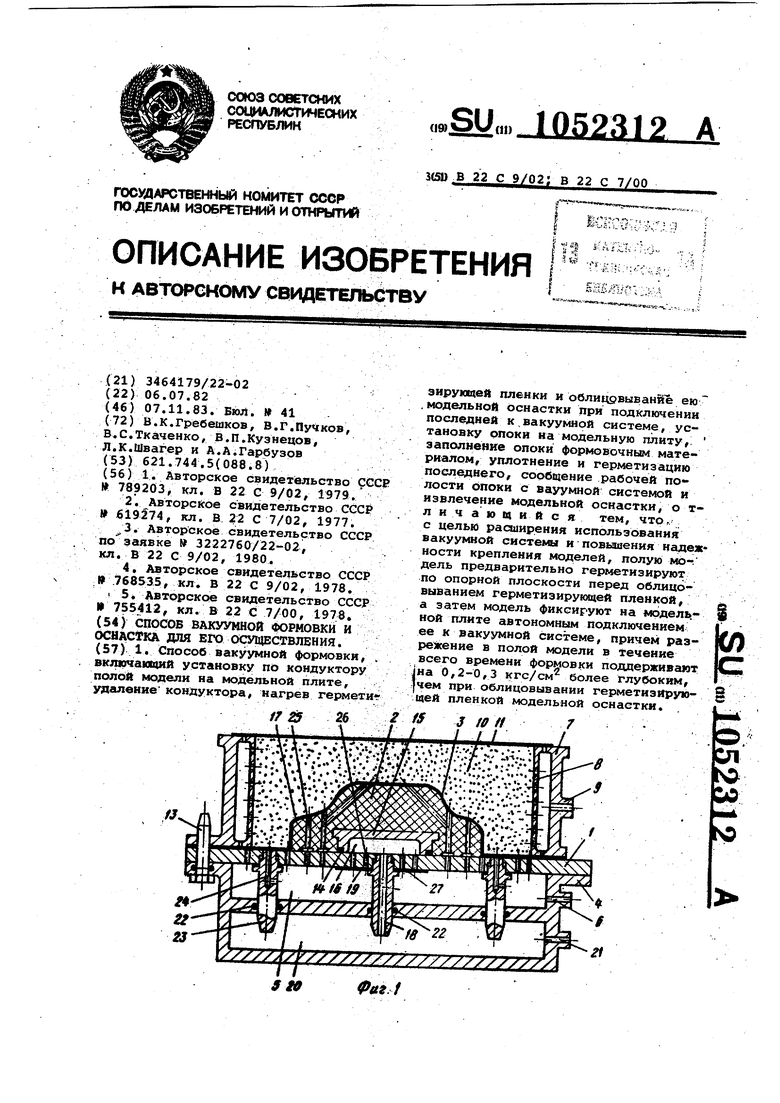
Изобретение относится к литейному производству и может быть использова но .в литейных цехах для вакуумной формовки из сухих без связующих форм ночных материалов. Известен способ вакуумной формовки, включающий нагревание герметизирующей синтетической пленки, облицовывание ею модели, сообщение полости модели с источником вакуума, установ ку опоки на Модель, наполнение опоки сухим формовочным материалом, уплотнение последнего, сообщение опоки с источником вакуума и извлечение модели, при этом в процессе нагрева осуществляют наваривание дополнитель ных накладок из синтетической плен;ки при 120-140°С l . Недостатками способа и реализующе го его устройства являются недостаточная универсальность оснастки, затрудняющая ее переналадку при пере ходе на другие отливки; модель стационарно установлена на модельной плите. Известен . способ вакууглной формовки разовой модели, включаквдий наложе ние синтетической пленки на поверхность рабочей полости оснастки, повторяющей конфигурацию отливки, запол нение ее сухим формовочным материалом, создание в рабочей полости разр жение и извлечение модели из оснастки, причем после извлечения из оснастки модель калибруют 2 . Однако способ предназначен для из готовлеиия отливок, преимущественно в виде тел вращения, оснастка для реализации способа не имеет модельной плиты, на которой устанавливаются смениые модели. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ ВРкуумной формовки, включающий установ.ку по кондуктору полой модели на юдельную плиту, его удаление, нагрев герметизирующей пленки и о5лицовывание ею модельной оснастки при подключении последней к вакуумной системе, установку опоки на модель ную плиту, заполнение опоки формовочным материалом, уплотнение и герме- . тизацию последнего, сообщение рабочей полости опоки с вакуумной системой и извлечение модельной оснастки З . Данный способ характеризуется сле,дующими недостатками: модель на модельной плите установлена стационарно, что затрудняет переналадку при переходе на другую отливку ;не исполь зуются в полной мере энергетические возможности вакуумной системы, в частности для крепления и фиксирования моделей на модельной плите. Известна оснастка для вакуумной формовки, содержащая формовочный стол, модельную плиту, модель с глубокими карманами, зажимную рамку для синтетической пленки, связанную с источником вакуума при помощи гибкого вакуумпровода, и нагреватели синтетической пленки, при этом она снабжена защитным экраном, установленным; над моделью и выполненным в виде кондуктора с окнами для установки и зонального нагрева накладок из сГинтетической пленки 4 . Наиболее близким к изобретению по технической сущности и достигаемому рез.ультату является оснастка для вакуумной формовки, содержащая модельную плиту с полой моделью и с отверстиями, облицованные герметизирующей пленкой, основание с полостью и патрубком для подключения к вакуумной системе, опоку с фильтрующей оболочкой и вакуумным патрубком, заполненную формовочным материалом и изолированную герметизирующим элементом-, и. кондуктор, связанный с модельной плитой при помощи направляющих штырей з ,
Оснастка,принятая в качестве прототипа, характеризуется следующими недостатками: не используются в полной мере энергетические возможности вакуумной системы, в частности для фиксирования и крепления моделей на мрдельной плите; в процессе эксплуатации оснастки магнитные свойства материалов снижаются, что понижает надежность крепления и фиксирования моделей на модельной плите высокие требования к материалам модельной плиты, которая должна обладать магнитными свойствами и выполняться из газопроницаемого пористого материатта.
