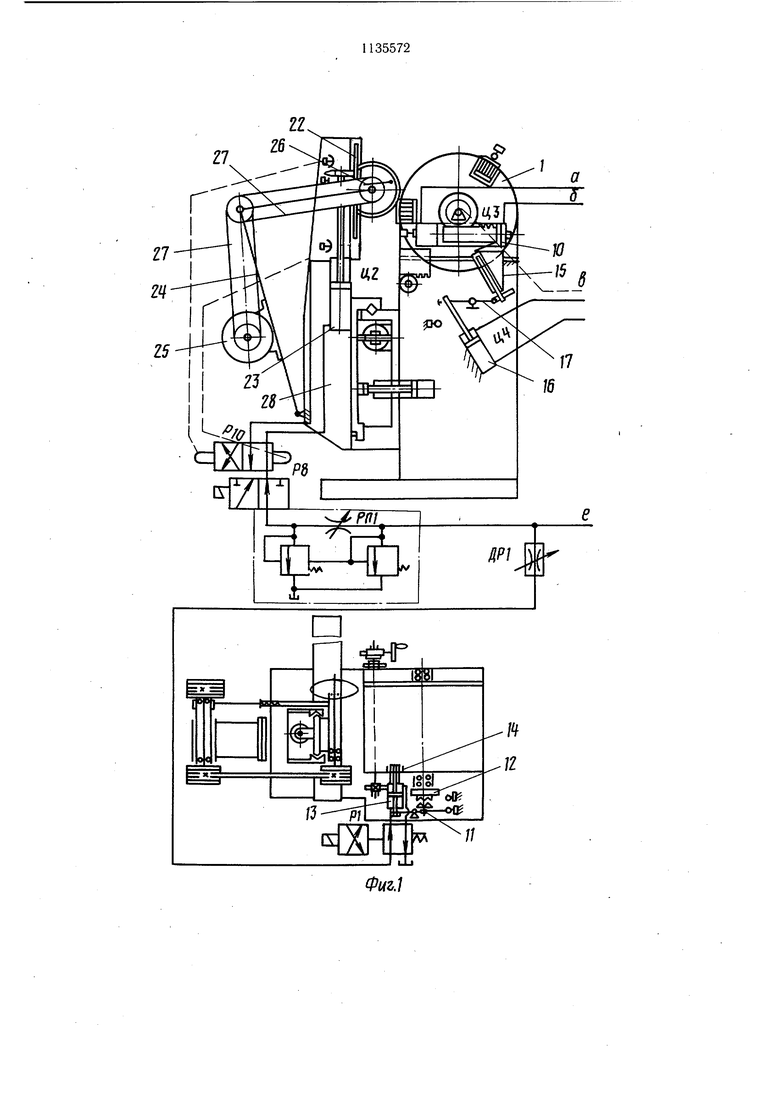
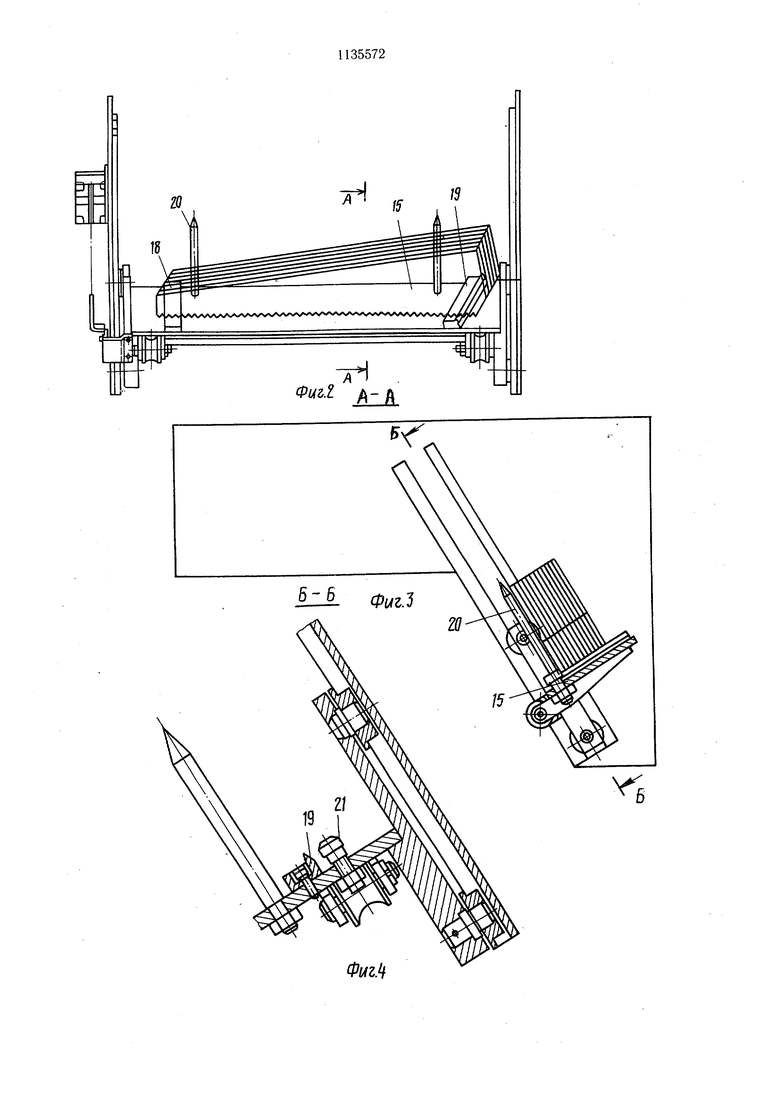
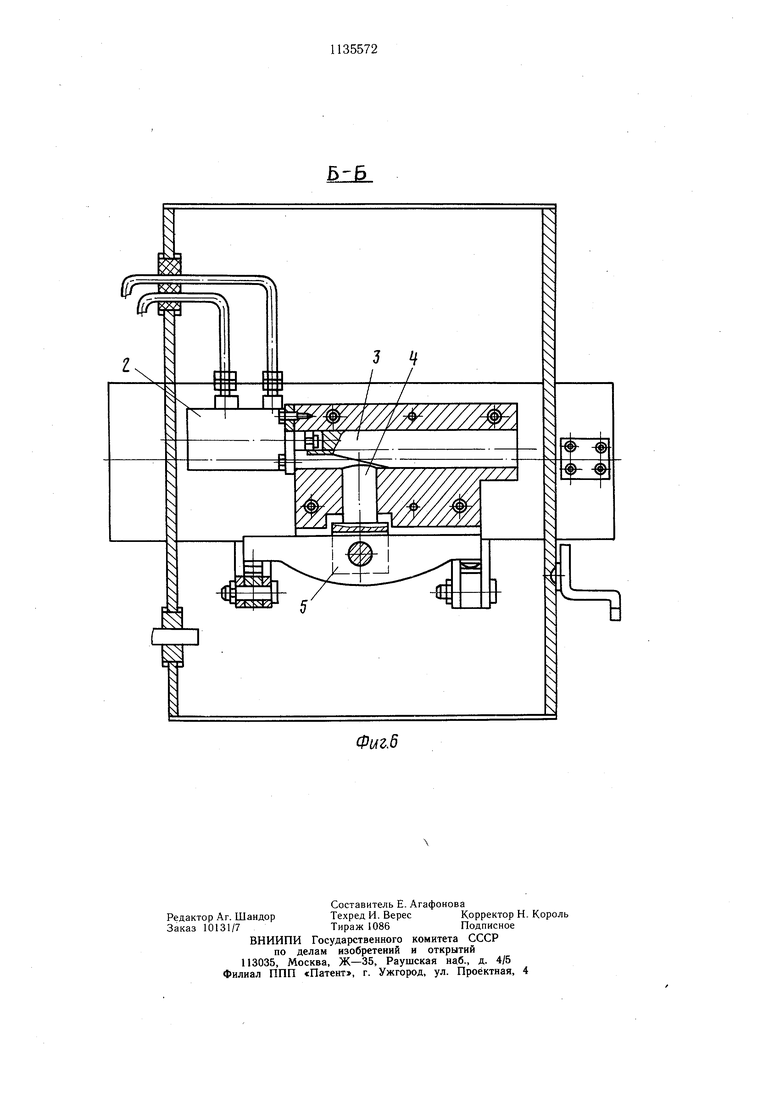
со СП ел ГчЭ Изобретение относится к станкостроению, в частности к заточным станкам. Известен станок для заточки зубьев пил шлифовальным кругом, связанным с механизмом его возвратно-поступательного перемещения, содержащий зажимное приспособление и механизм подачи пилы на шаг 1, Однако известный станок малопроизводителен вследствие того, что обеспечивает одновременную заточку толькой одной пилы, а также обладает недостаточной точностью, вследствие влияния сил инерции при перемене направления движения щлифовального круга. Цель изобретения - повышение производительности за счет обработки пакета пил. Поставленная цель достигается тем, что станок для заточки зубьев пил шлифовальным кругом, соединенным с механизмом его возвратно-поступательного перемещения, содержащий зажимное приспособление и механизм подачи пилы на шаг, снабжен трехпозиционным барабаном, содержащим механизм загрузки-выгрузки, который выполнен в виде грузовой площадки И размещенного на ней устройства для базирования пил в пакете, содержащего дополнительно введенные призму и опорную пластину. Кроме того, с целью повышения точности заточки, механизм возвратно-постунательного перемещения щлифовального круга выполнен в виде кривошипно-ползунного механизма, причем щлифовальный круг закреплен на ползуне, а привод щлифовального круга установлен на щатуне. На фиг. 1 показана гидрокинематическая схема станка, общий вид; на фиг. 2 - механизм загрузки-выгрузки; на фиг. 3 - .