1
Изобретение относится к области металлургии, в частности к оборудованию для обработки металлов давлением.
Известны клети с многовалковым калибром, включающие деформирующие валки, установленные на осях, смонтированных в подущках, перемещаемых в пазах станины нажимными механизмами 1.
Недостатком указанной клети является ее конструктивная сложность и ограниченность сортамента из-за отсутствия регулировки осевого положения валков.
Известна также клеть, содержащая деформирующие валки, установленные на осях, смонтированные в подущках, укрепленных в корпусе клети 2. Недостатком этой клети является ограниченность сортамента изделий из-за отсутствия регулирования осевого и радиального положения валков.
Наиболее близкой по технической сущности к предлагаемой является клеть с многовалковым калибром, содержащая деформирующие валки, установленные на осях, смонтированных в подущках, которые попарно связаны между собой штангами 3.
Недостатком указанной клети является ограниченность сортамента из-за отсутствия регулирования осевого положения деформирующих валков. Возможность осевой регулировки затруднена в указанной клети в связи с тем, что при изменении радиального положения валков меняется осевое положение их осей, так как они одним кондом жестко соединены с одной из подущек или выполнены с ней заодно.
Целью изобретения является расщирение сортамента производимых изделий путем регулирования осевого положения дефор10 мирующих валков.
Поставленная цель достигается тем, что в клети с многовалковым калибром, содержащей деформирующие валки, установленные на осях, смонтированных в подущ15 ках, которые попарно связаны между собой штангами, оси установлены в подущках с возможностью осевого перемещения и снабжены регулирующими механизмам. При этом регулирующие механизмы выполнены
20 в виде клиньев, установленных в пазах, выполненных в подущках, и одной стороной опертых на осях и, кроме того, регулирующие механизмы могут быть выполнены винтовыми, при этом на осях вЕзШОлнена
25 резьба, сопряженная с резьбой, выполненной в отверстиях подущек.
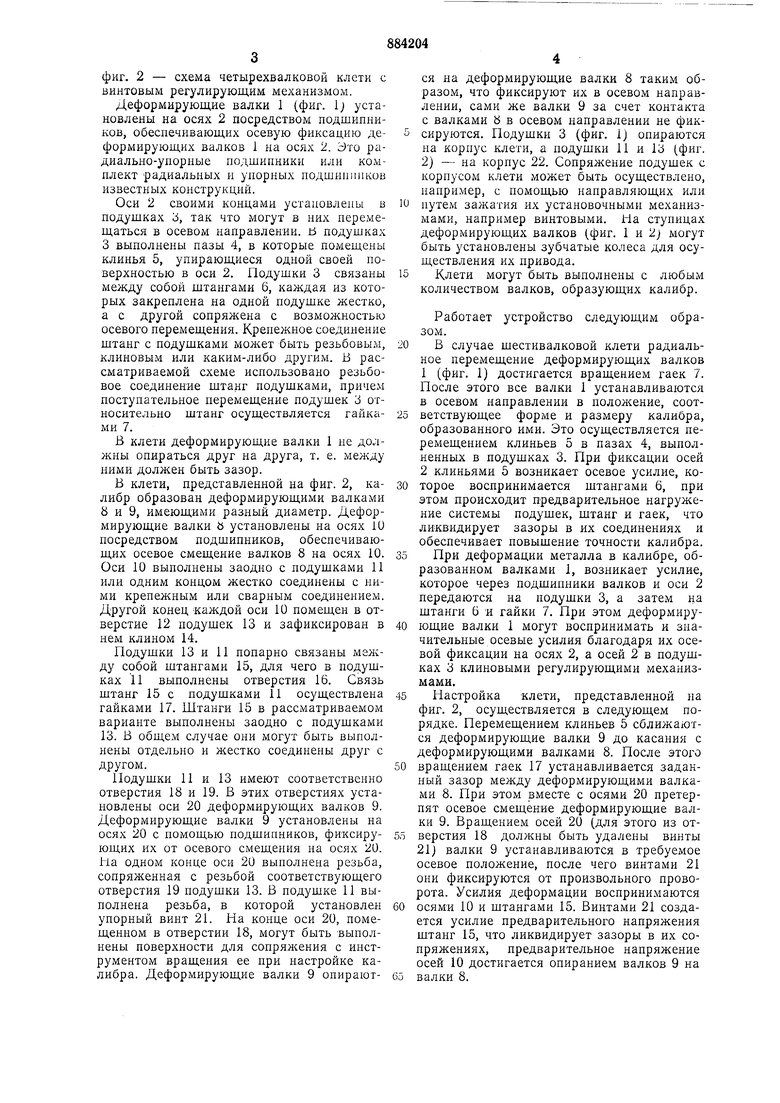
На фиг. 1 дана схема илестивалковой
клети с клиновым механизмом осевой ре30 гулировки деформ11руюп;их валков; на
фиг. 2 - схема четырехвалковой клети с винтовым регулирующим механизмом.
