(54) МЕТАЛЛИЧЕСКАЯ ФОРМА
| название | год | авторы | номер документа |
|---|---|---|---|
| Распылитель жидкости | 1981 |
|
SU1274775A1 |
| Распылитель | 1979 |
|
SU869831A1 |
| Распылитель жидких материалов | 1976 |
|
SU714712A1 |
| Установка для нанесения покрытий на форму | 1980 |
|
SU880613A1 |
| Распылитель | 1986 |
|
SU1423175A1 |
| Распылитель жидкости | 1983 |
|
SU1142174A1 |
| Безвоздушный распылитель краски | 1987 |
|
SU1475724A1 |
| Окрасочный пистолет | 1984 |
|
SU1273177A1 |
| Аэрозольный распылитель | 1988 |
|
SU1512868A1 |
| Водоохлаждаемый раструбный стержень для изложниц центробежных машин | 1984 |
|
SU1224098A1 |
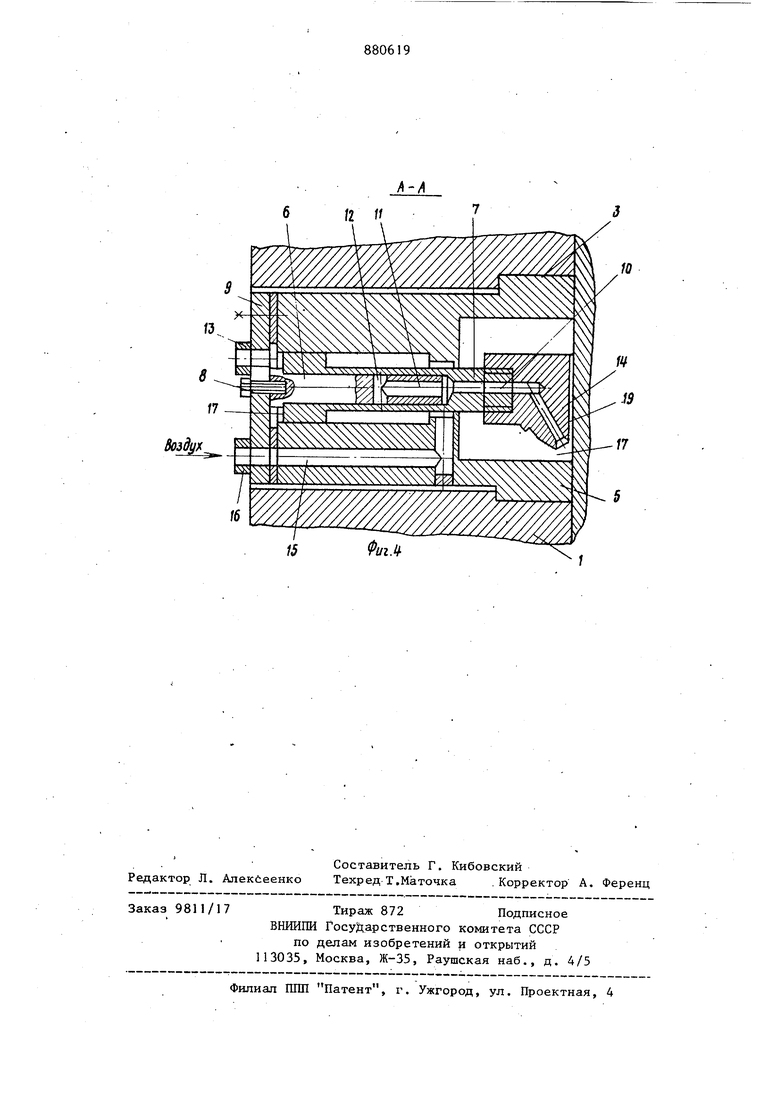
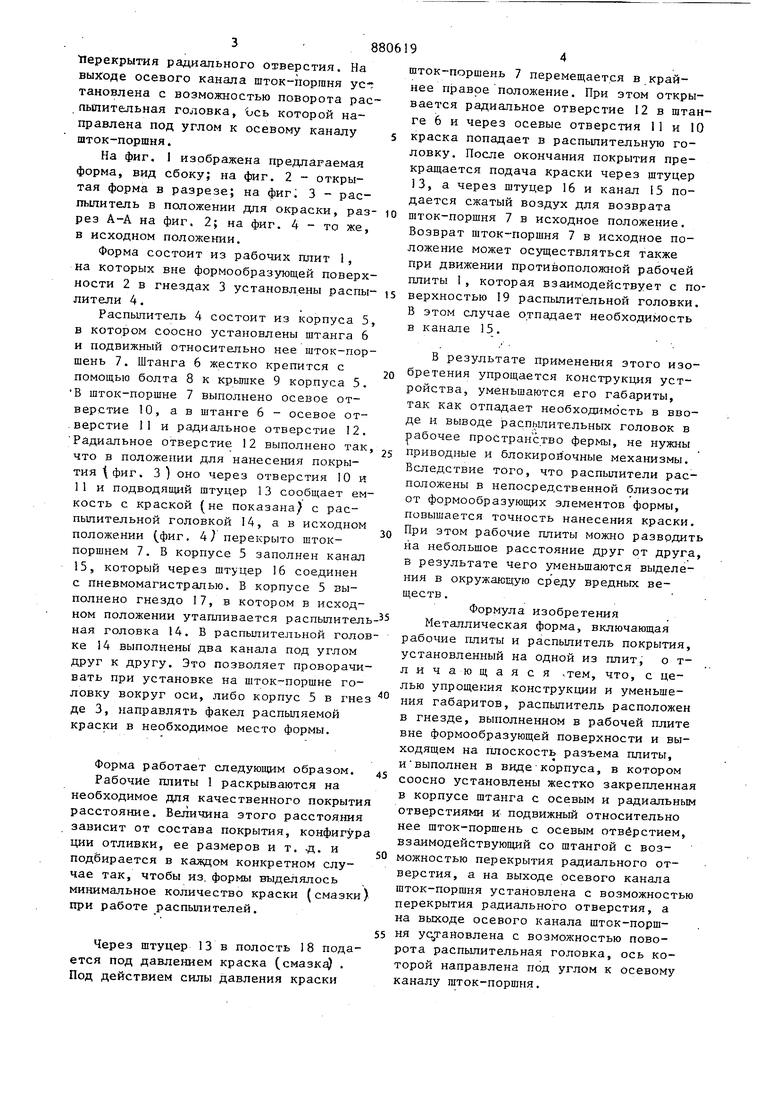
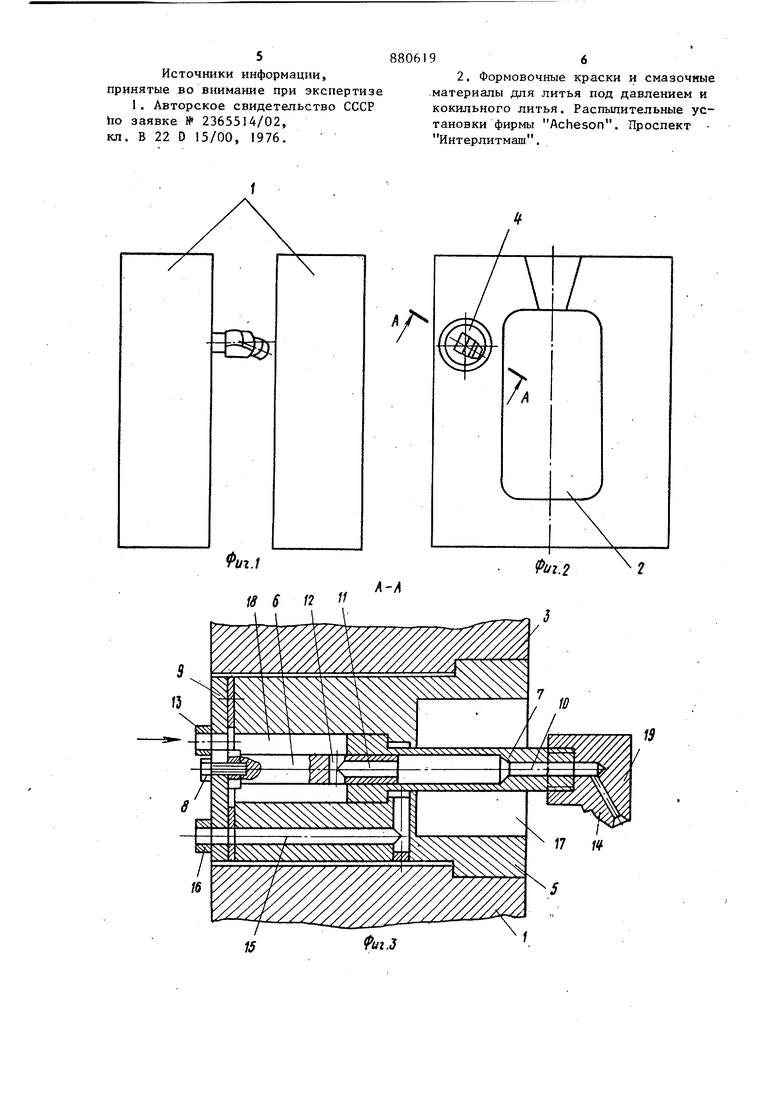
Изобретение отчосится к литейному произврдству, в частности к металлическим формам, которые в-процессе эксплуатации перед заливкой металлом покрываются защитными красками (смазками). Известна металлическая форма, в которой распылительные сопла установлены в подвижном металлическом стержне на нерабочей части . Однако применение ее ограничено только теми формами, в которых изготавливаются отливки со сквозными отверстиями. При изготовлении отливок с отверстиями небольшого диаметра в стержне нет йозмо ности разместить сопла. Кроме того, металлический стер жень работает в тяжелых температурных условиях, поэтому при отсутствии охлаждения стержня проходящие через его полости трубопроводы засоряются твердыми составляющими краски.оседающими на их стенках при ее закипании Данная конструкция позволяет.окралшвать только поверхности, непосредственно охватывающие стержень, а осталь-. ные поверхности рабочих плит окрасить пpaкtичecки невозможно. Известна также металлическая форма, включающая рабочие плиты и распылитель покрытия, установленный на одной из плит 2l. Недостатками этой формы являются сложность ее конструкции и значительные габариты. Цель изобретения - упрощение конструкции и уменьшение габаритов. Эта цель достигается тем, что распылитель расположен в гнезде, выполненном в рабочей плите вне формообразующей поверхности и выходящем на плоскость разъема плиты, и выполнен в виде корпуса, в котором соосно установлены жестко