вает выгрузку изделий из нее непосредственно в приемник.
Выполнение внутренней части ванны, ее крышки и приемника по форме изделий и снабжение ее ножевыми ребрами сокращает количество покрывающего состава в системе «ванна - гибкий трубопровод - сосуд и расход его.
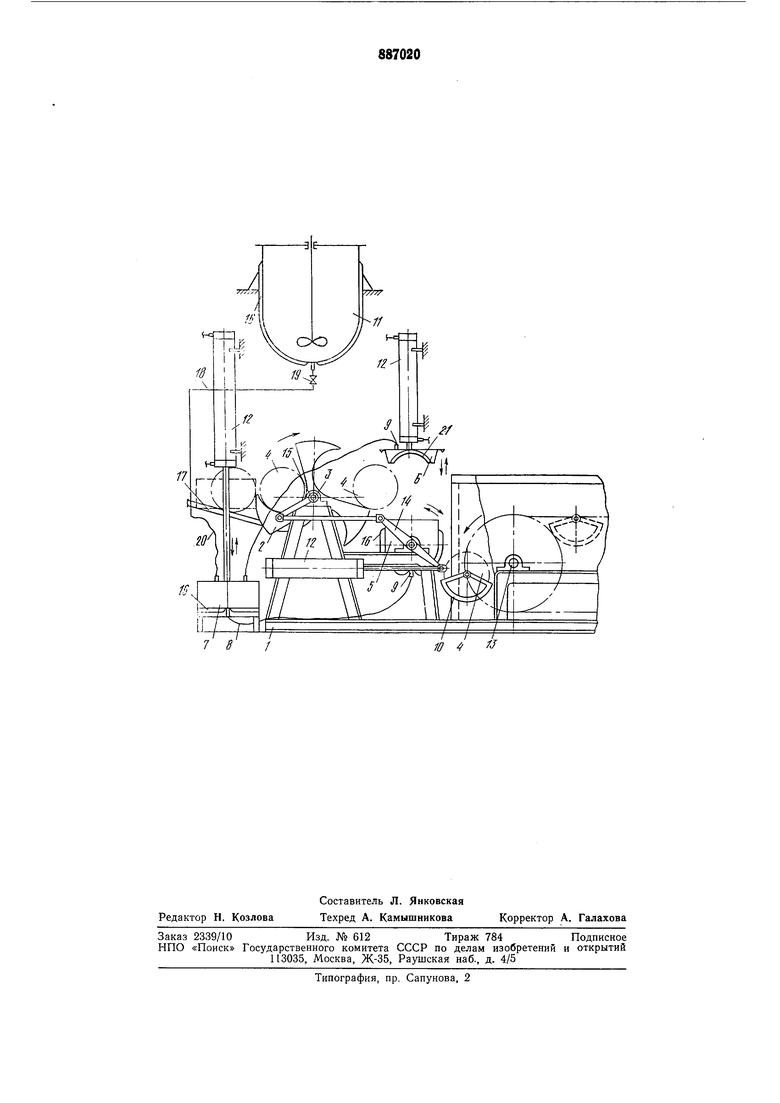
На чертеже схематически изображено устройство в момент загрузки изделий из питателя в ванну.
Устройство содержит последовательно установленный на основании 1 питатель изделий, выполненный в виде захватов 2, закрепленных на валу 3 и имеющих форму изделий 4, ванну 5 для покрывающего состава, установленную с возмол ностью поворота в вертикальной плоскости. Ьанна снабжена герметичной съемной крышкой 6. Кроме того, устройство содержит сосуд 7 с гибкими трубопроводами 8, присоединенными к штуцерам 9, смонтированными в крышке и днище ванны, и приемник 10 изделий, выполненный по форме изделий.
Для приготовления покрывающего состава отдельно установлен смеситель И. Ванна 5, ее крышка 6 и сосуд 7 снабжены исполнительными механизмами 12 в виде, например, пневматических или гидравлических цилиндров, сблокированными известной пневматической системой управления процессом с валом 13 приемника 10 готовых изделий. Поворот захватов 2 осуществляется посредством рычажной системы 14 и храпового устройства 15 от привода ванны 5. Для нагрева покрывающего состава до заданной температуры смеситель И, ванна 5 и сосуд 7 снабжены рубашками 16. Перед питателем 2 установлен накопитель 17 изделий 4.
