I
Изобретение относится к сельхозмашиностроению, а именно к устройствам для подготовки Деревянных кольев, применяемых, например на молодых виноградниках при высокоштамбовой формировке кустов.
Известна распиловочная машина, вклю- чаюшая конвейер для подачи заготовок к пилам, захваты, удерживаюшие заготовку во время движения через машину, и пили, установленные со смещением по ходу подачи заготовки, которые могут устанавливаться под заданным углом, принимать определенное положение по вертикали и обрабатывать один или оба конца заготовки на клин ll
Однако эта машина обеспечивает обработку отрезков древесины с постоянной высотой поперечного сечения их. При подаче на машину отрезков древесины с различным по высоте поперечным сечением они неравномерно и ненадежно прижимаются, более толстые отрезки лучше будут прижиматься, а более тонкие (идушие непосредственно за толстыми) - хуже, а следовательно, во время их движения через машину они недостаточно устсй чивы, заточка их под лопатку получается некачественная, в результате смешения центра поперечного сечения отрезков оч относительно распиливающих рабочих органов -пил. Вершина лопатки получается неполностью заостренной на клин и эксцентричной l.
Известен так же станок для обработки
10 деревянных деталей на клин, включающий круглые пилы с расположением осей их вращения под углом, подпружиненный стол с прижимами и привод, позволяющий одновременно зажимать и подавать деталь
15 на пилы 2}
Однако известный станок малопроизводителен, так как при обработке каждой деревянной детали механизм подачи на пилу совершает рабочий и холостой ход,
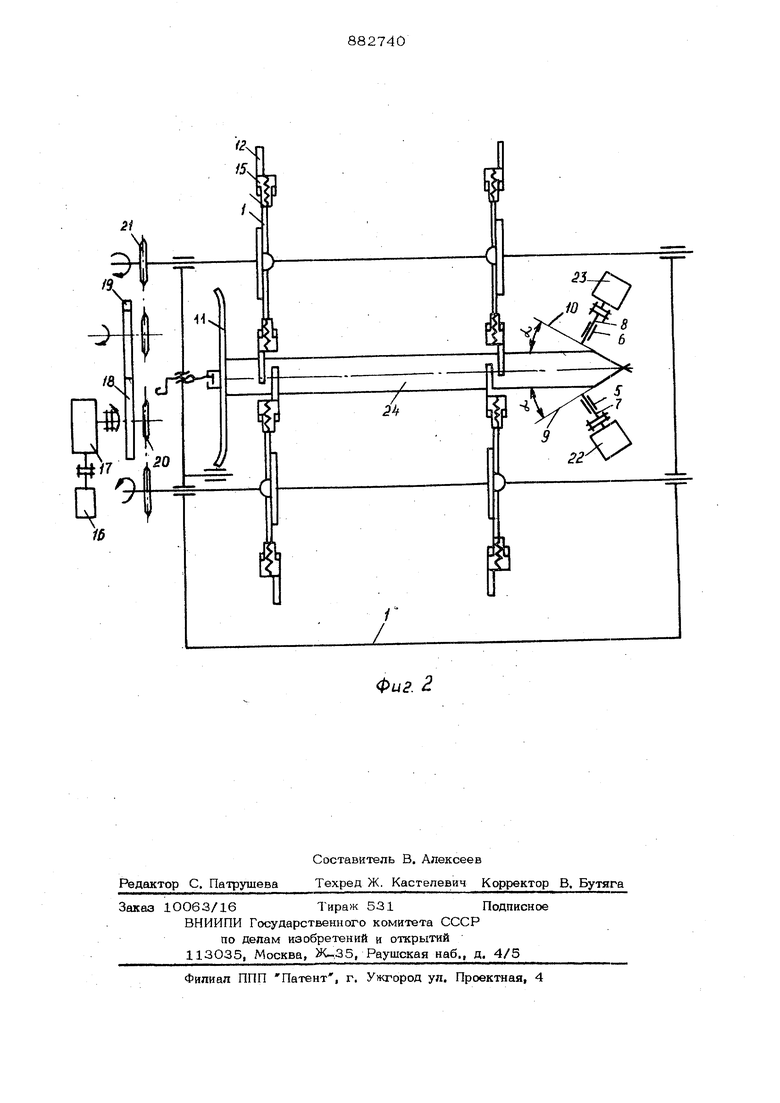
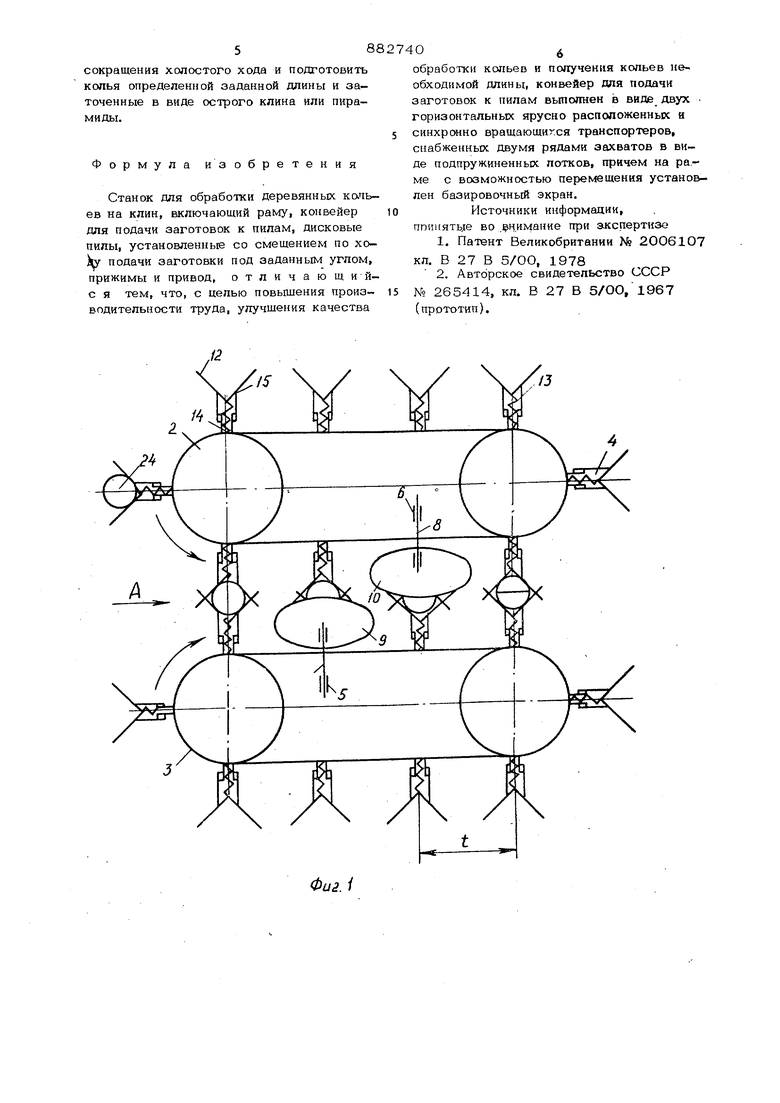
20 при котором необходимо отвести отработанную деталь. Кроме того, невозможно получить обработанные детали заданной длины и полностью заостренных на клин. 38 Цепь изобретения - повышение производитепьности труда, улучшение качества обработки кольев и получения кольев необ ходимой длины. Поставленная цель достигается тем, что конвейер для подачи заготовки к пилам вьтолнен в виде двух горизонтальных ярусно расположенньк и синхронно вращающихся транспортеров, снабженных двумя рядами захватов в виде подпрукиненньЕс лотков, причем на раме с возмож ностью перемещения установлен базиро вочный экран. На фиг. 1 изображен станок для обработки деревянных кольев на клин,фронтальная проекция} на фиг. 2 - то же, профильная проекция. Станок для обработки деревянных койь ев на клин состоит из рамы 1, на которо смонтированы два ярусно расположенных транспортера - верхний 2 и нижний 3 несущий через определенный интервал i подпружиненные прижимы 4. Сбоку транспортеров 2 и 3 HP общей их раме 1 в подшипниках 5 и 6 установлены валы 7 и 8 с круглыми пилами 9 и Ю такимоб разом, что последние расположены под углом с/- к горизонтальной плоскости. При этом валы 7 и 8 расположены в вертикальных параллельных плоскостях, перпен .