Целью изобретения является расширение использования вакуумной системы и повышение надежности крепления моделей.
Поставленная цель достигается тем, что согласно способу вакуумной формовки, включающему установку шЭ кондуктору полой модели на модельной плите, удаление кондуктора, нагрев герметизиру.ощей пленки и облицовывание ею модельной оснастки при подключении последней к вакуумной системе, установку опоки на модельную плиту, заполнение опоки формовочным материалом, уплотнение и герметизацию последнего, сообщение рабочей полости опоки с Вс куумной системой и извлечение модельной оснастки, полую модель предварительно герметизируют по опорной плоскости перед облицовыванием герметизирующей пленкой, а затем модель фиксируют йа модельной плите автономным подключением ее к вакуумной системе, причем разрежение в полой модели в течение всего времени формовки поддерживают на 0,2.- 0,3кгс/см более глубоким, /Чем при облицовывании герметизи- . рующей пленкой модельной оснастки.
Оснастка для осуществления спо(соба вакуумной формовки, содержащая модельную плиту с полой моделью и с отверстиями, облицованные герметизирукяцей пленкой, основание с полостью и патрубком для подключения к вакуумной системе, опокус фильтрующей оболочкой и вакуумным патрубком, заполненную формовочным материалом и 1 золированную герметизируквдим элементом икондуктор,.связанный с модельной плитой при помощи направляющих штырей, снабжена уплотнительным элементом, вмонтированным в полую модель, прокладкой, перекрываищей отверстия модельной плиты в зоне расположения
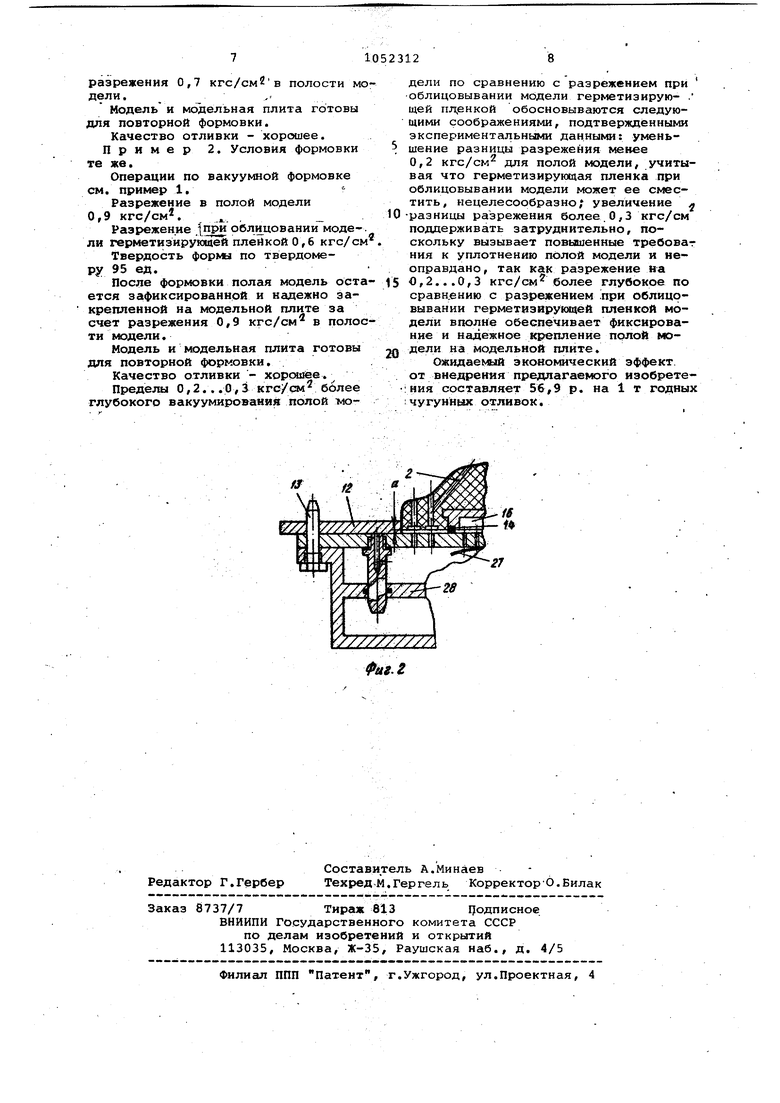
полой модели ,заглушка с коналалда и аTOHOMHEJM вакуумпроводом, связанным одним корцом с полостью модели через отверстие в модельной плите,а другим концом с дополнительной полостью, выполненной в основании, причем остальные отверстия для подключения полой модели к дополнительной полости изол рованы от нее заглушками и сообщены с полостью основания через каналы в заглушках,На фиг, 1 схематически изображена оснастка для вакуумной формовки} на фиг, 2 - основание с моделью и кондуктором.