закрепленная в корпусе штанга с осевым и радиальньм отверстиями и подвижный относительно нее штокпоршень с осевым отверстием,взаимодействующий со штангой с возможностью 38 Перекрытия радиального отверстия. На выходе осевого канала шток-порганя yc-t тановлена с возможностью поворота распыпительная головка, ъсь которой направлена под углом к осевому каналу шток-поршня. На фиг. I изображена предлагаемая форма, вид сбоку; на фиг. 2 - открытая форма в разрезе; на фиг 3 - распылитель в положении для окраски, разрез А-А на фиг. 2; на фиг. 4 - то же, в исходном положении. Форма состоит из рабочих плит 1, на которых вне формообразующей поверхности 2 в гнездах 3 установлены распылители 4. Распьшитель 4 состоит из корпуса 5 в котором соосно установлены штанга 6 и подвижный относительно нее шток-пор шень 7. Штанга 6 жестко крепится с помощью болта 8 к крышке 9 корпуса 5. В шток-поршне 7 выполнено осевое отверстие 10, а в штанге 6 - осевое от верстие 11 и радиальное отверстие 12. радиальное отверстие 12 выполнено так что в положении для нанесения покрытия 1ФИГ. 3 ) оно через отверстия 10 и 11 и подводящий штуцер 13 сообщает ем кость с краской (не показана с распылительной головкой 14, а в исходном положении (фиг, 4 перекрыто штокпоршнем 7. В корпусе 5 заполнен канал 15, который через штуцер 16 соединен с пневмомагистрапью. В корпусе 5 выполнено гнездо 17, в котором в исходном положении утапливается распылител ная головка 14. В распьшительной голо ке 14 выполнены два канала под углом друг к другу. Это позволяет проворачи вать при установке на шток-поршне головку вокруг оси, либо корпус 5 в гне де 3, направлять факел распьшяемой краски в необходимое место формы. Форма работает следующим образом Рабочие плиты 1 раскрываются на необходимое для качественного покрыти расстояние. Величина этого расстояния зависит от состава покрытия, конфигур ции отливки, ее размеров и т. -д. и подбирается в каждом конкретном случае так, чтобы из. формы выделялось минимальное количество краски (смазки при работе распылителей. Через штуцер 13 в полость 18 пода ется под давлением краска (смазка . Под действием силы давления краски ток-поршень 7 перемещается в крайее правое положение. При этом открыается