(54) СПОСОБ ОБМЕТЫВАНИЯ ПЕТЛИ ШЕЙНОГО ИЗДЕЛИЯ НА ШВЕЙНОЙ МАШИНЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕТЕЛЬ НА ДЕТАЛЯХ ОДЕЖДЫ | 1971 |
|
SU307137A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБМЕТЫВАНИЯ ПЕТЕЛЬ НА ДЕТАЛЯХ ОДЕЖДЫ | 1973 |
|
SU364705A1 |
| ЕТЫВАНИЯ ПЕТЕЛЬ НА ДЕТАЛЯХ ОДЕЖДЫ | 1972 |
|
SU327281A1 |
| Приспособление для прокладывания каркасной нити на швейной петельной машине | 1960 |
|
SU149301A1 |
| Способ получения цепной строчки на швейной машине | 1982 |
|
SU1076505A1 |
| Швейный полуавтомат для выполнения коротких строчек | 1976 |
|
SU616351A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ ЗАКРЕПКИ ШВЕЙНОЙ МАШИНЫ | 1991 |
|
RU2010049C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРАЕОБМЕТОЧНОГО ДВУХНИТОЧНОГО ПЕТЕЛЬНОГО СТЕЖКА И КРАЕОБМЕТОЧНАЯ ДВУХНИТОЧНАЯ ШВЕЙНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2290464C1 |
| МЕХАНИЗМ ОТКЛОНЕНИЯ ВЕДОМОГО ЗВЕНА, НАПРИМЕР, РАМКИ ИГЛОВОДИТЕЛЯ | 2004 |
|
RU2245948C1 |
| Швейный полуавтомат для изготовления прямых петель | 1968 |
|
SU649765A1 |
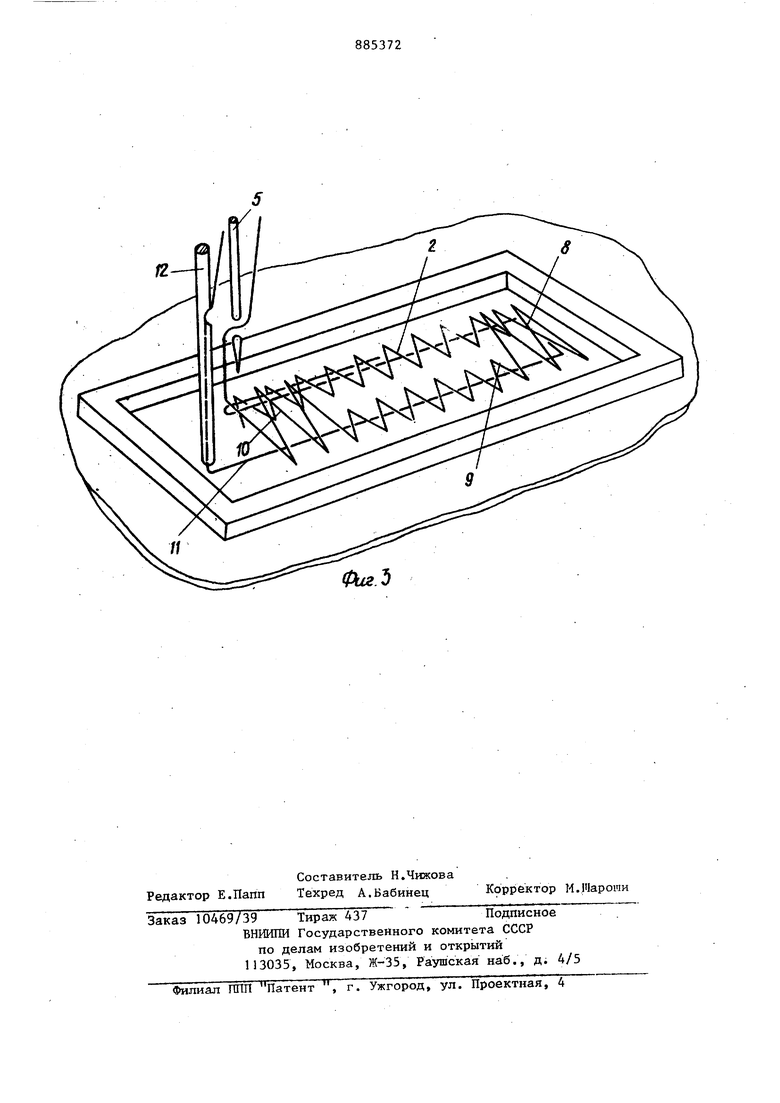
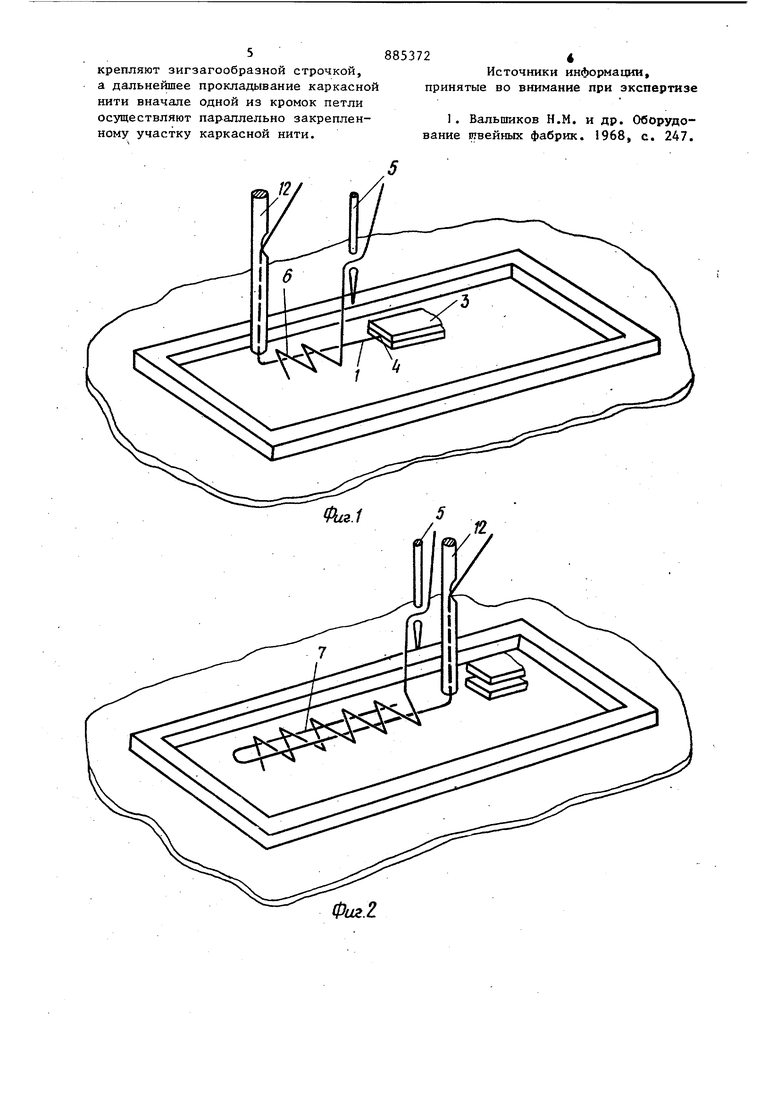
Изобретение относится к швейной и трикотажной промьшшенности и может быть использовано при изготовлении петель с каркасной нитью, преимущественно на трикотажных изделиях швейHbtx машин. Известен способ обметывания петли швейного изделия на швейной маршне путем зажима конца каркасной нити с последующим прокладыванием ее вдоль кромок петли, последовательного прокладьюания зигзагообразной строчки вдоль двух кромок петли и закрепления закрепок по концам петли Ji Однако существующий способ изготов ления петли с каркасом не удовлетворя ет в полной мере как изготовителей трикотажньк изделий, так и потребителей. При неоднократном растяжении . изделий или однократном значительном растяжении в направлении оси петли слабо закрепленные обрезанные концы каркаса постепенно уходят внутрь кромок, и после прекращения растяжения ОНИ остаются в верхней части петли, деформируя ее, а нижняя часть петли, оставшаяся без каркаса, ослабевается. В целом петля теряет товарный вид, качество ее ухудшается. Цель изобретения - повышение качества петли путем более надежного закрепления конца каркасной нити. Поставленная