(54) СПОСОБ ОБРАБОТКИ НВДКОГО МЕТАЛЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Промежуточный ковш для разливки металлов | 1980 |
|
SU925534A1 |
| Промежуточный ковш для разливки металлов | 1978 |
|
SU880618A1 |
| Способ рафинирования малоуглеродистой стали | 1980 |
|
SU926028A1 |
| Устройство для вакуумирования жидкой стали | 1980 |
|
SU943298A1 |
| Способ вакуумирования жидкой стали | 1981 |
|
SU1025732A1 |
| Устройство для введения порошкообразных реагентов в расплав | 1989 |
|
SU1730190A1 |
| Способ азотирования металлических расплавов | 1980 |
|
SU968078A2 |
| Способ вакуумирования жидкой стали | 1981 |
|
SU1010140A1 |
| СПОСОБ ВНЕПЕЧНОГО РАФИНИРОВАНИЯ МЕТАЛЛИЧЕСКОГО РАСПЛАВА | 1988 |
|
RU1547323C |
| КОВШ ДЛЯ ПРОДУВКИ РАСПЛАВА МЕТАЛЛА ГАЗОМ | 2022 |
|
RU2786765C1 |
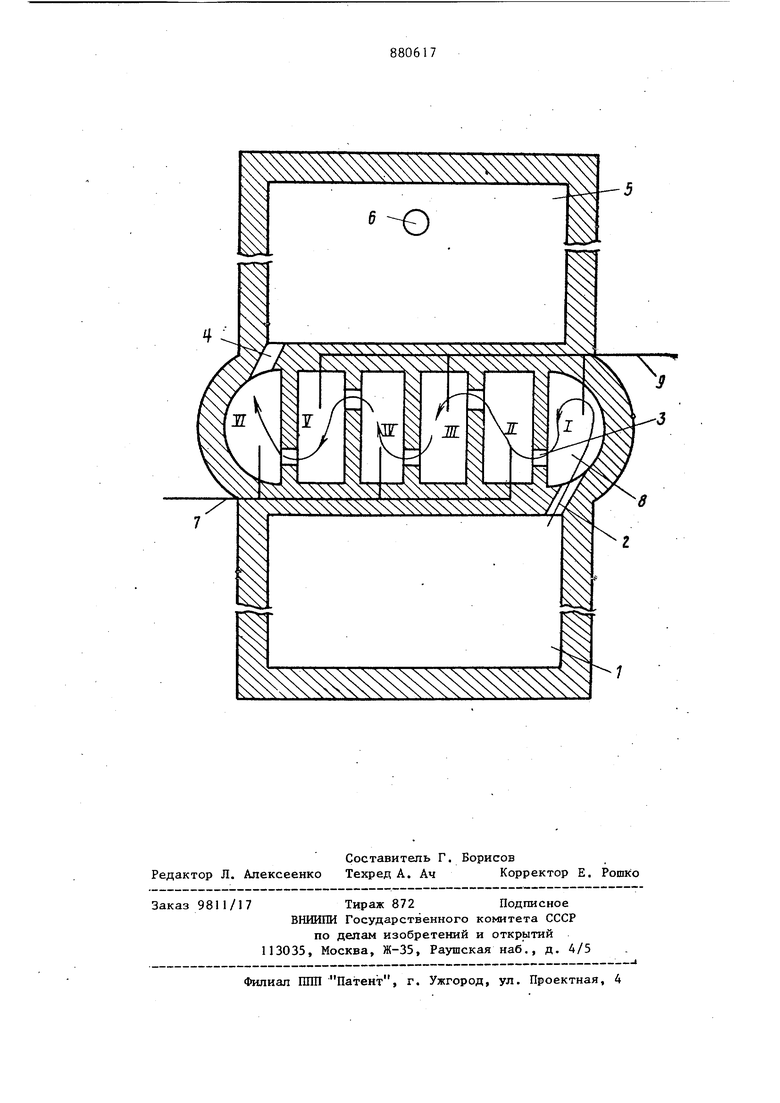
Изобретение относится к черной мё таш1ургии, а именно к способам обработки жидкого металла в процессе разливки. Известен способ обработки металла в процессе разливки, согласно которому продувку расплава осуществляют в ступенчатом метаплоприемнике снизу, причем продувке подвергают меньший по высоте слой металла fl Наиболее близким к предлагаемому является способ обработки меташ1а, включающий продувку его снизу инертным газом при перетекании из одной се дин емкости в другую L JИзвестно, что продувка расплава в пульсирующем режиме улучшает коэффициент использования инертного газа и значительн9 уменьшает количество мелкодисперсных неметаллических включений. Однако указанные способы не обеспечивают возможность ocyщёdTБлeния такой технологии обработки жидкого металла. Цель изобретения - повышение эффекта рафиршрования и обеспечение стабильности процесса обработки жидкого металла. Поставленная цель достигается тем, что согласно способу обработки жидкого металла, включающему продувку его инертным газом снизу при перетекании из одной секции емкости в .другую, расплав пропускают последовательно через камеры,- расположенные между секциями ёмкости и сообщающиеся между собой в шахматном порядке отверстиями в нижней части, при одновременной реверсивной продувке расплава инертным газом в камерах чётных и нечетных порядковых номеров. Шахматный порядок расположения отверстий, соединяющих между собой камеры, обеспечивает интенсивную и равномерную обработку всего объема металла, проходящего через каждую из камер , прежде чем он поступит в следующую камеру. 38 Предлагаемый способ обработки жидкого металла основан на принципе продувки его в пульсирующем режиме в условиях непрерывного перемещения слоев расплава. Расплав проходит последовательно через сообщающиеся между собой в нижней части камеры, при этом продувку его осуществляют одновременно только в четных порядковых номерах камер (.