радиальное отверстие 12 в штанге 6 и через осевые отверстия 11 и 10 краска попадает в распылительную гоовку. После окончания покрытия прекращается подача краски через щтуцер 13, а через штуцер 16 и канал 15 подается сжатый воздух для возврата шток-поршня 7 в исходное положение. Возврат шток-поршня 7 в исходное положение может осуществляться также при движении противоположной рабочей плиты 1, которая взаимодействует с поверхностью 19 распьшительной головки. В этом случае отпадает необходимость в канапе 15. В результате применения этого изобретения упрощается конструкция устройства, уменьшаются его габариты, так как отпадает необходимость в вводе и выводе распылительных головок в рабочее пространство фермы, не нужны приводные и блокиройочные механизмы, Вследствие того, что распьиители расположены в непосредственной близости от формообразующих элементов формы, повышается точность нанесения краски. При этом рабочие плиты можно разводить на небольшое расстояние друг от друга, в результате чего уменьшаются выделения в окружающую среду вредньпс веществ . Формула изобретения Металлическая форма, включающая рабочие плиты и распьшитель покрытия, установленный на одной из плит, о тличающаяся -тем, что, с целью упрощения конструкции и уменьшения габаритов, распьшитель расположен в гнезде, выполненном в рабочей плите вне формообразующей поверхности и выходящем на плоскость разъема плиты, ивыполнен в виде корпуса, в котором соосно установлены жестко закрепленная в корпусе штанга с осевым и радиальным отверстиями И подвижный относительно нее шток-поршень с осевым отверстием, взаимодействующий со штангой с возможностью перекрытия радиального отверстия, а на выходе осевого канала щток-поршня установлена с возможностью перекрытия радиального отверстия, а на выходе осевого канала шток-порщня ус тановлена с возможностью поворота распьшительная головка, ось которой направлена под углом к осевому каналу шток-поршня. 5 Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР ho заявке № 2365514/02, кл. В 22 О 15/00, 1976. 8806196 2. Формовочные краски и смазочные .материалы для литья под давлением и кокильного литья. Распьшительные установки фирмы Acheson. Проспект Интерлитмаш.
ь
10