цель достигается тем, что способ обметывания петли швейного изделия на швейной машине путем зажима конца каркасной нити с последующим прокладыванием ее эдоль кромок петли, последовательного прокладывания зигзагообразной строчки вдоль двух кромок петли и осуществления закрепок по концам петли, при этом после захкма конца каркасной нити последнюю закрепляют зигзагообразной строчкой, а дальнейшее прокладывание каркасной нити вначале одной из кромок петли осуществляют параллельно закрепленному участку каркасной нити. 3 . 1 показано закрепление к ца каркасной нити, на фиг. 2 - прокладывание каркасной нити одной из кромок петли; на фиг, 3 - общий вид готовой петли. Способ осуществляется следующим образом. Каркасную нить 1 располагают вдо оси первой кромки.2 петли и фиксиру зажимом 3, отрезной конец 4 каркасной нити заводят за иглу 5, т.е. конец 4 каркасной нити раскладывают в направлении, обратном ходу обмотк Затем конец каркасной нити закрепляют зигзагообразной нитью 6, после чего дальнейшее прокладывание каркасной нити осуществляют паралле но закрепленному участку 7 каркасной нити, а зажим 3 освобождают (фиг. 2) .Затем оба ветви каркасной нити обметь&ают вдоль первой кромки 2 петли зигзагообразной строчкой с об разованием закрепки В в конце петли с последующим прокладыванием каркас ной нити и зигзагообразной строчки вдоль второй кромки 9 петли и образ ваниязакрепки 10 вначале петли, которая осуществляет закрепление и каркасной нити. Второй конец И каркасной нити отрезают после изготовления закрепк 10. Закрепленный в первую кромку 2 отрезной конец 4 каркасной нити упрочняет Кромку петли и делает петлю менее растяжимой и более стойкой. П р и м е .р. Изготовлен дёйст.вующий макет на базе петельного по-луавтомата 525 класса Промшвеймаш в котором изготовление петли осуществляется следующим образом. В .начальный момент каркасная нить 1, пропущенная через отверстие расклад чика 12, находящегося перед иглой 5, располагается вдоль оси первой кройки 2. Ее отрезной конец 4 удерживают за иглой 5 в специальном зажиме 3. После включения полуавтомат каркас Пришивается несколькими стеж ками к полуфабрикату (фиг. ), Зате раскладчик 12 переходит в положение за иглой 5 и под зигзагообразными стежками первой кромки 2 зарабатываются обе ветви каркасной нити 1 как концевой участок 7, так и смать1ваеная с катушКй. Концевой участо 7 при этом освобождается от зажима 3 Хфиг. 2). 