Оснастка для вакуумной формовки и осуществления способа включает модельную плиту 1 с полой моделью 2 герметизирующую пленку 3, основание 4 с вакуумной полостью 5, патруком 6 для подключения к вакуумной системе (не показана) , опоку 7 с фильтрующей оболочкой 8 и вакуумным патрубком 9, сухой формовочный ма- териал 10, изолированный от окружающей атмосферы герметизирующим элементом 11, кондуктор 12, связанный с модельной плитой при помощи направляющих штырей 13, Полая модель 2 снабжена уплотнительным элементом 14 вмонтированнц в полую модель и встроенным днищем 15 с полостью 16 и отверстиями 17 диаметром 0,5.,, 0,8 мм. Кроме того, имеется автономный вакуумпровод 18, связанный отверстием 19. с .одной стороны с полостью 16, а с другой сторрны с дополнительной вакуумной полостью 20, выполненной в основании 4 и снабженной патрубком 21 для подключения к вакуумной системе (не показана), при этом автономный вакуумпро.вод 18 герметизирован по наружному диаметру при помощи уплотнительного кольца 22, Остальные отверстия, предназначенные для.подключения полой модели к дополнительной вакуумной полости 20, изолированы от нее при помощи заглушек 23, сообщенных с вакуумной полостью 5 через каналы 24, Следует отметить, что в модельной плите часть отса-. сывающих отверстий 25 предназначена для сообщения с отверстиями 17, выполненными в модели 2. Для герметизации полости 16, связанной при помощи отверстий 26 с вакуумной полостью 5 служит прокладка 27, перекрывающая отсасывающие отверстия 26 в зоне расположения полости 16, Для выполнения в перегородке 28 отверстий для автономнрго вакуумпровода 18 и заглушек 23 в качестве кондуктора может быть использована модельная плита 1, по которой могут .быть просверлены отверстия. Перегородка для упрощения изготовления , может быть выполнена в виде отдельной плиты. Вакуумная формовка с ислользоаанием изобретения осуществляется следуняцим образом. Предварительно на модельную плиту 1 с обратной ее стороны устанавливается автономный вакуумпровод 18 с прокладкой 27 перекрывакяцей отверстия 26 в зоне расположения полости 16. В остальные отверстия модельной плиты, предназначенные для автономного вакуумправода, не связанные с полостью 16, устанавливаются заглушки 23. Затем модельная плита 1 устанавливается по направлякхдим штырям 13 второй штырь не показан) на основании 4, после чего по кондуктору 12, фиксируемому по . штырям 13, устанавливается модель 2 которая первоначально опирается на уплотнит льный элемент 14, создавая зазор а между модельной плитой 1 и моделью 2 (фиг. 2). Заглушки 23 черед кангшы 24 сообщены с вакуумной полостью 5, но одновременно изо лируют дополнительную вакуумную полость 20 от вакуумной полости 5 и обеспечивают заглушек в качестве отсасывающих отверстий.; Таким образом, полуо модель 2 пре варительно герметизируют по опорной плоскости перед облицовыванием герметизирующей пленкой, а затем автономноподключают к вакуумной системе, после чего кондуктор 12 уд итяют, при этом разрежение в полой модели в течение Bceio времени .формовки поддерживают на 0,2 0,3 кгс/см более глубоким, чем Облицовывании герметизирующей пленкой модельной плиты с моделью и последуюо ем вакуумировании формовочного материала. В результате этого модель 2 плот но прижимается к модельной плите 1, выбирая зазор а и изолируя полость 16 от полости 5. Поскольку в полости 16 создается более глубо кое разрежение, чем в полости 5, то прокладка 27 надежно герметизирует отверстия 26 в зоне полости 16, образоааииой дницем 15, сообщая ее через отверстие 19 и патрубок 21 с вакуумной, системой (полости 5 и 20 изолированы, уплотнительными кольцами 22J, обеспечивая фиксацию модели и надежное крепление ее на модельно плите. После удаления кондуктора 12 производится облицовывание модельно плиты 1 с модсьдью 2 нагретой гермет зирующей пленкой 2 путем подключени патрубка 6 к вакуумной системе.