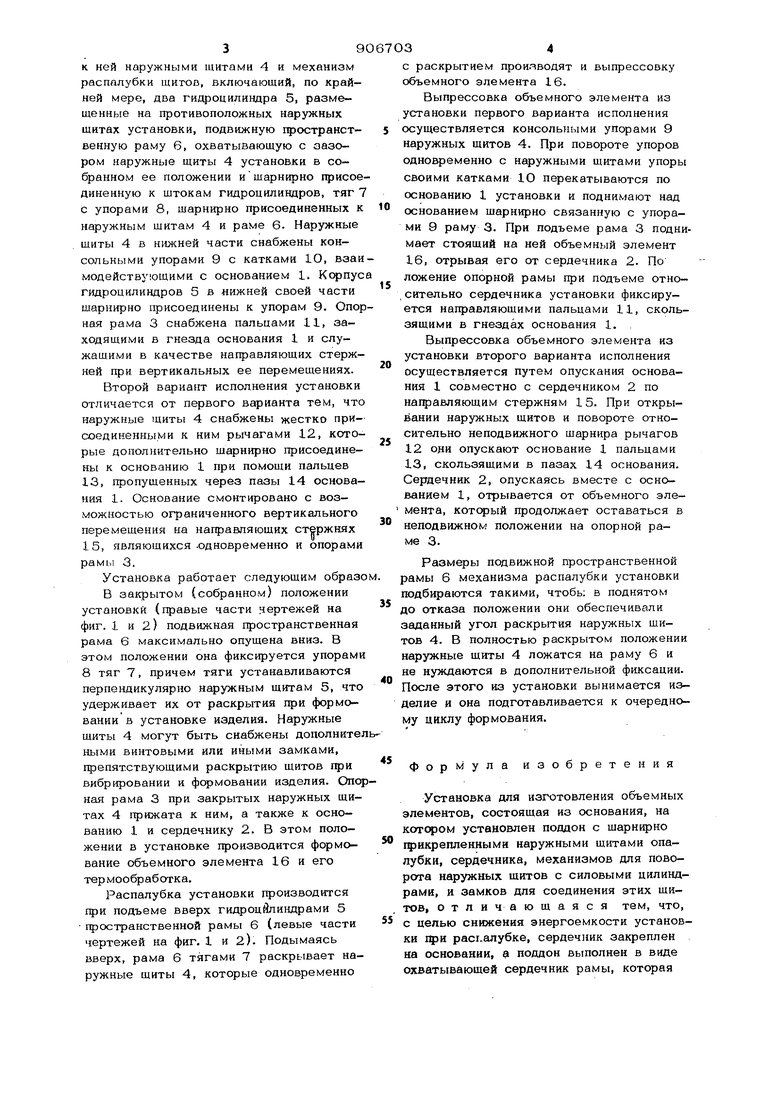
(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ Йзобоетение относится к технологичес кому оборудованию, применяемому на заводах, иагохавливающих опытные строительные элементы. Известна установка для изготовления. объемных элементов, состоящая из основания, на котсром установлен поддон с шарнирно прикрепленными наружными шитами опалубки, сердечника механизмов для поворота наружных щитов с силовыми цилиндрами и замков для соединения этих щитов 1 . Недостаток известной установки - бол шая энергоемкость при снятии изделия нз установки и извлечении сердечника. Цель изобретения - снижение энергоемкости установки при распалубке. Указанная цель достигается тем, что в установке, состоящей из основания, на котором .установлен поддон с шарнирно 1рикреш1бннымн наружными щитами опалубки, сердечника, механизмов для повс та наружных щитов с силовыми цилиндрами и замков для соединения этих щитов, ЭЛЕМЕНТОВ сердечник закреплен на основании, а поддон выполнен в внде охватывающей сердечник рамы, которая снабжена приспособлениями для вертикальных ее перемещений, причем приспособление выполнено в виде коромыспа, к центру Korqporo прикреплены щаркирно силовой цилиндр механизма поворота щита и поддона посредством кронштейна, гфи этом один конец коромьюла жестко закреплен на наружном щите опалубки, а Од)угой установлен на основании с возможностью перемещения. На фиг. I и 2 1федставлень1 комбинированные разрезы по гфедлагаемой установке, соответственно первого и второго вариантов исполнения, где на правой половине чертежей показаны варианты установки в собранном положении, а на левой половине - в распалубленном положении; на фиг. 3 - вид А на фнг. 1. . Установка по первому варианту исполнения содержит основание 1 с жестко закрепленным на нем сердечником 2, опорную ааму 3 с шарнирно прикрепленным 39 к ней наружными щитами 4 и механизм распалубки щитов, включающий, по крайней мере, два гидфоцилиндра 5, размещенные на противоположных наружных шитах установки, подвижную пространственную раму 6, охватывающую с зазором наружные щиты 4 установки в собранном ее положении и щарнирно присое диненную к штокам гидроциливдров, тяг с упорами 8, шарнирно присоединенных к наружным шитам 4 и раме 6. Наружные щиты 4 в нижней части снабжены консольными упорами 9 с катками Ю, взаи модействующими с основанием 1. гидроцилиндров 5 в нижней своей части шарнирно присоединены к упорам 9. Опо ная рама 3 снабжена пальцами 11, заходящими в гнезда основания 1 и служашими в качестве направляющих стержней при. вертикальных ее перемещениях. Второй вариант исполнения установки отличается от первого варианта тем, что наружные щиты 4 снабжены жестко присоединенными к ним рычагами 12, которые дополнительно шарнирно присоединены к основанию 1 при помощи пальцев 13, пропущенных через пазы 14 основания 1. Основание смонтировано с возможностью ограниченного вертикального перемещения на направляющих стержнях 15, являющихся-одновременно и опорами рамы 3. Установка работает следующим образ В закрытом (собранном) положении установки (правые части чертежей на фиг. 1 и 2) подвижная пространственная рама 6 максимально опушена вниз. В этом положении она фиксируется упорами 8 тяг 7, причем тяги устанавливаются перпендикулярно наружным щитам 5, что удерживает их от раскрытия гфи формовании в установке изделия. Наружные щиты 4 могут быть снабжены дополните ными винтовыми или иными замками, щэепят.