дикулярных направлению подачи кольев с возможностью регулирования угла наклона oL . С другой стороны транспортеров 2 и 3, противоположной круглым пилам 9 и 10, установлен экран 11, слу жащий для выравнивания торцов кольев при подаче к заточке и последующего получения кольев одинаковой длины. Каждый прижим 4 выполнен в виде лотка 12 жестко закрепленного на стакане 13, сво бодно насаженного на втулке 14. Во втул ке 14 вмсйятирована пружина 15, упирающаяся верхним торцом в лоток 12. Лотки 12 парных прижимов 4. смонтированных на транспортерах 2 и 3, расположен со смещением вдоль зажимаемого кола. Привод транспортеров осуществляют от вала отбора мощности трактора 16 через понижающий редуктор 17. Круглые пилы 9 и 10 приводятся гидродвигателями Приводом транспортеров и круглых пил может служить такЖе электродвигатель. Привод транспортеров осуществляют от вала отбора мощности трактора 16 через понижающий редуктор 17, зубчатую пару 18, 19 и цепные передачи 20, 21. Круглые пилы 9 и 10 приводятся гидродвигателями 22 и 23. 0 Работает станок следующим образом. Рабочий вставляет колья 24 (по одному) в лотки 12 прижимов 4, например нижнего транспортера 3, и придерживает его до подхода соответствующего парного прижима с верхнего транспортера 1 и последующего замыкания между парными лотками 12. Далее транспортеры 2 и 3 перемещают замкнутыми прижимами (снизу и сверху) колья к рабочим органам для заточки, круглым пилам 9 и Ю. Так как последние расположены под углом к горизонтальной плоскости, а проекция их осей вращения на эту же плоскость параллельно кольям, то принудительно надвигаемые транспортерами они подвергаются косому распиливанию с диаметрально противоположных сторон первоначально пилсй 9, затем пилой 1О. После заточки, колья перемещают в том же направлении транспортерами 2 и 3 до размыкания прижимов 4 и последующего их выпадания из них. Надежный зажим кольев между парными зажимами в зоне внутренних ветвей транспортеров и наде жное центрирование кольев при разньсс их диаметрах в процессе косого распиливания осуществляется равносильно подпружиненньши парными лотками 12. При установке в лотки 12 прижимов 4 кол сдвигают в сторону до упора в экран 11, являющейся установочной базой, позволяющей отпили.