Изобретение относится к области машиностроения, в частности к финишной обработке прецизионных отверстий, и может быть использовано при изготовлении гильз и цилиндров двигателей внутреннего сгорания и компрессоров.
Авторам известен способ хонингования [1 - прототип], включающий сообщение хонинговальной головке с хонинговальными брусками вращения и возвратно-поступательного движения вдоль оси обрабатываемого отверстия заготовки и допускающий возможность самоустанавливаемости брусков по образующей обрабатываемого отверстия заготовки. Его недостатком является сложность исправления исходных погрешностей профиля продольного сечения обрабатываемого отверстия заготовки и получения правильной геометрической формы обрабатываемого отверстия заготовки в продольном сечении в процессе хонингования глухого отверстия вследствие отсутствия требуемого перебега брусков у той части отверстия, которая примыкает к его дну.
Известно встроенное в хонинговальную головку устройство активного контроля с мембранным чувствительным элементом [2]. Его недостатком является активный контроль размера обрабатываемого отверстия заготовки только в районе средней части хонинговальных брусков, что не позволяет судить о различии размеров обрабатываемого отверстия заготовки в районе верхнего и нижнего участков хонинговальных брусков и регистрировать размер у той части обрабатываемого отверстия заготовки, которая примыкает к его дну.
По предлагаемому способу, который включает сообщение хонинговальной головке с хонинговальными брусками вращение и возвратно-поступательное движение вдоль оси обрабатываемого отверстия заготовки, перемещение в радиальном направлении верхних и нижних участков хонинговальных брусков осуществляют независимо, что позволит повысить точность профиля продольного сечения обрабатываемого отверстия заготовки путем исправления исходных погрешностей и регулирования величины компенсации различной степени износа хонинговальных брусков по длине.
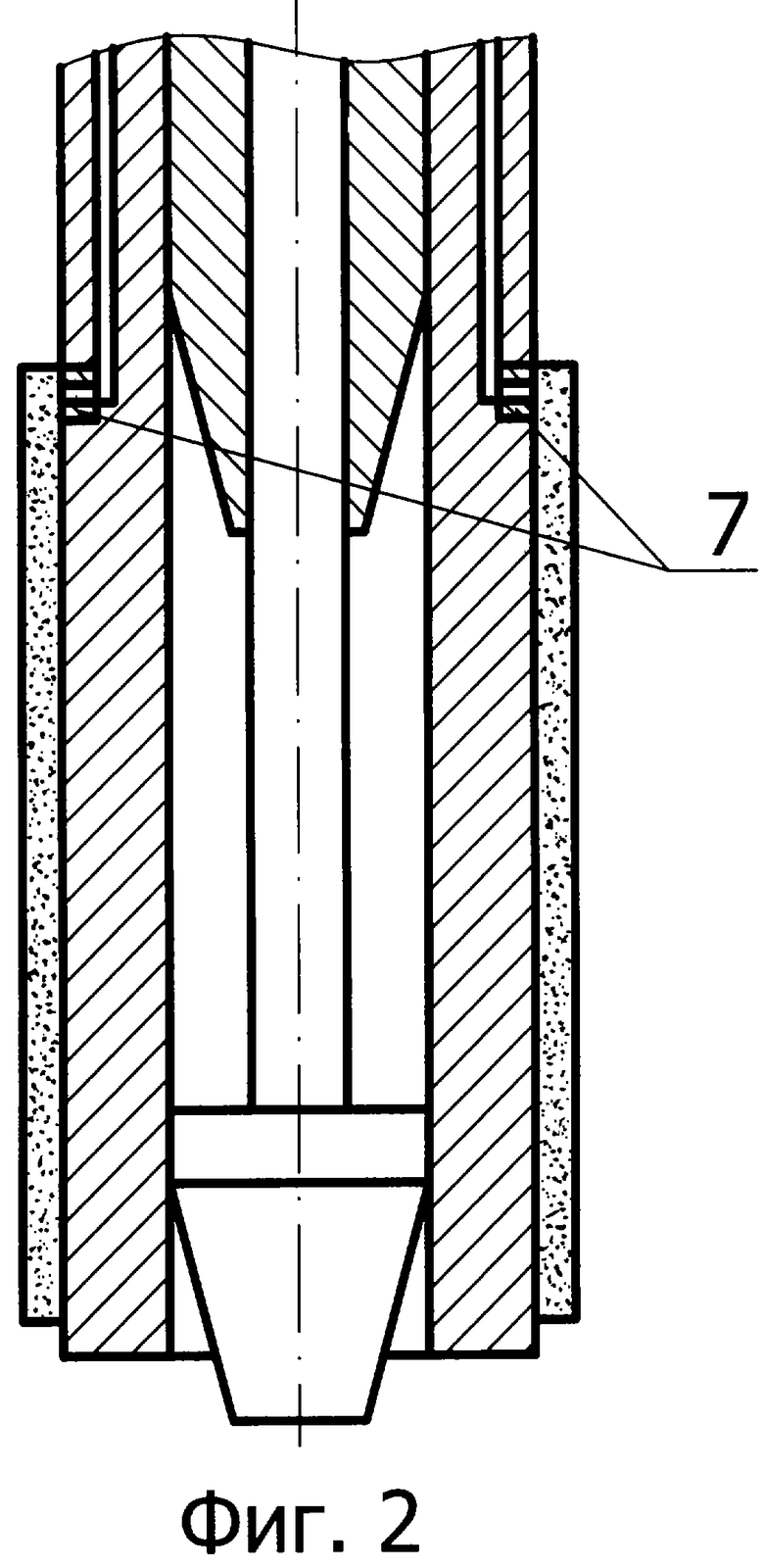
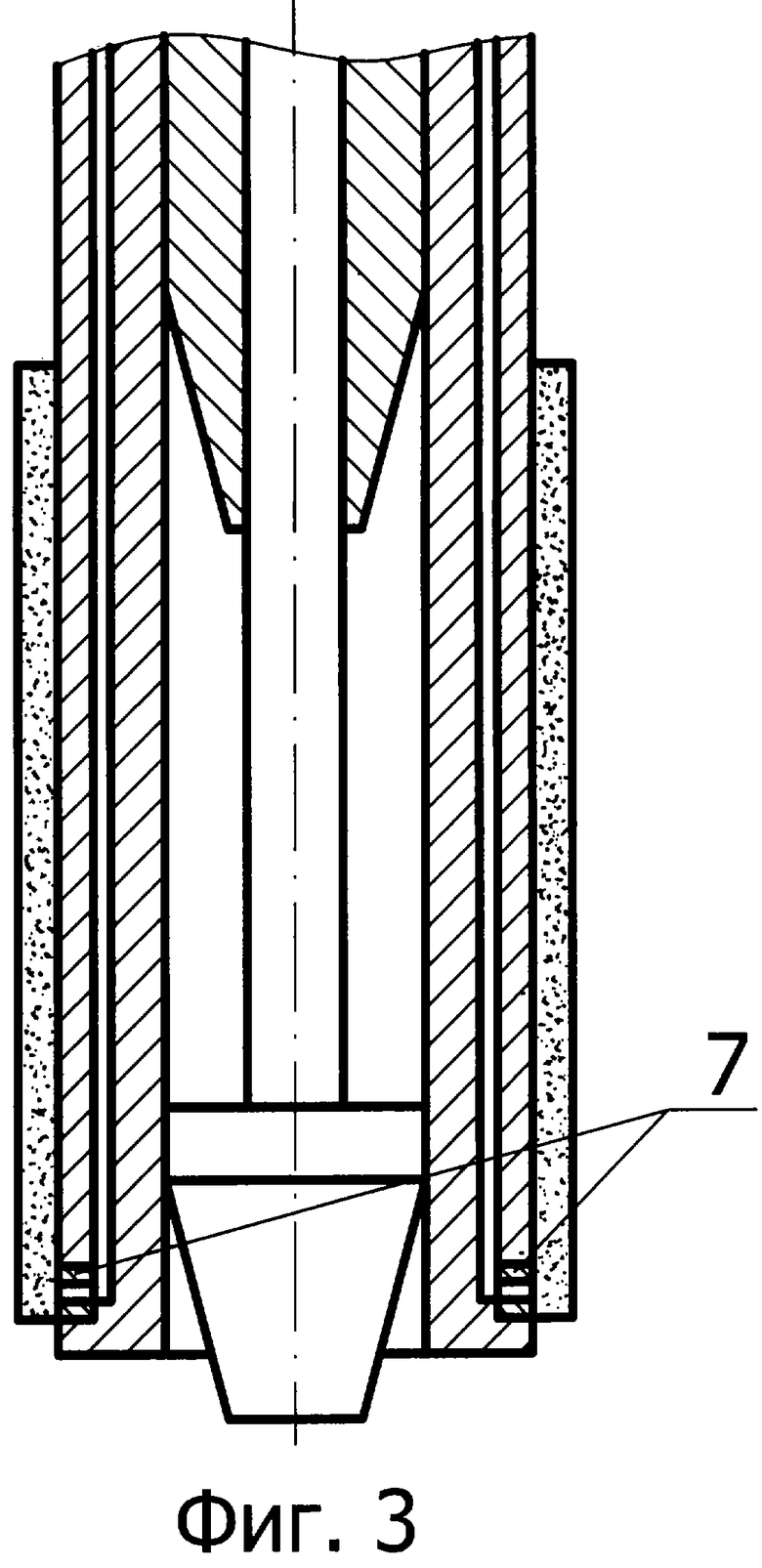
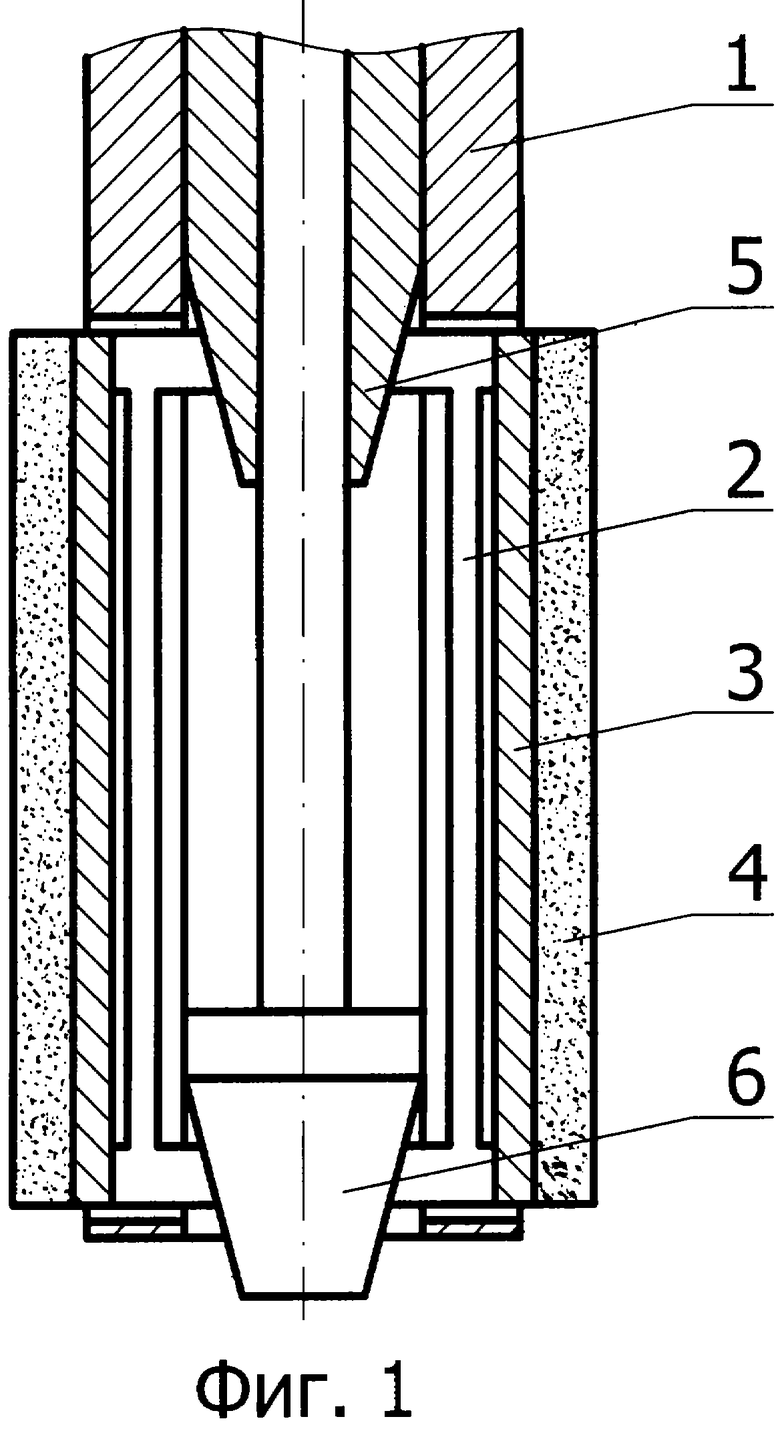
На фиг.1 представлена хонинговальная головка, позволяющая реализовать предлагаемый способ хонингования; на фиг.2 и 3 - встроенные в нее пневмокалибры.