сечение А-А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - трехпозиционный барабан с зажимными приспособлениями; на фиг. 6 - сечение В-В на фиг. 5. Полуавтомат содержит трехпозиционный барабан 1, на котором смонтированы зажимные приспособления, состоящие из цилиндра 2, клина 3, толкателя 4, коромысел 5 и 6, толкателя 7, возвратной пружины 8 и прижима 9; механизм поворота и фиксации барабана, состоящий из цилиндра с реечной передачей 10, кулачковой муфты 11, шестерни 12, цилиндра 13 с фиксатором 14; механизм загрузки-выгрузки пакета пил, состоящий из грузовой площадки 15, цилиндра 16, рычага 17, площадки 18, призмы 19, фиксаторов грузовой площадки относительно барабана 20 и упоров 21; механизм возвратно-поступательного перемещения шлифовального круга, состоящий из ползуна 22, цилиндра 23, кривошипа 24, электродвигателя 25, шлифовального круга бабки 26, ременной передачи 27 и стойки 28. Работа станка на примере обработки пакета ножовочных полотен (частный случай пилы). Заготовки ножовочных полотен укладывают на грузовую площадку 15 в.пакете так, чтобы вершины зубьев упирались на площадку 18, а впадины - в призму 19. С помощью цилиндра 16 через рычаг 17 грузовая площадка 15 с заготовками ножовочных полотен заталкивается в зажимное приспособление барабана 1. После этого цилиндр 2, находящийся на позиции загрузки, через клин 3, толкатель 4, коромысла 5 и 6 прижимает пакет ножовочных полотен к опорной площадке 29, а цилиндр 16 возвращает грузовую площадку 15 в исходное положение. Далее пакет ножовочных полотен с помощью цилиндра