(5) ОПОЧНАЛ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ВАКУУМНОЙ ФОРМОВКОЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Опочная оснастка для изготовлениялиТЕйНыХ фОРМ ВАКууМНОй фОРМОВКОй | 1979 |
|
SU846070A1 |
| Опока для изготовления литейной формы вакуумной формовкой | 1977 |
|
SU869938A1 |
| Оснастка для вакуумной формовки | 1985 |
|
SU1284678A1 |
| Опока для вакуумной формовки | 1989 |
|
SU1759526A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1987 |
|
SU1519822A1 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
| Способ изготовления форм вакуумной формовкой | 1982 |
|
SU1068212A1 |
| Оснастка для вакуумной формовки | 1988 |
|
SU1671398A1 |
| Способ изготовления отливок и опока для его реализации | 1981 |
|
SU1006039A1 |
| Литейная форма | 1979 |
|
SU822977A2 |
1 - Изобретение относится к литейному производству, в частности, к конструкции опочнрй ocнactки для литейных форм, изготовленных методом вакуумной формовки.
По основному а ВТ. св. и;звестна опочная оснастка для изготовления литейных форм методом вакуумной формовки, содержащая опоку, имеющую корпус с воздухонепроницаемыми стенками, в одной из которых выполнено средство для подсоединения к вакуумной системе, устройство для вентиляции формы и подопочную плиту. Устройство для вентиляции формы размещено на рабочей поверхности подопочной плиты и имеет размеры, не выступающие за габариты размера опоки в свету, и снабжено уплотняющим элементом, предназначенным для герметизации формы. Устройство для вентиляции формы может быть выполнено из многослойной сетки и установленного на ней перфорированного листа. Устройство вентиляции формы способствует выравниванию вакуума в форме за счет перераспределения-вакуума из объемов с более глубоким (первоначальным) вакуумом в объемы, где произошла утечка вакуума и ускоряет процесс восстановления первоначального вакуума посредством системы вакуумирования f1.
Недостатком опочной оснастки яв10ляется то, что вакуумируемый объем устройства вентиляции мал по сравнению с вакуумируемым объемом литейной формы, поэтому устройство для ее вентиляции выполняет только роль регулятора-распределителя вакуума, а объем его не оказывает влияния на условия вакуумирования формы, в результате чего она чувствительна к падению вакуума. Падение вакуума
20 происходит в момент заливки формы металлов. При этом образуются газообразные продукты сгорания синтетической пленки и происходит термическое расширение газа в порах формовочного материала.
14ель изобретения - снижение чувствительности формы к падению вакуума.
Поставленная цель достигается тем, что в подоночной плите выполнены замкнутые полости, сообщаемые с устройством для вентиляции формы.
Аккумулятор мо) быть выполнен путем обеспечения герметичности коробчатой конструкции подопочной плитЫ и выполнения в плите отверстий, сообщающих герметизированный объем с устройством вентиляции.