2 Далее часть.ветви каркаса, сматываемую с катушки, располагают над зигзагообразными стежками первой кромки, в то время как концевой участок 7 зарабатывают полностью. Это обеспечивает прочное закрепление каркасной нити, высокой стойкости/ петли при растяжении изделия. После обметки первой кромки 2 во время осуществления первой закрепки 8 раскладчик 12 переходит в положение перед иглой 5, и каркасную нить 1 зарабатывают сначала во вторую кромку 9, а затем во вторую закрепку 10. Во время осуществления второй закрепки 10 зигзагообразные стежки покрывают незаработанную часть каркасной нити 1 первой кромки 2, что еще больше усиливает его закрепление и улучшает вид петли (фиг. 3. . Использование предлагаемого способа обеспечивает по сравнению с известным высокое качество петли и лучший внешний вид в период использования изделия за счет более прочного закрепления конца каркаса в начале цикла, упрощение технологических приемов перемещения полуфабриката в межцикловой перирд за счет независимости положения .каркасной нити направления перемещения полуфабриката после изготовления очередной петли, возможность механизации процесса обрезки каркаса и игольной нитки- в связи с тем, что отрезной конец каркасной нити отводится в ту же сторону, что и конец игольной нитки. Внедрение механизма обрезки ведет к экономии и создает предпорылки для автоматизации производства и повьш1ению производительности труда. . Формула изобретения Способ обметывания петли швейного изделия на швейной машине путем зажима конца каркасной нити с последующим лрокладыванием ее вдоль кромок петли, последовательного прокладьшания зигзагообразной строчки вдоль двух кромок петли и осуществления закрепок по концам петли, отличающийся тем, что, . с целью повьш1ения качества петли путем более надежного закрепления Конца каркасной нити, после зажима конца, каркасной нити последнюю закрепляют зигзагообразной строчкой, а дальнейшее прокладывание каркасной нити вначале одной из кромок петли осуществляют параллельно закрепленному участку каркасной нити.
Источники информации, принятые во внимание при экспертизе
.Ъ