подается в зону щлифования (заточки) При этом фиксатор 14 отсоединен от барабана 1, муфта 11 зацеплена с шестерней 12, закрепленной на валу барабана 1. После подачи пакета ножовочных полотен в зону щлифования, фиксатор 14, входя в гнездо, фиксирует барабан J, муфта П отходит от щестерни 12, цилиндр 10 возвращается в исходное положение, При перемещении шлифовального круга бабки 26 с помощью цилиндра 23 вниз и вверх происходит заточка граней зубьев ножовочных полотен в пакете по впадине, Шлифование зубьев ножовочных полотен производится через зуб (шаг) в автоматическом цикле. В момент щлифования первого пакета ножовочных полотен производится укладка и закрепление второго пакета в зажимном приспособлении барабана 1, который после окончания цикла шлифования первого пакета подается в зону шлифования. Первый пакет ножовочных полотен, поеле окончания цикла шлифования второго пакета, попадает в зону загрузки - выгрузки, где он выгружается из зажимного приспособления с помощью механизма загрузки - выгрузки. Далее этот пакет пил переворачивается на 180°, производится вторичное ориентирование его на грузовой площадке 15, но уже по заточенному зубу и вновь закрепляется на зажимном приспособлении барабана 1. Полный цикл заточки зубьев ножовочных полотен завершается после второго прохода. Одновременная заточка ножовочных полотен в пакете позволяет сократить трудоемкость заточных работ в 15-20 раз. Кроме того, совмещение операций ориентирования и закрепления пакета ножовочных полотен на барабане с операцией заточки позволяет уменьшить вспомогательное время.
