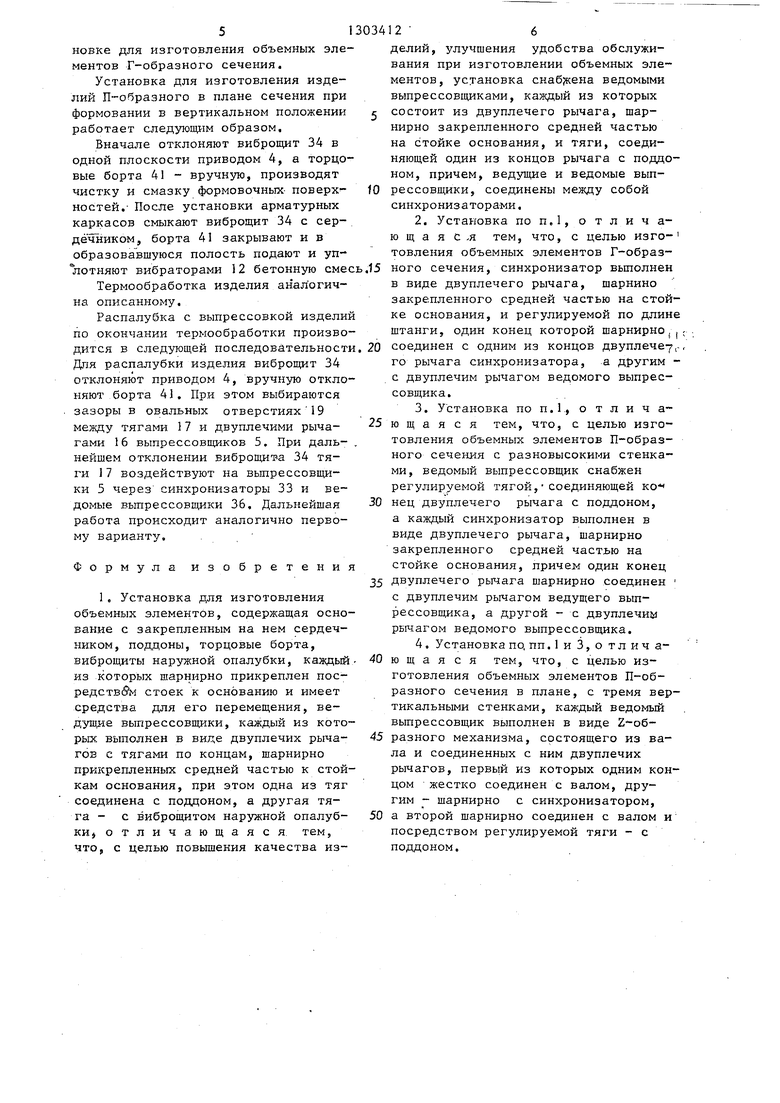
перемещения с ведущими 5 и -ведомыми выпрессовщиками 6 и синхронизаторы 7. Сердечник коробчатого сечения внутри между стенками 10 образует полость термокамеры. Для облицовки плиткой на сердечнике предусмотрены выемки 11. Снаружи каждый виброщит защищен слоем теплоизоляции и снабжен вибратором 12. Через рычаг 13 с помощью гидроцилиндра осуществляетс отклонение и запирание виброщита, который опирается на стойки 14 посредством шарниров 15. Каждый из ведущих выпрессовщиков 5 выполнен в виде двуплечего рычага 16 с опира- нием средней частью на щарнир 15 и
1
Изобретение относится к оборудованию для изготовления объемных железобетонных изделий.
Цель изобретения - повыщение качества изделий и эксплуатационных свойств установки, улучшение удобст- ва их обслуживания.