ствующими раскрытию щитов пря вибрировании и формовании изделия. Опо ная рама 3 при закрытых наружных щитах 4 прижата к ним, а также к основанию 1 и сердечнику 2. В этом положении в установке производится формование объемного элемента 16 и его термообработка. Распалубка установки производится при подъеме вверх гидроцйлиндрами 5 пространственной рамы 6 (левые части чертежей на фиг. 1 и 2). Подымаясь вверх, рама 6 тягами 7 раскрывает наружные щиты 4, которые одновременно З с раскрытием производят и выпрессовку объемного элемента 16. Выпрессовка объемного элемента из установки первого варианта исполнения осуществляется консольными упорами 9 наружных щитов 4. При повороте упоров одновременно с наружными щитами упоры своими катками Ю перекатываются по основанию 1 установки и поднимают над основанием шарнирно связанную с упорами 9 раму 3. При подъеме рама 3 поднимает стоящий на ней объемный элемент 16, отрывая его от сердечника 2. По ложение опорной рамы при подъеме относительно сердечника установки фиксируется направляющими пальцами 11, скользящими в гнездах основания 1. Выпрессовка объемного элемента из установки второго варианта исполнения осуществляется путем опускания основания 1 совместно с сердечником 2 по направляющим стержням 15. При открыйании наружных щитов и повороте относительно неподвижного щарнира рычагов 12 они опускают основание 1 пальцами 13, скользящими в пазах 14 основания. Сердечник 2, опускаясь вместе с основанием 1, отрывается от объемного элемента, кoтqpъIй продолжает оставаться в неподвижном положении на опорной раме 3. Размеры подвижной пространственной рамы 6 механизма распалубки установки подбираются такими, чтобь; в поднятом до отказа положении они обеспечивали заданный угол раскрытия наружных щитов 4. В полностью раскрытом положении наружные щиты 4 ложатся на раму 6 и не нуждаются в дополнительной фиксации. После этого из установки вынимается изделие и она подготавливается к очередному циклу формования. Формула изобретения Установка для изготовления объемных элементов, состоящая из основания, на котором установлен поддон с щарнирно гфикрепленными наружными щитами опалубки, сердечника, механизмов для поворота наружных ШИТОВ с силовыми цилиндрами, и замков для соединения этих щитов, отличающаяся тем, что, с целью снижения энергоемкости установки оря расг.алубке, сердечник закреплен на основании, а поддон выполнен в виде охватывающей сердечник рамы, которая
снабжена приспособлениями для вертикальных ее перемещений, причем приспособление выполнено в виде коромысла, к центру которого прикреплены шарнирно силовой цилиндр механизма поворота щита и поддона посредствам кронштейна, при этом один конец коромысла жестко закреплен на наружном щите опалубки, а другой установлен на основании с возможностью перемещения.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 727447. кл. В 28 В 7/22, 1978.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления объемного элемента крышной части здания | 1978 |
|
SU770797A1 |
| Устройство для изготовления объемных элементов | 1980 |
|
SU935301A1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |
| Установка для формирования объемных элементов | 1980 |
|
SU874362A1 |
| Установка для формования монолитных объемных железобетонных элементов типа "колпак" | 2023 |
|
RU2805026C1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU850393A1 |
| Установка для изготовления объемных блоков | 1980 |
|
SU952603A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Пост формования технологической линии для изготовления объемных блоков | 1985 |
|
SU1465334A1 |

Bt4dA y////7/////////////////////////////////// ФЦ.З /