второй, четвертой и т. д.). В нечетные порядковые номера камер (первую, третью, пятую ) инертный газ в это время не подают. В этих условиях каждая единица объема жидкого металла, проидя через камеры, подвергается, таким образом, пульсирующей продувке. Для уменьшения степени разрушения футеровки к-амер и обеспечения возможности дпительной стабильной обработки расплава в пульсирующем режиме через определенный отрезок времени прекращают подачу инертного газа в четные порядковые номера камер и одновременно с этим начинают продувку расплава во всех нечетных порядковых номерах камер Описанный цикл продувки расплава в дальнейшем повторяют в той же, последовательности до окончания его разливки На чертеже приведен один из возможных вариантов технического осуществления предлагаемого способа. Металл из секции поступает в камеру 1 по каналу 2 через отверстия 3 после довательно проходит через все шесть камер (I-VI) и по каналу 4 переходит в секцию 5 емкости, из которой поступает в разливочный стакан 6. Одновременно с поступлением металл в камеру 1 открывают вентиль на трубо проводе 7 и инертный газ поступает че рез пористые блоки 8 одновременно в камеры II, IV и VI. Через 10-15 мин закрывают вентиль на трубопроводе 7 и открывают одновременно вентиль на тру бопроводе. 9. Инертный газ через порис тые блоки поступает одновременно в ка 74 меры I, III и V. В дальнейшем цикл повторяют до окончания разливки. Предлагаемый способ обеспечивает возможность пульсирующей обработки расплава с уменьшающейся по дпине потока интенсивностью продувки. Например, расход инертного газа в I, III и V камерах, а затем соответственно во М, IV и VI может быть соответственно 0,5; 0,3 и 0,1 м/т. При таком режиме продувки меньше вероятность попадания частиц шлака в толщу металла на последней стадии обработки перед поступлением расплава в литейную форму. Ддя осуществления такого варианта обработки расплава подвод инертного газа в каждую из камер должен быть индивидуальным. Применение предложенного способа обработки жидкого металла наиболее перспективно при непрерывной разливке стали. Формула изобретения Способ обработки жидкого.металла, включающий продувку его инертным газом снизу при перетекании из одной секции емкости в другую, отличающий ся тем, что, с целью повышения эффекта рафинирования и обеспечения стабильности процесса, расплав пропускают последовательно через камеры, расположенные между секциями емкости и сообщающиеся между собой в шахматном порядке отверстиями в нижней части, при одновременной реверсивной продувке расплава инертным газом в камерах четных и нечетных порядковых номеров. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №339098, кл. В 22 & 11/04, 1970. 2.Аргон в металлургии. М., Металлургия, 197i, с. 55.
