1
Известна прокатная клеть с многовалковым калибром, содержащая станину, р,а-боч.ие валКИ с подушками, установлеБНыми в р-адн-альных пазах станины, механизм установки валков с .неподвижны.м.и винтами, механизм осевой 1регул1ировки валков.
Предложенная клеть отличается тем, что радиальные павы ввшолнены открытыми с йаружной стороны станины. Механизм осевой регулировки валков выполнен в виде эксцентриковых втулок, смонтйрованиых ,на неподвижных винтах. Эксцентриковые втулки снабжены шестернями с окружными пазами, в которые пропущены уиорные выступы подушек валков.
Это позволяет снизить га1бариты и вес клеги, упростить перевалку валков, осуш ествлять осевую регулировку валков и передавать усилия .прО1кат1к,и на приводные шестерни, расположенные на резьбовых концах неподвижных винтов.
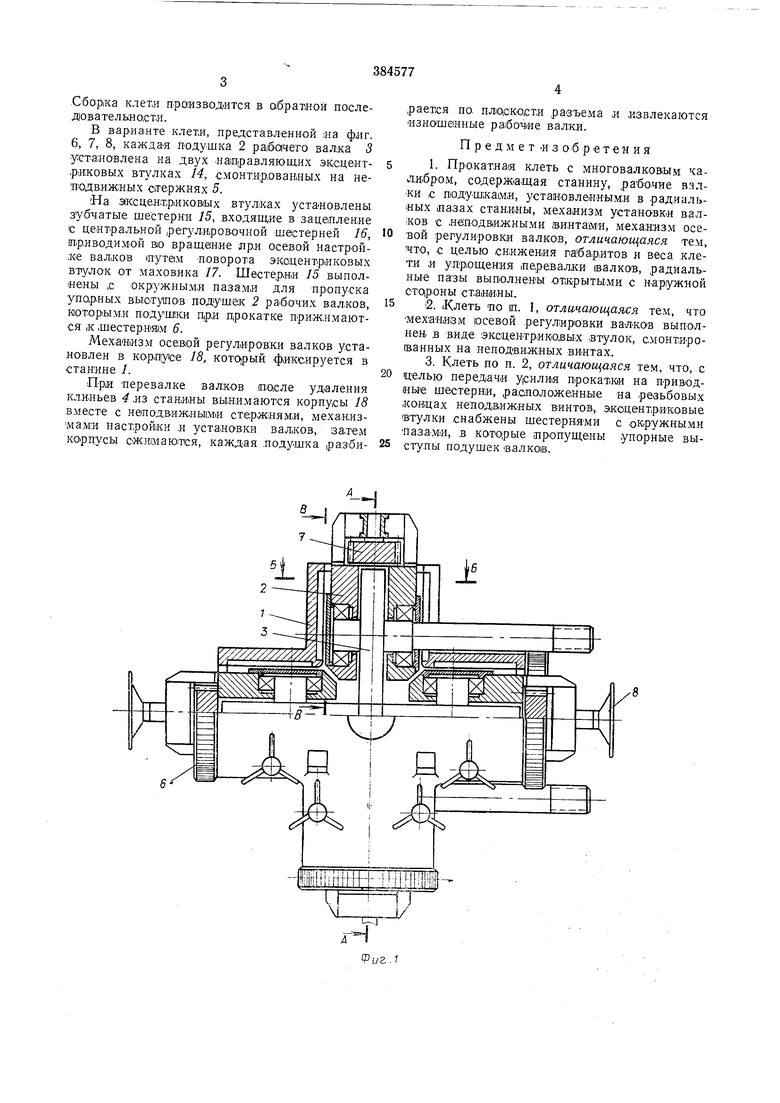
