ней клетью. По истечении времени транспортирования полосы между клетями снимается воздействие с выходной клети и изменение скорости выходной и предпоследней клетей выравнивается. Таким образом, по окончании переходного процесса первоначальное отклонение толщины полосы на выходе будет компенсировано изменением толщины полосы в предпоследней клети, натяжение полосы восстанавливается до первоначального значения 1 . .
Недостаттсом известного устройства является то, что правильно настроенный регулятор натяжения вступит в работу при появлении отклонения .натяжения, вызванного работой регулятора толши- 1ПЫ, Это приведет к перерегулированию натяжения, так как по истечении времени транспортирования регулятор толщины восстановит отклонение натяжения, вызванное его работой.
Таким образом, взаимодействие известной системы регулирования натяжения с системой регулирования толщины приводит к колебательному режиму по натяжению в выходной зоне стана, т. е. к значительному снижению качества прокатанной полосы и нарушению устойчивости процесса прокатки.
Цель изобретения - повьппение устойчивости процесса регулирования натяжен и улучшение качества выпускаемой продукции.
Для достижения поставленной цели предлагаемое устройство, содержащее датчик натяжения, задатчик натяжения, первый элемент сравнения, блок умножения, регулятор натяжения, элемент сравнения и системы управления приводами валков последней и предпоследней клетей, причем выход датчика натяжения соединен с первым входом первого элемента сравнения, второй вход которо го соединен с выходом задатчика натяжения, вькод элемента сравнения соединен с первым входом блока умножения, выход блока умножения через регулятор натяжения соединен со входом блока регулируемого запаздавания, выход которого соединен с первым входом второго элемента сравнения, выход регулятора натяжения соединен со вторым входом второго элемента сравнения, выход которого соединен со входом системы управления приводами валков последней клети, дополнительно содержит третий и четвертый элементы сравнения регулятор толшииэ полосы, нелинейный
преобразователь и измеритель толщины полосы за последней клетью, причем выход измерителя толщины полосы за последней клетью соединен со входом регулятора толщины полосы, первый выход которого соединен с первыми входами третьего и четвертого элементов сравнения, второй выход регулятора толщины полосы соединен с третьим входом второго элемента сравнения и со вторым входом третьего элемента сравнения, выход которого через нелинейный преобразователь соединен со вторым входом блока умножения, второй вход четвертого элемента сравнения соединен с выходом регулятора натяжения, выход четвертого элемента сравнения соединен со входом системы управления приводами валков предпоследней клети.
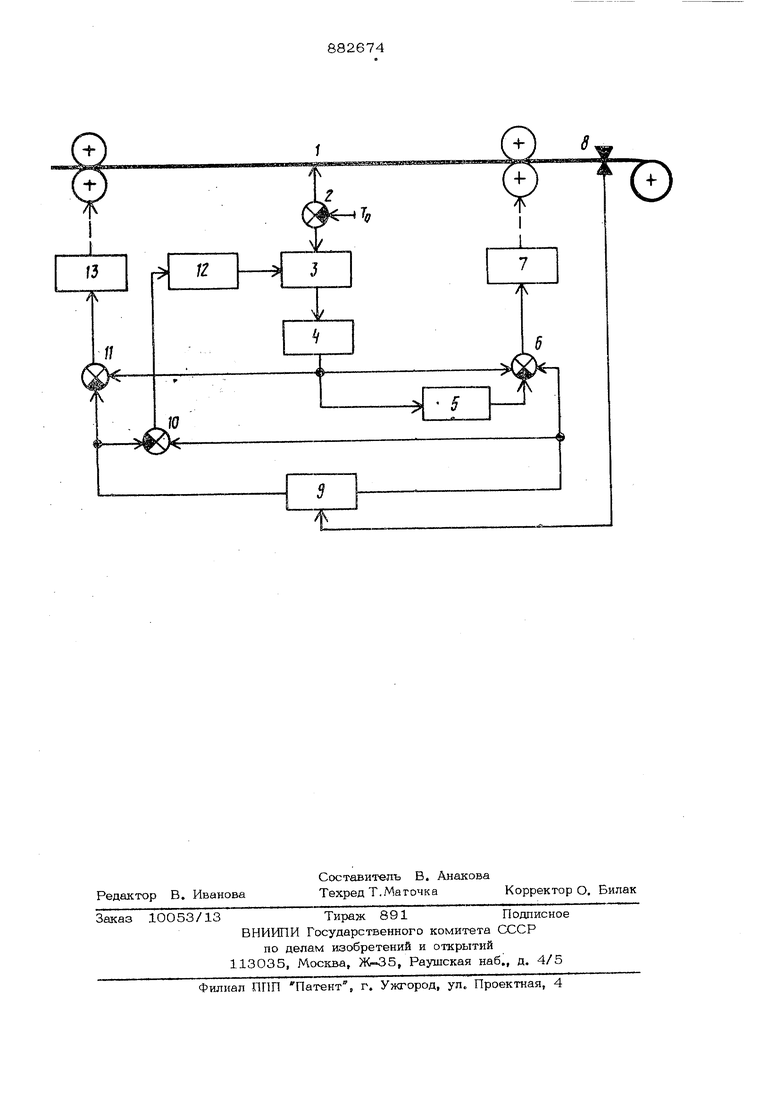
На чертеже изображено предлагаемое устройство.
