54)ХОНИНГОВАЛЬНАЯ ГОЛОВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252856C1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252857C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| Хонинговальная головка | 1985 |
|
SU1292993A1 |
| Хонинговальная головка | 1987 |
|
SU1511087A2 |
| ГЕНЕРАТОР ПНЕВМАТИЧЕСКИЙ ДЛЯ ВОЗБУЖДЕНИЯ ВИБРАЦИЙ ПРИ ХОНИНГОВАНИИ | 2010 |
|
RU2437749C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440883C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440884C1 |
| СПОСОБ ХОНИНГОВАНИЯ | 2003 |
|
RU2233216C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2428297C1 |
Изобретение относится к станкостроению . н может быть использовано при конструировании хонинговальных головок.
Известна хонинговальная головка с подвижными брускодержателями, поджимаемыми с двух сторон коническими кольцами, одно из которых соединено с механизмом разжима 1.
Недостатком данной конструкции является невозможность автоматического слежения за изменением погрешности формы отверстий, а следовательно, и эффективное их исправление. Это обусловлено тем, что конструкция содержит общий упругий элемент для всех брускодержателей.
Наиболее близким техническим решением является хонннговальная головка, содержащая корпус, в пазах которого расположены толкатели с установленными в них роликами, втулку, в которой выполнены окна с размещенными в них держателями хонииговальиых брусков. Втулка получает осепые колебания при вращении за счет взаимодействия пальцев с профильной канавкой |2
Недостатком данной конструкции, является невозможность автоматического слежения и исправления формы отверстия вследствнн того, что равномерные колебательные осевые перемещения втулки с брускодержателями ограничены профилем канавки, по которой движется палец, и, соответствеино, , процесс хонингования только интенсифицируется.
Цель изобретення обеспечение возможностн автоматического слежения и исправления погрешности формы отверстия путем изменения кинематики движения режущего 10 инструмента при постоянной скорости вращательного, н возвратно-поступательного движения головки.
Поставленная цель достигается тем, что в хонннговальиой головке, содержащей корпус, в которого расположены толкатели с закрепленными на них роликами, контактирующими с ним брускодержателямн с брусками, брускодержатели установлены с возможностью осевого перемещения относительно корпуса головки при наличии погрешности формы отверстия и снабжены с торцов самостоятельными упругими элементами
За счет такой установки брускодержателей с брусками в местах погрешности формы
происходит задержка абразив)/ых брусков, что увеличивает время их коитакта с деталью и позволяет ее эффективно исправлять, причем кинематика движения режущего инструмента автоматически изменяется при неизменной скорости вращательного и возвратно-поступательного движения.