Зат на модельную плиту 1 устанавливается опока 7,которая заполняется сухим формовочным материалом 10. После уплотнения,например при помоци виб ратора, формовочный материал гермет зируется вторым герметизирующим элеhieHTOM 11 и подключается через патрубок 9 к вакуумной системе. После отключения патрубка 6 от вакуумной систекш и сообщения его с атмосферой изготовленная полуформа снимается с модельной плиты 1, при этом по. лость 16 остается подключенной к вакуумной системе. Аналогично изготавливается вторая полуформа. Собранная из двух полуформ лите ная форма поступает на зёшивку. Таким образом, предложенное тех- ническое решение позвдляет расширить использование вакуумной системы и ее энергетические возможности для фиксирования и крепления модели на модельной плите; повысить надежность крепления.моделей на модельной пли те за счет лишь уплотнительных элементов на опорной плоскости модели; обеспечить быструю переналадку при замене моделей за счет использования вакуумной систеки. Основанием для ограничения параметров служит серия экспериментов. Пример. Модель отливки корпус. Материал модели - алюминиевый сплав Д16. Материал корпуса - чугун СЧ 18-36. Опока 600X800 мм. Формовочный материал - сухой кварцевый песок. Герметизирующая пленка - этиленвинилацетатная толщиной 0,075 мм. Разрежение при облицовывании.модели герметизирующей пленкой 0,5 кгс/см. Разре.жение в полой модели 0,7 кгс/см, т.е. более глубокое на 0,2.кгс/см. Твердость формы по твердомеру - 95 ед. Вакуумная формовка включает следующие операции установка ПО кондуктору полой модели, автономное подключение модели к вакуумной системе фиксирование ее на модельной . плите и удаление кондукто1Уа, поддерживание разрежения в полой модели в течение всего времени формовки на О,2...0,3 кгс/см более глубоким, чем при облицовывании герметизирующей пленкой модельной оснастки и последующим вакуумировании формовочного материала, герметизация полой модели по опорной плоскости, нагрев герметизирующей пленки и облицовывание его модельной оснастки при подключении оснастки к вакуумной системе, установка опоки на модельную плиту, заполнение опоки сухим формовочным материалом, уплотнение и герметизация формовочного материеша, сообщение рабочей полости опоки с вакуммюй системой и извлечение модельной оснастки. После формовки полая модель остается за ксированной и надежно закрепленной на модельной плите за счет
разрежения 0,7 кгс/см в полости мдели.
Модель и модельная плита готовы для повторной формовки.
Качество отливки - хорошее. Пример 2. Условия формовки те же.
Операции по вакуумной формовке см. пример 1.
Разрежение в полой модели 0,9 кгс/см. ,
Разрежение inpjH облицовании модели герметизирукадей плейкой 0,6 кгс/с
Твердость формл по твердомеру 95 ед.
После формовки полая модель остется зафиксированной и надежно закрепленной на модельной плите за счет разрежения 0,9 кгс/см в полоти модели.
Модель и модельная плита готовы для повторной формовки.
Качество отливки - хоровйе.
Пределы 0,2...О,3 кгс/см бблее глубокого вакуумирования полой модели по сравнению с разрежением при облицовывании модели герметизирую- . щей пденкой обосновываются следующими соображениями, подтвержд(энными экспериментальными данными: уменьшение разницы разрежения менее 0,2 кгс/см для полой модели, учитывая что герметизирующая пленка при облицовывании модели может ее сместить, нецелесообразно; увеличение разницы разрежения более.0,3 кгс/см поддерживать затруднительно, поскольку вызывает повышенные требоват НИН к уплотнению полой модели и неоправдано , так как разрежение на 5 О,2...0,3 кгс/см более глубокое по сравн.ению с разрежением лри облицовывании герметизирукяцей пленкой модели вполне обеспечивает фиксирование и надежное крепление полой модели на модельной плите,
Oжидae sdй экономический эффект, от внедрения предлагаемого изобретения составляет 56,9 р. на 1 т годных чугунных отливок.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ вакуумной формовки | 1979 |
|
SU789203A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Оснастка для вакуумной формовки | 1978 |
|
SU768535A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