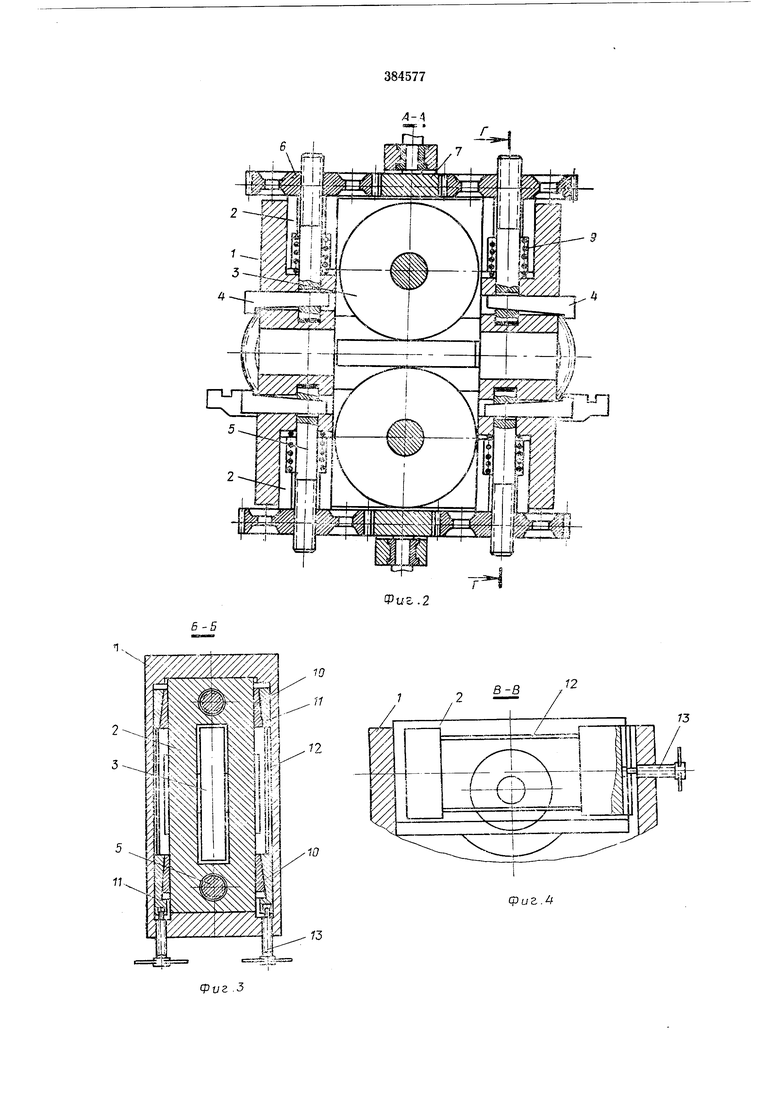
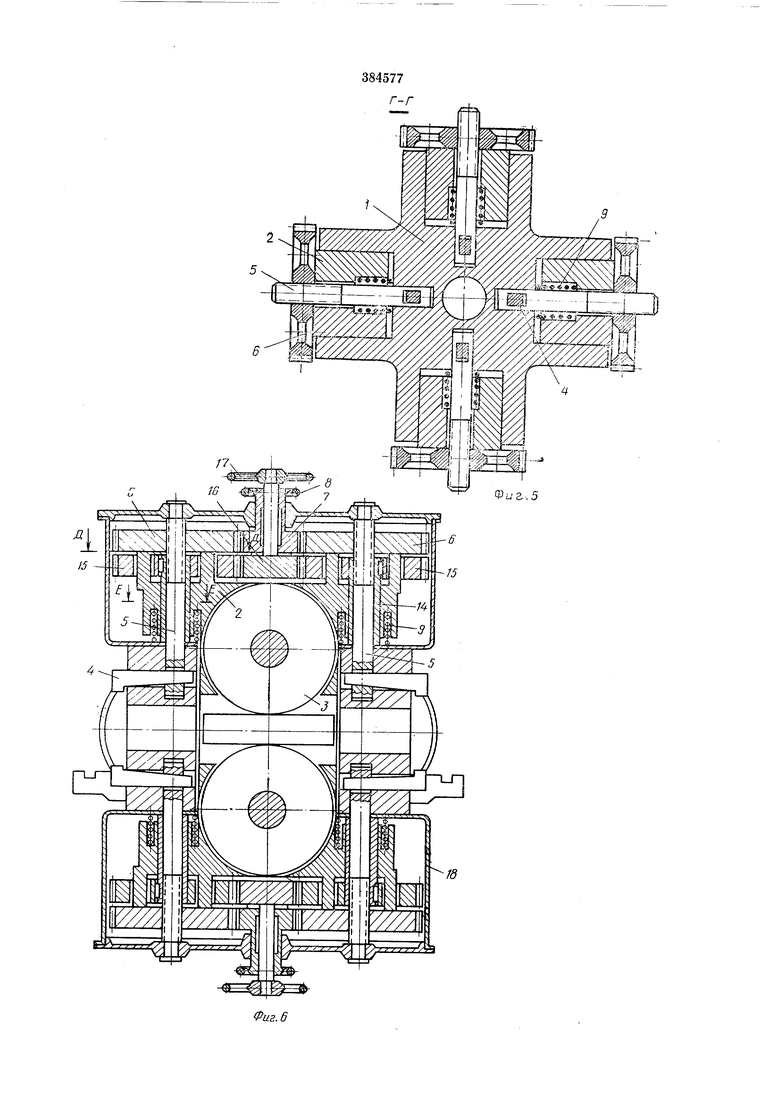
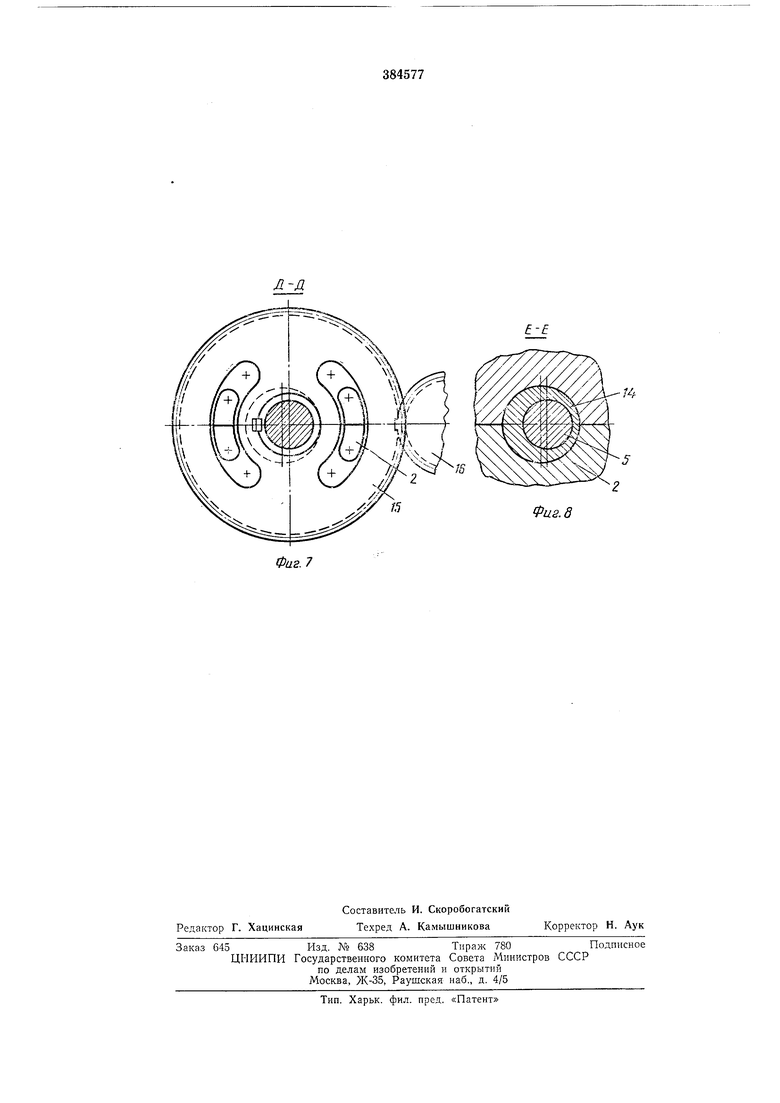
На фиг. 1 показана предлагаемая клеть, Обшлй В|Ид; на .фи.г. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - разрез по В-В на фиг. 1; на фиг. 5 - то же, раэрез по Г-Г на фиг. 2; на фиг. 6 - вариант исполнения клети; на фиг. 7 - разрез по Д-Д на фиг. 6; на фиг. 8 - |разрез Е-Е ,на ф,иг. 6.