Деформирующие валки 1 (фиг. I) установлены на осях 2 посредством подшипников, обеспечивающих осевую фиксацию деформирующих валков 1 на осях 2. Это радиально-упорпые подшипники или комплект радиальных и упорных подшипников известных копструкцпй.
Оси 2 своими концами установлены в подушках 3, так что могут в них перемещаться в осевом направлении. Ь подушках 3 выполнены пазы 4, в которые помещены клинья 5, упирающиеся одпой своей поверхностью в оси 2. Подушки 3 связаны между собой штангами 6, каждая из которых закреплена на одной подушке жестко, а с другой сопрял ена с возможностью осевого перемещения. Крепежное соединение штанг с подушками может быть резьбовым, клиновым или каким-либо другим. Б рассматриваемой схеме использовано резьбовое соединение штанг подушками, причем поступательное перемещение подушек 3 относительно штанг осуществляется гайками 7.
В клети деформирующие валки 1 не должны опираться друг на друга, т. е. меладу ними должен быть зазор.
В клети, представленной на фиг. 2, калибр образован деформирующими валками Б и 9, имеющими разный диаметр. Деформирующие валки tt устаповлепы на осях 10 посредством подшипников, обеспечивающих осевое смещение валков 8 на осях 10. Оси 10 выполнены заодно с подушками 11 или одним концом жестко соединены с ними крепежным или сварным соединением. Другой конец каждой оси 10 помещен в отверстие 12 подушек 13 и зафиксирован в нем клином 14.
Подушки 13 и И попарно связаны между собой штангами 15, для чего в подушках И выполнены отверстия 16. Связь штанг 15 с подушками И осуществлена гайками 17. Штанги 15 в рассматриваемом варианте выполнены заодно с подушками 13. В общем случае они могут быть выполнены отдельно и жестко соединены друг с другом.
Подушки 11 и 13 имеют соответственно отверстия 18 и 19. В этих отверстиях установлены оси 20 деформирующих валков 9. Деформирующие валки 9 установлены на осях 20 с помощью подшипников, фиксирующих их от осевого смещения на осях 20. Ма одном конце оси 20 выполнена резьба, сопряженная с резьбой соответствующего отверстия 19 подушки 13. В подушке И выполнена резьба, в которой установлен упорный винт 21. На конце оси 20, помещенном в отверстии 18, могут быть выполнены поверхности для сопряжения с инструментом вращения ее при пастройке калибра. Деформирующие валки 9 опираются па деформирующие валки 8 таким образом, что фиксируют их в осевом направлении, сами же валки 9 за счет контакта с валками 8 в осевом направлении не фиксируются. Подушки 3 (фиг. ij опираются па корпус клети, а подушки 11 и 13 (фиг. 2) - на корнус 22. Сопряжение подушек с корпусом клети может быть осуществлено, например, с помощью направляющих или
путем их установочными механизмами, например винтовыми. На ступицах деформирующих валков (фиг. 1 и 2j могут быть установлены зубчатые колеса для осуществления их привода.
Клети могут быть вылолнепы с любым количеством валков, образующих калибр.
Работает устройство следующим образом.
В случае шестивалковой клети радиальное перемещение деформирующих валков
1(фиг. 1) достигается вращением гаек 7. После этого все валки 1 устанавливаются в осевом направлении в полол ение, соответствующее форме и размеру калибра, образованного ими. Это осуществляется перемещением клиньев 5 в пазах 4, выполненных в подушках 3. При фиксации осей
2клиньями 5 возникает осевое усилие, которое воспринимается штангами 6, при
этом происходит предварительное нагружение системы подушек, штанг и гаек, что ликвидирует зазоры в их соединениях и обеспечивает повышение точности калибра.
