(54) УСТАНОВКА ДЛЯ ФОРМИЮВАНИЯ ОБЪЕМНЫХ ЭЛЕМЕНТОВ


| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления объемных элементов | 1985 |
|
SU1303412A1 |
| Установка для формирования объемных элементов | 1976 |
|
SU598756A1 |
| Установка для формования объемных элементов | 1976 |
|
SU617264A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU850393A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ОБЪЕМНЫХ БЛОКОВ | 1993 |
|
RU2084339C1 |
| Установка для формования строительных изделий | 1980 |
|
SU895674A1 |
| Установка для изготовления объемного элемента крышной части здания | 1978 |
|
SU770797A1 |
| Способ изготовления строительныхэлЕМЕНТОВ | 1979 |
|
SU835996A2 |
| Установка для изготовления объемных элементов | 1980 |
|
SU906703A1 |
| Установка для формования объемных элементов | 1989 |
|
SU1701537A1 |



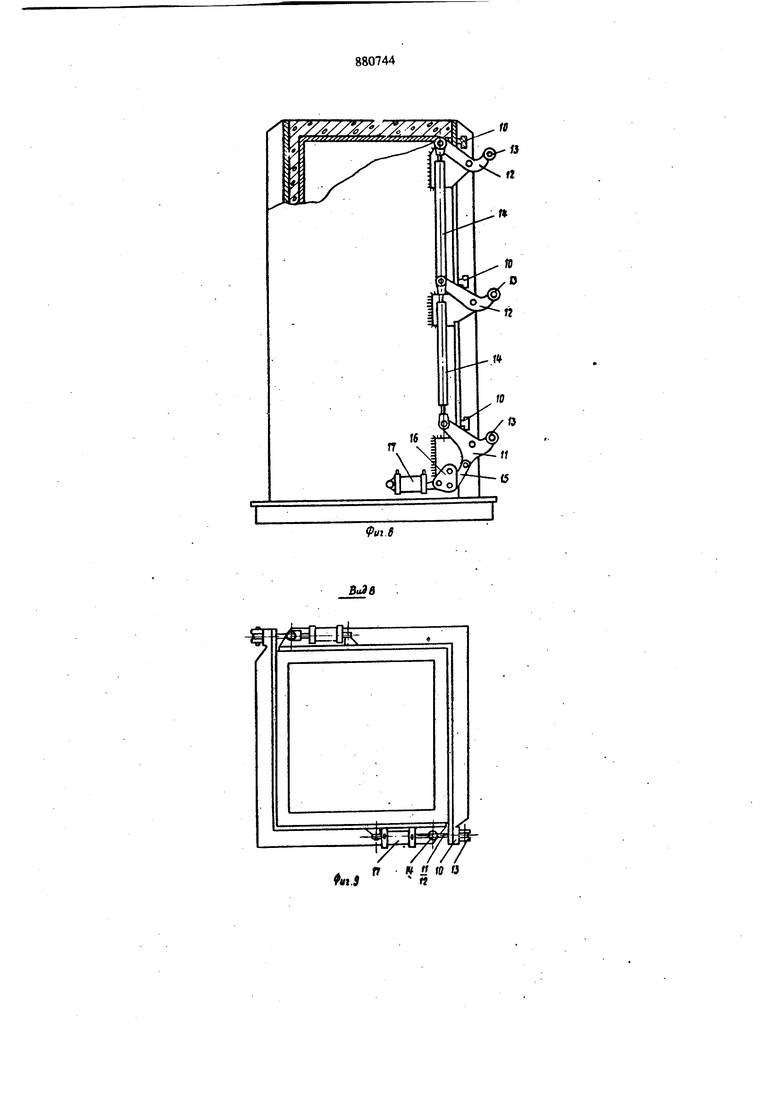


Изобретение относится к строительному производству, в частности к технологическому оборудованию, предназначенному для изготовления строительных объемных элементов. Известна установка для формования объемных элементов, состоящая из Г-образных щитон наружной опалубки, поддона с сердечником и механизмов для перемещения Г-образных щитов опалубки 1. Наиболее близкой по технической сущности является установка для изготовления объемны элементов, содержащая смонтированные на основании направляющие с подвижными Г-образными щитами наружной опалубки, подвиж ной поддон из двух полуподдонов, на каждо из которых закреплен сердечник, съемную формующую раму, установленную на поддон и определяющую толщину стенок изделий, уплотнение на сердечниках и Г-образных щитах наружной опалубки от протекания формо вочной массы, приводы для перемещения Г-образных щитов наружной опалубки и полу поддонов с сердечниками 2. Недостатком известных установок является малая степень их механизации и технологических возможностей, не предусматривающих, в частности производство облицовки изделия в процессе формования. Кроме того, отсутствует герметизация сть1ков, что приводит к протеканию формовочной массы, ее потерям и загрязнению установки, имеет место низкое качество изделий и недостаточная производительность. Цель изобретения - повыщение технологических возможностей установки путем механизации трудоемких процессов и повыщекие качества изделий. Указанная цель достигается тем, что установка, содержащая подвижные Г-образные щиты наружной опалубки, движущиеся по направляющим, сердечники, подвижную формующую раму, уплотнение на сердечниках и наружных Г-образных щитах опалубки от протекания формующей. массы, приводы для перемещения Г-образных щитов наружной опалубки и сердечника, снабжена устройствами для крепления ковров с облицовочной плиткой, смонтированными на формующих поверхностях сердечников, и устройствами для соединения Г-образных щитов наружной опалубки, причем, формующая подвижная рама выполнена разрезной - со вставкой, которая закреплена на подвижном сердечнике, а уплотнение - в виде установленных в пазу сердечников пневмоШланга и эластичной пластины, которая взаи.модействует с формующей рамой, при этом каждое из устройств для крепления ковров с облицовочной плиткой состоит из вакуумприжимов, а устройство для соединения Г-образных щитов наружной опалубки - из смонтированных в вертикальной плоскости на одном из щитов опорных площадок, а на другом - .двуплечих рычагов прикрепленных к щиту средней частью, одни плечи которых посредством роликов взаимодействуют с опорными площадками, а другие плечи - объединены щтангой,. конец которой через поворотное коромысло и тягу соединен с приводом. На фиг. 1 изображена установка при форм вании изделия, общий вид; нафиг. 