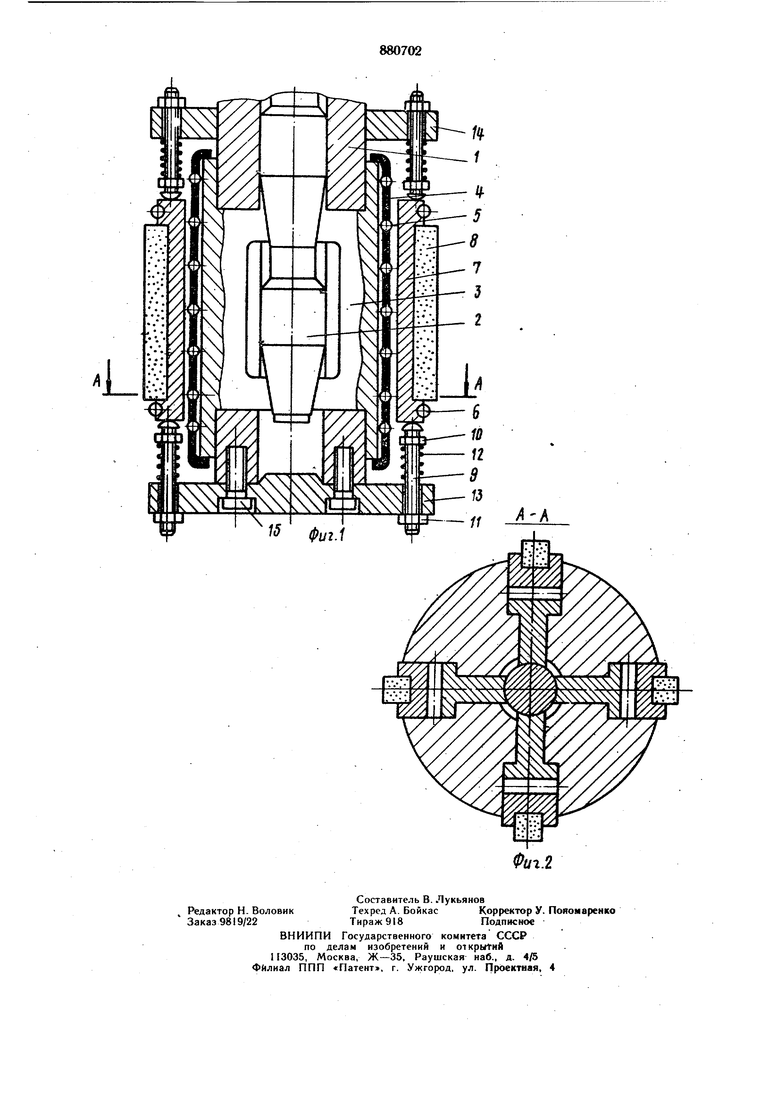
На фиг.;1 схематично изображена конструкция предлагаемой хонинговаЛьной головки, продольный разрез; на фиг, 2 - разрез А-А на фиг. I.
Хонинговальная головка включает корпус 1, внутрн которого находится разжимной конус 2. На радиальных толкателях 3 закреплены сепараторы 4 с роликами 5, на которых в пазах корпуса при помощи кольцевых пружин 6 установлены брускодержатели 7 с абразивными брусками 8. Брускодержатели в осевом направлении фиксируются регулируемыми упругими элементами, которые состоят из винтов 9, гаек iO и П, пружин 12, и установлены в крышках 13 и 14. Последние крепятся, к корпусу хрнинговальной головки винтами 15.
В процессе настройки хонинговальной головки упругие элементы устанавливаются с такой жесткостью, которая позволяет при обработке отверстий правильной геометрической формы компенсировать силы резания, действующие на абразивные бруски, и таким образом удержать их при возвратнопоступательном движении без продольных смещений.
При обработке отверстий с погрещностью формы под действием дополнительных сил резания, которые смещают брускодержатель 7, на опорах качения 5 вдоль радиальных толкателей 3 в пазахКорпуса I, деформируя упругие элементы, уменьщается скорость возвратно-поступательного движения абразивных брусков 8 при постоянной скорости движения хонинговальной головки. В связи с этим, в местах погрешности формы происходит задержка абразивных брусков.
что увеличивает время их контакта с деталью и позволяет ее эффективно исправлять. Величина смещения брускодержателя 7 в продольном направлении, а значит и изменение скорости его движеиия, зависит от
жесткости упругих элементов, которые регулируются гайками 10 и 11.
Предлагаемая конструкция хонинговальной головки позволяет автоматически исправлять различные погрещности формы цилиндров в продольном и поперечном направлениях с высоким коэффициентом интенсивности исправления. Это повыщает скорость исправления погрешности формы. Экономический эффект от использования иовой конструкции хонинговальиой головки по обработке внутреииих цилиидрических поверхностей состоит в улучщении качества изготовляемой продукции и снижения трудоемкости.
Формула изобретения
Хонииговальная головка, содержащая Корпус, в пазах которого расположены толкатели с закрепленными на них роликами, контактирующими с брускодержателями, отличающаяся тем, что, с целью обеспечения
возможности автоматического слежеиия н исправления погрешности формы отверстия путем изменения кинематики движения режущего инструмента при постоянной скорости вращательного и возвратно-поступательного движения головки, брускодержатели устаиовлены с возможностью осевого перемещения относительно корпуса головки и снабжены с торцов самостоятельными упругими элементами.
Источники информации,
5 принятые во внимание при экспертизе