Выход датчика 1 натяжения полосы через элемент 2 сравнения, в который на второй вход вводится уставка натяже T(j, соединен с первым входом блока 3 умножения, выход которого соединен со входом регулятора 4 натяжения.
Выход регулятора 4 натяжения соединен соответственно со входом блока 5 регулируемого запаздывания, выход которого соединен с первым входом второго элемента 6 сравнения, выход регулятора 4 натяжения соединен со вторым входом второго элемента 6 сравнения, выход которого соединен со входом системы 7 управления приводами валков последней клети, выход измерителей 8 толщины полосы за последней клетью соединен со входом регулятора 9 толщины полосы, первый выход которого соединен с первыми входами третьего и четвертого элементов 1О, 11 сравненизя, второй выход регулятора 9 толщины полосы соединен с третьим входом второго элемента 6 сравнения и со вторым входом третьего элемента 10 сравнения, выход которого через нелинейный
преобразователь 12 соединен со вторым входом блока 3 умножения, второй вход четвертого элемента 11 сравнения соединен с выходом регулятора 4 натяжения, выход четвертого элемента 11 сравнения соединен со входом системы 13 управления приводами валков предпоследней клети.
Устройство работает следующим образом.
Текущее значение натяжения полосы, измеренное датчиком 1, сравнивается в элементе 2 сравнения с заданным значением Т , и сигнал отклонения натяжения полосы поступает через блок 3 умножения на вход регулятора 4. При отсутствии разностного сигнала воздейстВИЙ регулятора толщины на скорости выходной и предпоследней клети стана, блок 3 умножения передает сигнал от клонения натяжения с коэффициентом К 1, Сигнал с выхода регулятора 4 поступает на входы систем управления скоростями валков предпоследней и выходной клетей. Спустя время транспорти рювания полосы между клетями, из сигнала воздействия на скорость выходной клети вычитается сигнал с выхода блока 5 регулируемого запаздьшания. В ре зультате рассогласования скоростей клетей изменяется межклетевое натяжение и обжатие полосы в валках выходной кле ти, а толщина полосы за выходной е- тью остается неизменной, так как прираш i вне толщины, вызванное рассогласованием скоростей, компенсируется противополож ным по знаку приращением толщины пол сы, входящей в выходную клеть и возни шим в валках предпоследней клети в мом сргласованного воздействия на скорости к При работе регулятора 9 толщины по лосы, вызванное рассогласованием скоростей клетей, отклонение натяжения по истечении времени транспортирования по лосы между клетями уменьшается до О, поэтому система регулирования натяжения не должна реагировать на эти изменения натяжения. Для выполнения этого условия нал разности воздействий регулятора то щины на системы управления скоростями выходной и предпоследней клети выделяемый элемент 1О сравнения поступает через нелинейный преобразователь 12 на второй вход блока 3 умножения, обеспечивая снижение коэффициента передачи блока 3 умножения (и системы регулирования натяжения в целом) при работе регулятора толщины. Эффективность предлагаемого устройства заключается в улучшении качества прокатанной полосы. Экономическая эффективность от внед рения устройства составит не менее 90 тыс, руб, в год на один стан. Формула изобретения Устройство для регулирования натяжения полосы на выходе непрерьгоного прокатного стана, содержащее датчик натяжения, задатчик натяжения, первый элемент сравнения, блок умножения, регулятор натяжения, блок регулируемого запаздьшания, второй элемент сравнения и системы управления приводами валков последней и предпоследней клетей, причем выход датчика натяжения соединен с первым входом первого элемента сравнения, второй вход которого соединен с выходом задатчика натяжения, выход элемента сравнения соединен с первым входом блока умножения, выход блока умножения через регулятор натяжения соединен со входом, блока регулируемого запаздьтания, выход которого соединен с первым входом второго элемента сравнения, выход регулятора натяжения соединен со вторым входом второго элемента сравнения, выход которого соединен со входом системы управления приводами валков последней клети, отличающееся тем, что, с целью повьпиения устойчивости процесса регулирования натяжения и улучшения качества вьшускаемой продукции, оно дополнительно содержит третий и четвертый элементы сравнения, регулятор толщины полосы, нелинейный преобразователь и измеритель толщины полосы за последней клетью, причем выход измерителя толщины полосы за последней клетью соединен со входом регулятора толщины полосы, первый выход которого соединен с первыми входами третьего и четвертого элементов сравнения, второй выход регулятора толщины полосы соединен с третьим входом второго элемента сравнения и со вторым входом третьего элемента сравнения, выход которого через нелинейный преобразователь соединен со вторым входом блока умножения, второй вход четвертого элемента сравнения с выходом регулятора натяжения, выход четвертого элемента сравнения соединен со входом системы управления приводами валков предпоследней клети. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 4727О8, кл, В 21В 37/ОО, 1973,


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки и устройство для его осуществления | 1990 |
|
SU1734905A1 |
| Устройство для регулирования натяжения полосы на непрерывном прокатном стане | 1982 |
|
SU1065051A1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки | 1978 |
|
SU774646A1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| Устройство для регулирования натяжения полосы | 1973 |
|
SU472708A1 |
| Устройство регулирования толщины полосы на стане непрерывной прокатки | 1976 |
|
SU613833A1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном прокатном стане | 1983 |
|
SU1202650A1 |
| Способ управления частотой вращения наклонных валков кольцепрокатного стана | 1990 |
|
SU1734904A1 |
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
| Устройство для ограничения натяжения полосы | 1981 |
|
SU1003950A1 |