2 - уста новка с раздвинутыми Г-образными щитами опалубки, отформованное изделие снято; на фиг. 3 - то же, с выдвинутым сердечником и вставкой; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - узел 1 на фиг. 4; на фиг. 6 - вид Б на фиг. 5; на фиг. 7 - устройство механического замка соединения Г-образных щитов опалубки, замок в закрытом положении; на фиг. 8 - то же, замок открыт; на фиг. 9 - вид В-В на фиг. 7; на фиг. 10 - устройство вакуумприжима для закрепления на формующих плоскостях ковров или панелей из облицованного материала; на фиг. 11 - устройство пневмомеханического уплотнения подвижной формующей рамы с сердечником. Установка содержит наружные Г-образные щиты опалубки 1 с направляющими, неподвиж ный конусный серде1 ник 2, выдвижной конус ный сердечник 3, формующая подвижная рама 4, вставка 5 подвижной рамы, направляющие рельсы 6 подвижного сердечника, привод 7 для перемещения Г-образных щитов опалуб ки, привод 8 для перемещения выдвижного сердечника, гидроцилиндры 9 подъема подвиж ной рамы 4. Устройство механического замки соединения Г-образных щитов опалубки, состо ящее из опорной площадки 10, установленной на одном щите и трехплечий рычаг 11, двухплечие рычаги 12, роликов 13, штанги 14, тяга 15, коромысло 16, силового цилиндра 17 и ограничительного валиКа 18 на другом щите. Устройство вакуумприжима для закрепления облицовочного материала на формующих плоскостях сердешиков, состоящее из корпуса 19, порщня 20, пружины 21, седла 22, щтока 23 с клапаном, манжеты 24 вакуумприжима, фильтров 25, монтажной втулки 26, вакуумного щланга 27 и щлангов сжатого воздуха 28. Устройство пневмомеханическог6 уплотнения стыка подвижной рамы с плоскостью конусного сердечника, состоящее из эластичной полосы 29, закрепленной верхней частью к плоскостям сердечника по всему его периметру винтами и стальной полосой 30, пневмощланга 31, размещенного в коробе 32 по периметру сердечника и пневмощтуцера 33 для подачи сжатого воздуха. Установка работает следующим образом. Для подготовки установки к формованиТэ изделий выдвигают посредством привода 8 сердечник 3 со вставкой 5 по направляющим рельсам 6. При этом вставка 5 удерживается на кронштейне 34 сердечника 3 посредством двух вертикальных пальцев 35, относительно которых вставка, . будучи в рабочем положении, может совершать вертикальные перемещения. Длаее производится установка ковров из какого-либо облицовочного материала на вертикальные плоскости сердечников, доступ к которым, за счет возможности выдвижения сердеч1шка 3j обеспечивается со всех сторон. Крепление ковров осуществляется вакуумприжимами следующим образом. Посредством сжатого воздуха через щланг 28 поршень 20 вакуумприжима выдвигается в рабочее положение приблизительно на 6 мм, при установке ковра 36 на плоскость сердечника 2 или 3 производится нажатие ковром на шток клапана 23, в результате клапан, сжимая пружину 21, открывает через седло 22 и фильтр 25 доступ вакуума в полость резиновой манжеты 24. За .счет создавшегося вакуума в полости манжеты ковры плотно прилегают к формующим плоскостям сердечников и удерживаются на них. Затем приводом 8 возвращают сердечник 3 в исходное положение. При этом вставка 5, находящаяся на кронштейне 34 сердечника и удерживаемая гзрумя пальцами 35, соединяется с основной частью формующей подвижной рамы 4 посредством четырех горизонтально расположенных пальцев 37, обеспешвающих жесткое положение вставки в раме при вертикальных перемещениях последней. После установки объемного арматурного каркаса на сердечники, снаряженные облицовочными коврами, сдвигают Г-образные щиты наружной опалубки 1 посредством привода 7. Запирание Г-образных щитов производится замком: шток силового цилиндра 17 через серьгу 16 и планку 15 вращает трехплечий рычаг 11, который посредством штанги 14 приводит в движение двуплечие рычаги 12, при повороте рычага 11 и 12 ролики 13, находящиеся на