Прокатная клеть с многовалковым калибром состоит из станины 1 с радиально расположенными откры|тыми с наружной стороны пазами, в которых расположены нодушки 2
рабочих вал.ков 3. В станине 1 клмнья1ми 4 за крвплены неподвижные стержни 5. На резьбовых концах стержней установлены зубчатые колеса-тайки 6, которые приводятся посредством шестерни 7 и маховика 8, установленных на подушках. Подзшки 2 выполнены с разъемом в плоскости, проходящей через продольные оси стержней 5.
Уравновешивание рабочих валков осуществляется пружинами 9, расположенными в цилиндрических расточ;ках подушек 2 соосно со стержнями 5. На торцовых поверхностях подушек 2 выполнены клиновые скосы 10. В полости между подушками и стойками станины 1 установлены клинья 11, которые попарно связаны между собой тягами 12. Поступательное движение клиньев 11, а следовательно, осевая регулир|0вка и фиксация валков осуществляются винтами 13.
Перевалка клети осуществляется следующим 0 бразюм.
Сначала удаляют клинья 4, после чего вынимается целиком весь комплект валка вместе со стержнями и установочными устройствами. Далее подушка разбирается по плос кости разъема и заменяется изношенный валок.
.Сборка клетл п роизводится в аб.ратной последователкнастл.
В варианте клети, представленной яа ф,иг. 6, 7, 8, каждая лодушка 2 pai5a4ero валка 3 установлена на двух .на:н.равляющих эксцент.риковых втулках М, смонтир.оваиных на нетеодв,иж:ных стержнях 5.
На зксцент,р|Иков(Ых втулках установлены зубчатые шестерни 15, входящие в зацеплен.ие с центральной ,регзли|ровочной шестерней 16, 1п.р,иводиМОЙ во вращение лр.и осевой настройке вадков шутам поворота эвдцентрдковых втулОК от маховика /7. Шестерди 15 выполнены ,с окружными пазами для иронуска упо,р.ных выотуиОВ подушек 2 рабочих вал.ков, моторым и подуш ки П|р.и щрокатке приж,имаются к .шестерН1Я1м 6.
Механизм осевой регулировки валков установлен в карлусе 18, котО|рый фиксируется в станине /.
При перевалке валков после удаления клиньев 4 из станины вынимаются корлусы 18 вместе с неподвижными стержнями, механизмами настройки и установки валков, затем корпусы сжжмаются, каждая лодушка .разбирается по плоскости разъема и .извлекаются изнаше нные ра1бочие валки.
Предмет И з о б р е т е я и я
1. Прокатная клеть с многовалков ым кади.бром, содержащая станину, ,рабо.чие вялки с подушкаьми, установленными в радиальных лазах станины, механизм установки валiKOB с .нетодвижными винтами, механизм осевой .регулировки валков, отличающаяся тем, что, с целью снижения ,итов и веса клети и упрощения леревалки валков, радиальные пазы выполнены от;крытыми с наружной CTQpoHbi ст.аиины.
2. .Клеть ПО п. 1, отличающаяся тем, что механизм юсевой регулировки валков выполнен в виде эксцентриковых втулок, смонтированных на неподв.ижных винтах.
3. Клеть по п. 2, отличающаяся тем, что, с
целью передачи усилия прокат.юи на приводиые шестерни, .расположенные на резьбовых концах неподвижных винтов, эксцентриковые втулки снабжены шестернями с окружным.и , в которые пропущены упорные высту.пы подушек валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть прокатного стана | 1987 |
|
SU1433511A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| ПРОКАТНАЯ КЛЕТЬ КВАРТО | 1972 |
|
SU343726A1 |
| ПРОКАТНАЯ КЛЕТЬ С МНОГОВАЛКОВЫМ КАЛИБРОМ | 1972 |
|
SU354912A1 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| Прокатная клеть с четырехвалковым калибром | 1977 |
|
SU753503A1 |
| Кассета для неприводных валков клети с многовалковым калибром | 1983 |
|
SU1079319A1 |
| Прокатная клеть с многовалковымКАлибРОМ | 1979 |
|
SU804018A1 |
| Прокатная клеть с многовалковым калибром | 1986 |
|
SU1359027A1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
п
73
фиг.4
Е-Е
5
Фиг. 8