На фиг.1 изображена спаренная ус-, тановка для изготовления объемных элементов Г-образного сечения (вид A)j на фиг.2 - то же, вид в плане; на фиг.З - вид Б на фиг.1; на фиг.4 - разрез В-В на фиг.1 (щиты установки в сомкнутом положении); на фиг.5 - то же, щиты установки распалублены, изделие вьшрессовано с сердечника; на фиг.6 - установка для изготовления объемных элементов П-образного сечения (вид Б вариант); на фиг.7 - разрез Г-Г на фиг,1 (щиты установки в сомкнутом положении); на фиг.8 - то же, щиты установки раздвинуты, изделие выпрессовано; на фиг. 9 - установка для П-образных в плане изделий, формуемых в вертикальном положении, вид в плане; на фиг.10 - разрез Д-Д на фиг.9 (щиты установки в сомкнутом положении); на фиг.11 - то же, щиты установки раздвинуты, изделие вьшрессовано; на фиг.12 - разрез Е-Е на фиг.10.
Установка для изготовления объем -) ных элементов (спаренная) Г-образного сечения содержит основание 1 с закреп ленным на нем сердечником 2 и вибро12
с тягами 17 и 18 по концам. Для разделительной распалубки и выпрессов- ки изделия на рычаге 16 имеются отвальные отверстия 19 и 20. Тяга 17 шарнирно соединяет рычаг 16 с виброщитом 3, а тяга 18 жестко - с поддоном 21. Выпрессовщик 6 выполнен в виде двуплечего рычага 22 с опи-- ранием на шарнир 15 с тягой 23,жестко соединенной с поддоном 24. Синхронизатор 7 выполнен в виде двуплечего рычага 25 с опиранием на щарнир 26. Регулируемая по длине щтанга 27 щарнирно соединена с рычагами 22 и 25. 3 з.п. ф-лы, 12 ил.
щитами 3, приводы для их перемещения 4 с ведущими 5 и ведомыми выпрессовщиками 6, синхронизаторы 7 и торцовые борта 8. Основание представляет собой
5 металлическую раму с балками для закрепления виброщитов и сердечника, а также крепления привода 4 гидроцилиндра 9 перемещения виброщитов. Сердечник коробчатого сечения внутри меж ду стенками 10 образует полость термокамеры, в стенке которой уложен слой теплоизоляции. Для облицовки плиткой на сердечнике предусмотрены выемки 11. Каждый из виброщитов выполнен в виде жесткой рамы из щвел- лерной обвязки, обшитой металлическим листом. Снаружи каждый виброщит защищен слоем теплоизоляции и снабжен вибратором 12. Привод 4 перемещения
виброщитов 3 включает гидроцилиндр 9, рычаги 13 и обеспечивает отклонение и запирание каждого из виброщитов, опирающихся на стойках 14 посредством щарниров 15. Запирание виброщитов обеспечивается расположением рычагов 13 на общей оси и переходом на мерт-- вую,точку. Каждый из ведущих выпрессовщиков 5 выполнен в виде двуплечего рычага 16 с опиранием средней
частью на щарнир 15 и с тягами 17 и 18 по концам. На двуплечем рычаге 16 для раздельной распалубки и выпрес- совки изделия предусмотрено в верти- кальном направлении овальное отверс- 35тие 19 для соедиения с тягой 17 и в
25
горизонтальном направлении овальное отверстие 20 для соединения с тягой 18, жестко соединенной с Поддоном 21 Каждый из выпрессовщиков 6 также выполнен в виде двуплечего рычага 22 с опиранием средней частью на шарнир 15, с тягой 23, жестко соединенной с поддоном 24. Каждый синхронизатор 7 выполнен в виде двуплечего рычага 25 с опиранием средней частью на шарнир 26 и шарнирно соединенного с одним из концов регулируемой по длине штанги 27. Другой конец штанги 27 соединен с двуплечим рычагом 22 ведомого выпрессовщика 6. Другим концом двуплечий рычаг 25 шарнирйо связан с двуплечим рычагом 16 ведущего выпрессовщика 5. Каждый торцовый борт 8 закреплен шарнирно на сер дачнике и выполнен с возможностью ручного откидывания. Формовочная полость установки для изготовления объемных элементов П-образногр сечения обеспечивает возможность горизонтального расположения плиты пе- рекрытиЯ|стенки расположены верти- кально вниз между виброщитами 3 и 28 и сердечником 29. При этом стенки могут быть разновысокими.