Хонинговальная головка состоит из корпуса 1, в осевых пазах которого размещены конусные планки 2 и колодки 3 с абразивными брусками 4. В осевом отверстии корпуса 1 размещен разжимной конус 5 для перемещения верхних участков хонинговальных брусков. В осевом отверстии разжимного конуса 5 размещен разжимной конус 6 для перемещения нижних участков хонинговальных брусков. При обработке данные конусы получают осевые перемещения от независимых толкателей. Кроме этого, в корпус 1 хонинговальной головки между пазами для колодок с брусками в районе верхнего и нижнего участков хонинговальных брусков встроены по два измерительных сопла 7, образующих два пневмокалибра. При обработке это позволяет передавать заданные усилия верхним и нижним участкам хонинговальных брусков независимо, а также регулировать величину компенсации различной степени износа хонинговальных брусков по длине. Для местного исправления погрешностей профиля продольного сечения обрабатываемого отверстия заготовки на отдельных его участках производят задержки возвратно-поступательного движения хонинговальной головки.
Рекомендуется применять данный способ при обработке глухих отверстий после хромирования, когда исходная погрешность профиля продольного сечения обрабатываемого отверстия заготовки намного превышает требуемую после обработки точность, чего весьма сложно добиться при других способах хонингования.
Данный способ успешно реализован в лаборатории каф. МРСиИ Бийского технологического института при обработке цилиндров мотопильного производства.
Источники информации
1. Куликов С.И., Ризванов Ф.Ф., Романчук В.А. Ковалевский С.В. Прогрессивные методы хонингования. - М.: Машиностроение, 1983, с.76. - Прототип.
2. Богородицкий Н.Н., Чубаров К.К., Лебедев Б.А. Технологическое оснащение хонингования. - Л.: Машиностроение, 1984, с.171-173.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2019 |
|
RU2711283C1 |
| СПОСОБ ХОНИНГОВАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВРАЩЕНИЯ И ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2101158C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ АЛМАЗНЫМИ БРУСКАМИ ГЛУХИХ ОТВЕРСТИЙ С ОКНАМИ И ХРОМОВЫМ ПОКРЫТИЕМ | 2001 |
|
RU2206441C2 |
| МЕХАНИЗМ РАЗЖИМА БРУСКОВ ХОНИНГОВАЛЬНОГО СТАНКА | 1990 |
|
RU2009860C1 |
| Хонинговальная головка | 1985 |
|
SU1235703A1 |
| МНОГОРЯДНАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2095224C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| Хонинговальная головка для обработки глухих отверстий | 1991 |
|
SU1777981A1 |
| Хонинговальная головка | 1985 |
|
SU1292993A1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении гильз и цилиндров двигателей внутреннего сгорания и компрессоров. Хонинговальной головке с хонинговальными брусками сообщают вращение и возвратно-поступательное движение вдоль оси обрабатываемого отверстия заготовки. Осуществляют независимое перемещение в радиальном направлении верхних и нижних участков хонинговальных брусков. Такие действия способствуют исправлению исходных погрешностей профиля продольного сечения обрабатываемого отверстия заготовки и позволяют регулировать величины компенсации различной степени износа хонинговальных брусков по длине. 2 з.п. ф-лы, 3 ил.
| КУЛИКОВ С.И | |||
| и др | |||
| Прогрессивные методы хонингования | |||
| - М.: Машиностроение, 1983, с.57-60 | |||
| Хонинговальная головка | 1984 |
|
SU1215961A1 |
| Устройство для управления работой хонинговального станка | 1957 |
|
SU112463A1 |
| Устройство для хранения сыпучих материалов | 1984 |
|
SU1212439A1 |