При деформации металла в калибре, образованном валками I, возникает усилие, которое через подшипники валков и оси 2 передаются на подушки 3, а затем на штанги 6 И гайки 7. При этом деформирующие валки 1 могут воспринимать и значительные осевые усилия благодаря их осевой фиксации на осях 2, а осей 2 в подушках 3 клиновыми регулирующими механизмами.
Настройка клети, представленной на фиг. 2, осуществляется в следующем порядке. Перемещением клиньев 5 сближаются деформирующие валки 9 до касания с деформирующими валками 8. После этого
вращением гаек 17 устанавливается заданный зазор между деформирующими валками 8. При этом вместе с осями 20 претерпят осевое смещение деформирующие валкн 9. Вращением осей 20 (для этого из отверстия 18 должны быть удалены винты 21} валки 9 устанавливаются в требуемое осевое положение, после чего винтами 21 они фиксируются от произвольного проворота. Усилия деформации воспринимаются
осями 10 и штангами 15. Винтами 21 создается усилие предварительного напряжения штанг 15, что ликвидирует зазоры в их сопряжениях, предварительное напряжение осей 10 достигается опиранием валков 9 на
валки 8.
Усилия деформации на корпуса клетей не передаются, так как они замыкаются в системе штанг и подушек.
Преимуществом данной клети с многовалковым калибром является расширение сортамента обрабатываемых на ней изделий. Это достигается возможностью осевого перемеа1,ения и осевой фиксации деформируемых валков, т. е. осевой регулировкой валков.
Осевая регулировка позволяет получить фиксированное любое взаимное положение валков, а это значительно расширяет возможности калибровки и регулировки размеров калибра. Такие клети позволяют на одних и тех же валках производить ряд изделий различных размеров, что не позволяют клети, в которых валки опираются друг на друга.
Кроме указанного преимущества немаловажным является и то, что при возможности осевой фиксации валков они имеют более простую конструкцию, так как не имеют сложных и точно выполняемых опорных поверхностей, а это значительно снижает их стоимость. Эти достоинства клети окупают некоторые усложнения ее по сравнению с усоверщенствуемой клетью.
В настоящее время в МГМИ разработан технический проект клети с клиновым регулирующим механизмом, имеющим калибр, образованный шестью валками диаметром 320 мм.
Клеть предназначена для производства сталеалюминиевой проволоки диаметром 6-3 мм. На валках клети установлены приводные зубчатые колеса, связанные с приводными шестернями специального распределительного редуктора.
Кроме того, разработан технический проект четырехвалковой клети с диаметрами валков 180 и 120 мм, предназначенной для обработки плющенной ленты протяжкой. В этой клети применен регулирующий винтовой механизм осевой установки валков.
Формула изобретения
1. Клеть с многовалковым калибром, со деформирующие валки, установ ленные на осях, смонтированных в подушках, которые попарно связаны между собой штангами, отличающаяся тем, что, с
целью расширения сортамента производимых изделий путем регулировки осевого положения деформирующих валков, оси установлены в подушках с возможностью осевого перемещения относительно подущек, а подущки снаблсены регулирующими механизмами.
2.Клеть по п. 1, отличающаяся тем, что регулирующие механизмы выполнены в виде клиньев, которые установлены
в пазах, выполненных в подущках, и одной стороной оперты на оси.
3.Клеть по п. 1, отличающаяся тем, что регулирующие механизмы выполнены винтовыми, при этом на осях выполнена резьба, сопряженная с резьбой, выполненной в отверстиях подушек. Источники информации, принятые во внимание при экспертизе
1.Патент США № 3380278, кл. 64-224, 1968.
2.Патент США N° 2067972, кл. 72-224, 1937.
3.Авторское свидетельство СССР по заявке Л 2657120, кл. В 21В 13/10, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ С МНОГОВАЛКОВЫМ КАЛИБРОМ | 1972 |
|
SU354912A1 |
| Рабочая клеть стана холодной прокатки труб | 1983 |
|
SU1148660A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ И ДРУГИХ ПРОФИЛЕЙ | 1993 |
|
RU2061571C1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| Устройство для установки валков в клети стана холодной прокатки труб | 1977 |
|
SU722621A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 2005 |
|
RU2308328C2 |
| ПРОКАТНАЯ КЛЕТЬ С МНОГОВАЛКОВЫМ КАЛИБРОМ | 1973 |
|
SU384577A1 |
| Универсальная прокатная клеть | 1984 |
|
SU1260050A1 |
| Клеть с многовалковым калибром | 1983 |
|
SU1079320A1 |