В этом варианте установки каждый из ведущих выпрессовщиков 5 выполнен аналогично рассмотренному. Каждый из ведомых выпрессовщиков 30 выполнен в виде двуплечего рычага 22 с опиранием средней частью на шарнир 15 и снабжен регулируемой по длине тягой 31, жестко соединенной с поддоном 32. Соответственно каждый синхронизатор 33 выполнен в виде двуплечего рычага 25 с опиранием сред- ней частью на шарнир 26. При этом один конец двуплечего рычага 25 синхронизатора 33 шарнирно соединен с ведущим выпpeccoвш кoм 5, другой конец рычага 25 - с ведомым выпрес- совщиком 30. Торцовый борт 8 выполнен также аналогично первому варианту установки.
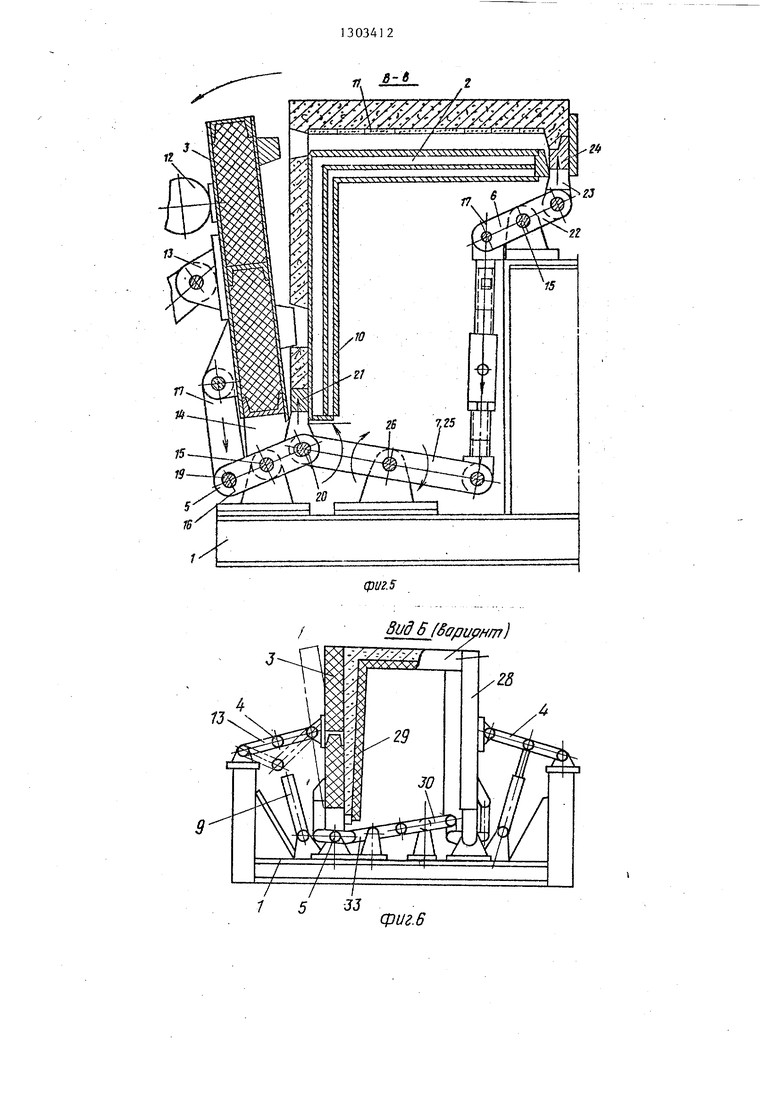
Третий вариант установки предназначен для изготовления объемных элементов П-образного сечения в плане, формуемых в вертикальном положении между виброщитом 34 и сердечником 35, Для облегчения распалубки предусмотрены вертикальные и горизонтальные технологические уклоны., Каждый из ведущих выпрессовщиков 5 и синхронизаторов 33 выполjO 5 0 5
0 5 0 5
0
нен аналогично рассмотренным выше. Каждый из ведомых выпрессовщиков 36 выполнен (в правом или левом исполнении) в виде Z-образного механизма, состоящего из одноплечего рычага 37, шарнирно соединенного с синхронизатором 33 и жестко скрепленного с валом 38 при помоЕш шпонки 39. Другим концом вал 38 также жестко скреплен с вторым одноплечим рычагом 37, шарнирно соединенным с регулируемой по длине тягой 31, жестко соединенной с поддоном 40. Торцовые борта 41 замыкают формовочную полость с возможностью откидывания, и запирания вручную.