Z7
a
11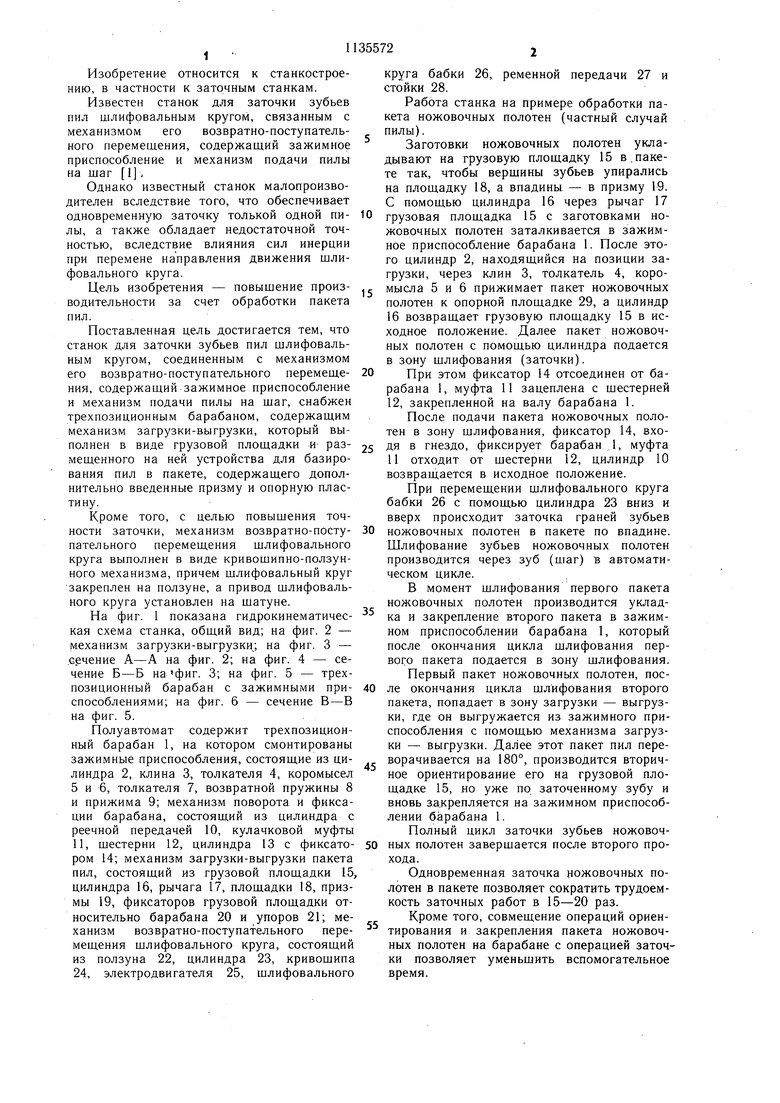
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки ножовочных полотен | 1984 |
|
SU1187963A1 |
| СПОСОБ ЗАТОЧКИ ЗУБЬЕВ ЛЕНТОЧНЫХ ПИЛ | 1992 |
|
RU2043184C1 |
| Способ шлифования зубьев ножовочных полотен | 1981 |
|
SU986734A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Поперечный строгальный станок для нарезания лобзиковых пил и ножовочных полотен | 1933 |
|
SU37445A1 |
| Станок для заточки пил | 1990 |
|
SU1743735A1 |
| Круглошлифовальный станок для наружного и внутреннего шлифования с цифровым программным управлением | 1984 |
|
SU1416294A1 |
| Устройство для заточки режущих инструментов | 1981 |
|
SU1007931A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Станок для шлифовки опасных бритв | 1949 |
|
SU82341A1 |
1. СТАНОК ДЛЯ ЗАТОЧКИ ЗУБЬЕВ ПИЛ шлифовальным кругом, соединенным с механизмом его возвратно-поступательного перемещения, содержащий зажимное приспособление и ме.чанизм подачи пилы на щаг, отличающийся тем, что, с целью повышения производительности за счет обработки пакета пил, станок снабжен трехпозиционным барабаном, содержащим механизм загрузки-выгрузки, который выполнен в виде грузовой площадки и размещенного на ней устройства для базирования пил в пакете, содержащего дополнительно введенные призму ч опорную пластину. 2. Станок по п. 1, отличающийся тем, что, с целью повышения точности заточки, механизм возвратно-поступательного перемещения шлифовального круга выполнен в виде кривошипно-ползунного механизма, причем щлифовальный круг закреплен на ползуне, а привод шлифовального круга установлен на шатуне.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для заточки пил | 1982 |
|
SU1033274A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