-) вать излишки длинных кольев. При необходимости заострения в виде четырехгранной пирамиды первоначально затачивают с двух сторон (лопаткой), после чего их повторно устанавливают в лотки 12 прижимов 4, ориентируя лопатку (заточенный конец) по вертикали, и певторно пропускают через заточньй механизм. Регулировку транспортеров по разности фаз осуществляют следующим образом. Перед монтажом усрсАства выводят из зацепления зубчатую пару 18-19. -Далее собирают транспортеры 2 и 3, цепные передачи 20 и 21 и устанавливают кол в прижимы 4 нижнего транспортера при его набеганий на звездочку. После этого проворачивают оба транспортера до замыкания кола, а после останоши их в этом положении вводят в зацепление зубчатую пару 18-19 и Эакрепляпот ее. После такой наладки Движения транспортеров совпадают по фазе. Таким образом, предлагаемое устройство дает возможность повысить производительность более чем в три раза путем сокращения холостого хода и подготовить копья определенной заданной длины и заточенные в виде острого клина или пирамиды. Формула из обретения Станок для обработки деревянных капьев на клин, включающий раму, конвейер для подачи заготовок к пилам, дисковые пилы, установленные со смещением по хо)| подачи заготовки под заданным углом, прижимы и привод, отличающийс я тем, что, с целью повышения производительности труДа, улучшения качества 8 0 обработки кольев и получения кольев необходимой длины, конвейер для подачи заготовок к пилам вьтолнен в виде двух горизонтальных ярусно расположенных н синхронно вращающихся транспортеров, снабженных двумя рядами захватов в виде подпружиненных лотков, причем на ра,- ме с возможностью перемещения установлен базировочный экран. Источники информации, ппииятуе во .вднмание при экспертизе 1.Патент Великобритании М 20061О7 кл. В 27 В 5/00, 1978 2.Авторское свидетельство СССР № 265414, кл. В 27 В 5/ОО/1967 (прототип).
21
7,
Фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОПЕРЕЧНОЙ РАСПИЛОВКИ ЗАГОТОВОК И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2057639C1 |
| Машина для уборки корнеплодов | 1990 |
|
SU1822645A1 |
| КРУГЛОПИЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1998 |
|
RU2174462C2 |
| Станок для заточки зубьев ленточных пил | 1974 |
|
SU553065A1 |
| Способ и технологическая линия для распиловки бревен | 2020 |
|
RU2755818C1 |
| Станок для заточки зубьев пил | 1983 |
|
SU1135572A1 |
| Станок для изготовления шестигранного паркета | 1960 |
|
SU138361A1 |
| Способ поперечной распиловкиплАНОК | 1973 |
|
SU829413A1 |
| УСТАНОВКА ПОПЕРЕЧНОГО РАСКРОЯ СТВОЛА НА ЧУРАКИ С МЕХАНИЗМОМ ПЕРЕМЕЩЕНИЯ СТВОЛА С УСТРОЙСТВАМИ ОТМЕРА И ФИКСАЦИИ ЕГО И ПИЛЬНЫМ МЕХАНИЗМОМ | 2012 |
|
RU2514756C1 |
| Устройство для заострения концов прутков | 1976 |
|
SU692718A1 |