Спаренная установка для изготовления объемных элементов варианта Г-образного сечения работает следующим образом.
Отклоняют виброщиты 3 приводом 4, а торцовые борта 8 - вручную, далее производят чистку и смазку формовочных поверхностей. После установки арматурных каркасов смыкают виброщиты 3 и борта 8 ив образовавшуюся полость подают и уплотняют вибраторами 12 бетонную смесь. Затем подают и уплотняют бетонную смесь с помощью виброрейки, образуя полочные поверхности. Прогревают изделие паром или другим теплоносителем.
Распалубка с выпрессовкой изделия по окончании термообработки производится в следующей последовательности. Для распалубки изделия отклоняют виброщиты 3 приводами 4, а торцовые борта 8 - вручную. При этом вначале выбираются зазоры в овальных отверстиях 19 между тягами 17 и двуплечими рычагами 16 выпрессовщиков 5. При дальнейшем отклонении виброщитов 3 тяги 17 воздействуют на выпрессовщики 5 и через синхронизаторы 7 на ведомые выпрессовщики 6. При этом поддоны 21 и 24 движением вверх одновременно открывают изделие от сердечинка 2. Готовое изделие снимают краном и отправляют на склад.
5
Установка для изготовления объемных элементов П-образного сечения с вертикальными стенками работает следующим образом.
Вначале отклоняют виброщиты 3 и 28 приводами 4 а торцовые борта 8 - вручную.
Производят чистку и смазку формовочных поверхностей аналогично уста51
новке для изготовления объемных элементов Г-образного сечения.
Установка для изготовления изделий П образного в плане сечения при формовании в вертикальном положении работает следующим образом.
Вначале отклоняют виброщит 34 в одной плоскости приводом 4, а торцовые борта 41 - вручную, производят чистку и смазку формовочных- поверх-- ностей,- После установки арматурных каркасов смыкают виброщит 34 с сер- дё чником, борта 4 закрывают и в образовавшуюся полость подают и уп- Ъотняют вибраторами 12 бетонную смес
Термообработка изделия анал огич- на описанному.
Распалубка с выпрессовкой изделий по окончании термообработки производится в следующей последовательности Для распалубки изделия виброщит 34 отклоняют приводом 4, вручную отклоняют борта 41. При этом выбираются зазоры в овальных отверстиях 19 между тягами 17 и двуплечими рыча- гами 16 выпрессовщиков 5. При даль- нейшем отклонении виброщит-а 34 тяги 17 воздействуют на вьтрессовщи- ки 5 через синхронизаторы 33 и ведомые выпрессовщики 36, Дальнейшая работа происходит аналогично первому варианту.