Смеситель И соединен с сосудом 7 трубой 18 с краном 19 и гибким трубопроводом 20.
Внутренняя часть ванны 5, ее крышки 6 и приемника 10 выполнена по форме изделий 4 с минимально возмол ным зазором между ними (от 2 до 8 мм) и изделиями для уменьшения количества покрывающего состава в рециркуляционной системе и снабжена ножевыми ребрами 21 для уменьшения поверхности контактирования ее с покрытыми изделиями.
Устройство для нанесения покрытий работает следующим образом.
Покрывающий состав приготовляется и нагревается в смесителе 11с заданными технологическими параметрами и подается по трубе 18, гибкому трубопроводу 20 в сосуд 7, находящийся в нолол ении. Включаются в работу автоматическая система управления технологическим процессом и привод приемника 10, а на накопитель 17 загружаются изделия 4. При вращении вала 13 приемника 10 осуществляется определенная последовательность перемещений рабочих органов исполнительными механизмами 12 по заданной циклограмме. После загрузки изделий 4 нлотно закрывается крышка 6, поднимается сосуд 7с выдержкой его в верхнем положении до полного заполнения через нижний гибкий трубопровод tt ванны о покрывающим составом, а затем опускается вниз. При этом из ванны 5 сливается покрывающий
состав и стекают излишки его с изделий 4, крышки б и стенок ванны b в сосуд 7 с одновременным вытеснением из него через верхний гибкий труоопровод а паров растворителей в ванну о, где происходит заданное время выдержка изделий 4. Под действием наров растворителей происходит равномерно по толщине растекание покрывающего состава но всей поверхности изделии с ооразованием глянцевого качественного покрытии, после этого последовательно поднимается крышка 6, ванна 5 поворачивается на lUD-115 в сторону приемника 10, находящегося в этот момент в месте загрузки его изделиями, которые
выкатываются из ванны 5 по ножевым ребрам 21 ее на такие же ребра приемника 10. Ванна 5 возвращается в исходное положение с одновременным поворотом захватов питателя 2 на 120°, которыми захватываются изделия 4 из накопителя 17 и загрул аются в ванну 5. Далее цикл повторяется.
Экономический эффект от внедрения данного устройства составит примерно
40 тыс. руб. в год на одном предприятии.
Формула изобретения
1. Устройство для нанесения покрытий, содерл ащее питатель изделий, ванну для покрывающего состава и приемник изделий, отличающееся тем, что, с целью сокращения расхода покрывающего состава и повышения качества покрытий, оно снабжено сосудом с гибкими трубопроводами, присоединенными к штуцерам, смонтированным в днище ванны и съемной герметичной крышке, которой снабжена
ванна, причем сосуд установлен с возможностью перемещения выше и ниже упомянутых штуцеров.
2.Устройство по п. 1, отличающееся тем, что ванна установлена с возможностью поворота в вертикальной плоскости.
3.Устройство по пп. 1, 2, отличающееся тем, что внутренняя часть ванны, крышки и приемника изделий выполнена по форме изделий и снабл ена нол евыми
ребрами.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 552120, кл. В 05С 3/10, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ДРОБИЛЬНО-КЛАССИФИЦИРУЮЩИЙ КОМПЛЕКС | 1996 |
|
RU2111794C1 |
| АВТОМАТ ДЛЯ ИСПЫТАНИЯ ЗОЛОТНИКОВ АВТОВЕНТИЛЕЙ | 1972 |
|
SU345397A1 |
| СПОСОБ НАНЕСЕНИЯ ДВУХСЛОЙНЫХ ПОКРЫТИЙ НА ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041744C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИЧЕСКИХ И ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2008 |
|
RU2379382C2 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1992 |
|
RU2009024C1 |
| Устройство для нанесения покрытия на изделия из магнитных материалов | 1982 |
|
SU1069869A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ТЕРМОДИФФУЗИОННОГО НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 2001 |
|
RU2202650C1 |
| Установка для отливки изделий из пластмасс | 1981 |
|
SU954239A1 |
| Устройство для нанесения покрытий | 1975 |
|
SU552120A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДИФФУЗИОННОГО НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 1999 |
|
RU2156830C1 |