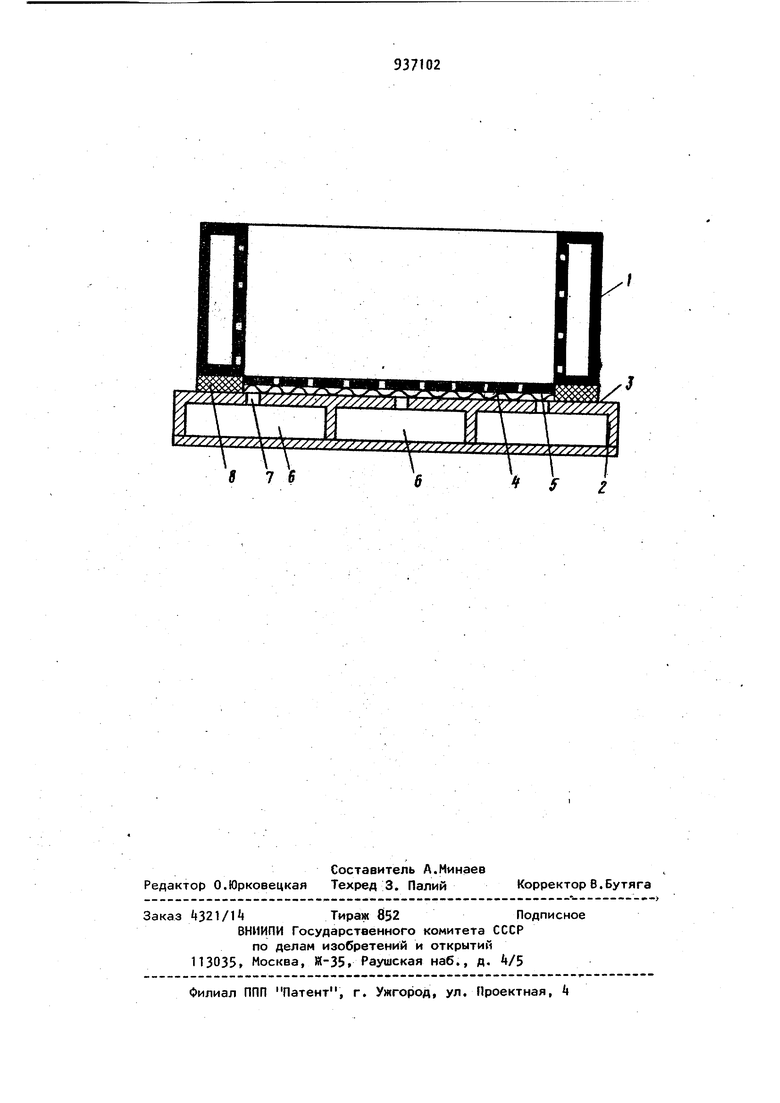
На чертеже показана конструкция предлагаемой опочной оснастки.
Оснастка состоит из опоки 1 и подопочной плиты 2. На рабочей поверхности 3 плиты 2 установлена сетка , защищенная перфорированным листом 5. Подопочная плита 2 содержит замкнутые полости 6, сообщающиеся с объемом опоки 1 посредством отверстий 7} сетки k и отверстий в листе 5. Заподлицо с листом 5 установлен уплотняющий элемент 8 в виде резиновых прокладок.
Опочная оснастка работает следующим образом.
Форму изготавливают методом вакуумной формовки до операции герметизации поверхности набивки формы. На поверхность набивки накладывают подопочну плиту 2 так, чтобы устройство вакуумирования контактировало с формовочным материалом. После этого производят вакуумирование формы через в выполненную в опоке 1 систему вентиляции формы. Вакуум распространяется от внутренних стенок опоки 1 внутрь формовочного материала, и, через перфорированный лист 5 сетку k и отверстия в листе в замкнутые полости 6. Полости б максимально приближены к формовочному материалу, поэтому
любое изменение вакуума в отдельных частях формы вызовет изменение его в п-лостях 6. Чем больше суммарный объем вакуумируемого пространства,
тем меньше чувствительность формы к утечкам вакуума. Объем пор в современных формовочных материалах менее , поэтому наличие дополнительного аккумулятора вакуума (полостей 6)
существенно повысит суммарный вакуумируемый объем формы.
Изготовление предлагаемого устройства не требует особых затрат и не приведет к существенному увеличению
габаритов, так как к жесткости и , прочности подопочных плит предъявляются высокие требования, поэтому они выполняются оребренными или коробчатой формы.
Изобретение уменьшает чувствительность литейной формы к утечкам вакуума в отдельных объемах, что повышает прочность формы, а следовательно, и качество отливок, улучшает равномерность распределения вакуума вформе, так как емкости в корпусе подопочной плиты дублируют назначение многослойной сетки и выполняют роль вакуумпроводящих каналов в устройстве
вентиляции формы.
Формула изобретения
Опочная оснастка для изготовления литейных форм вакуумной формовкой по авт.св. , отличающаяся тем, что, с целью снижения чувствительности формы к падению вакуума, в корпусе подопочной плиты выполнены замкнутые полости, сообщаемые с устройством для вентиляции формы,
Источники информации, принятые во внимание при экспертизе.