Формула изобретения
1. Установка для изготовления объемных элементов, содержащая основание с закрепленным на нем сердечником, поддоны, тордовые борта, виброщиты наружной опалубки, каждый из которых шарнирно прикреплен пос- ре.р,ств&м стоек к основанию и имеет средства для его перемещения, ве- дупще выпрессовщики, каждый из которых выполнен в виде двуплечих рыча- гов с тягами по кондам, шарнирно прикрепленных средней частью к стойкам основания, при этом одна из тяг соединена с поддоном, а другая тяга - с виброщитом наружной опалуб- ки отличающаяся тем, что, с целью повьппения качества из
O 5
0 0
5
0 5 0
12 6
делий, улучшения удобства обслуживания при изготовлении объемных элементов, установка снабжена ведомыми выпрессовщиками, калодый из которых состоит из двуплечего рычага, щар- нирно закрепленного средней частью на стойке основания, и тяги, соединяющей один из кондов рычага с поддоном, причем, ведущие и ведомые выпрессовщики, соединены между собой синхронизатора-ми.
2.Установка по п,1, отличающая с -Я тем, что, с целью изго- товления объемных элементов Г-образного сечения, синхронизатор вьшолнен в виде двуплечего рычага, шарнино закрепленного средней частью на стойке основания, и регулируемой по длине щтанги, один конец которой шарнирноj|; соединен с одним из концов двуплече71- го рычага синхронизатора, а другим - с двуплечим рычагом ведомого выпрес- совщика.
3.Установка по п,1, о т л и ч а ю щ а я с я тем, что, с целью изготовления объемных элементов П-образ- ного сечения с разновысокими стенками, ведомый выпрессовщик снабжен регулируемой тягой, соединяющей ко нец двуплечего рычага с поддоном,
а каждый синхронизатор выполнен в виде двуплечего рычага, шарнирно закрепленного средней частью на стойке основания, причем один конец двуплечего рычага шарнирно соединен с двуплечим рычагом ведущего вып- рессовщика, а другой - с двуплечим рБгчагом ведомого выпрессовщика.
4.Установка по, пп. 1 и 3, о т л и ч а- ю щ а я с я тем, что, с целью изготовления объемных элементов П-об- разного сечения в плане, с тремя вертикальными стенками, каждый ведомьш выпрессовщик выполнен в виде Z-об- разного механизма, состоящего из вала и соединенных с ним двуплечих рьиагов, первьм из которых одним концом жестко соединен с валом, другим - шарнирно с синхронизатором,
а второй шарнирно соединен с валом и посредством регулируемой тяги - с поддоном.
г
1303412
Вид А

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления объемного элемента крышной части здания | 1978 |
|
SU770797A1 |
| Установка для формования строительных изделий | 1980 |
|
SU895674A1 |
| Устройство для изготовления объемных элементов | 1980 |
|
SU935301A1 |
| Устройство для формования объемных железобетонных элементов | 1972 |
|
SU445577A1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| Кассетная форма для изготовления строительных изделий | 1980 |
|
SU958090A1 |
| Установка для формования железобетонных изделий | 1978 |
|
SU745689A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU905097A1 |
| Установка для изготовления преимущественно преднапряженных железобетонных изделий | 1986 |
|
SU1433813A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU850393A1 |




Изобретение относится к оборудованию для изготовления объемных железобетонных элементов. Целью изобретения является повышение каче;ства изделий, улучшение удобства обслуживания при изготовлении объемных элементов. Установка содержит основание 1с закрепленным на нем сердечником 2и виброщитами 3, приводы для их в-в 12. фиг4 гз,2 (Л
ДО-.
сриг.1
ДШп
3i/ffS
Tf
13
§ Jd 6jSopimHm 28
фиг. 6
12
Г- Г
фиг. 7
26
72
г-r
Технолоzi/vecmу/(лон
фиг. 9
303412
&-A побернулю
-4Г
J4
tf
фиг.ю
Я АпоВерну/по
(рг г/У
Е Е поверну/по
3ft
35
фш.12
/
V
фш.12
Редактор Пчелинская
Составитель В.АнДрюшин Техред В.Кадар
Заказ 1260/19Тираж 525Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор С.Черни
| Установка для изготовления объемного элемента крышной части здания | 1978 |
|
SU770797A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