качалках, накатываются на опо ные площадки 10, расположенные на др5том щите, чем обеспечивается необходимый прижим Г-образных щитов опалубки друг к другу. Это положе1ше фиксируется ограничительным валиком 18 при установке тяги 15 и коромысла 16 в нейтральное положение. После запирания наружной опалубки производят- герметизацию стыков формирующей подвижной рамы 4 с сердечниками 2 и 3 посредством пневмомеханического уплотнения: через пневмоштуцер 33 подают сжатый воздух и пневмошланг 31, размещенный в коробе 32 по периметру сердечников. Пневмопшанг 31, расщиряясь, плотно прижимает эластичную полосу 29 к торцу подвижной рамы 4 и обеспечивает герметизацию ее стыка с сердечником. Формование, включая приготовление формовочной массы и ее укладку, производят общеизвестнь1ми способами.- После твердения массы производят распалубку готового изделия. Прежде всего посредством сжатого воздуха через шланг 28 утапливают поршень 20 с манжетом 24, шток с клапаном 23 под действием пружины 21 опускается на седло 22 и действие вакуума прекращается, манжета 24 от облицовочного ковра отлипает. Далее стравливается воздух из шланга 31 пневмомеханического уплотнения. Затем откры ваются замки в результате обратного движения штока силового цилиндра 17, который выводит тягу 15 с коромыслом 16 из нейтрального положения, поворачивая рычаги 11 и 12 в обратную сторону и освобождая щиты опалубки из зацепления опорных Ш1са1адок 10 и роликов 13. После раздвижки Г-образных щитов наруж ной опалубки 1 изделие сдвигают с сердечников 2 и 3 с помощью формующей подвижной рамы 4, приводимой в движение гидроцилиндрами 9. При этом вставка 5 составляет с подвижной рамой 4 единое целое, так как чеуыре горизонтально расположенных пальца 37 обеспечивают жесткость в горизонтальной плоскости, а .два вертикально расположенных пальца 35 - в вертикальной. Изделие, сдвинутое с сердечников подвижной рамы на величину 150-200 мм, затем снимают краном, а подвижную раму 4 со вставкой 5 возвращают в исходное положение. Формующие плоскости установки очищают, смазьгаают. Цикл повторяется. Формула изобретения Установка для формования объемных элементов, содержащая подвижные Г-образные щиты наружной опалубки, установленные на направляющие, подвижный поддон с закрепленными сердечниками, съемную формующую раму, уплотнение, вьшолненное на сердечниках и наружных Г-образных щитах опалубки и приводы для перемещения, наружных Г-образных щитов опалубки и поддонов с сердечниками, отличающаяся тем, что, с целью повышения технологических возмож. ностей установки и качества готовых изделий, она снабжена устройствами для крепления ковров с облицовочной плиткой, смонтирован- ными на формующих поверхностях сердечников, и устройствами для соединения наружных Г-образных щитов опалубки, причем съемная формующая рама выполнена разрезной - со вставкой, которая закреплена на подвижном сердешике, а уплотнение - в виде установленных в пазу сердечников пневмощланга и эластичной пластиной, которая взаимодействует с формующей рамой, при этом каждое из устройств для крепления ковров с облицовочной плиткой состоит из вакуумпрюкимов, а устройство для соединения Г-образных щитов наружной опалубки - из смонтированных в вертикальной плоскости на одаом из щитов опорных площадок, а на другом - двупле4JIX рычагов, прикрепленных к щиту средней частью, одни плечи которых посредством роликов взаимодействуют с опорными площадками, другие - объединены штангой, конец котоой через поворотное коромысло и тягу соедиен с приводом. Источники информации, пркяятьк во внимание при экспертизе 1. Авторское свидетельство СССР № 339411, л. В 28 В-7/22, 1970. 2. Авторское свидетельство СССР № 598756, л. В 28 В 7/22, 1976.
/2
Г7
г7
U2.J
10
zs
ф.
иг. 2
/
11 П
17
У1
Вид Б
I I
.S
Л . fr J Ю О 9п.9п и п , одкёнм. 28 fe./Й
