ПроЗо/гьная подача
лг
2. Устройство по п.1, отличающее с я тем, что связь дополнительного щупа с поворотным органом выполнена посредством введенных в i устройство основного и дополнительного золотников, причем основной золотник выполнен подпружиненным, жестко связан с боковыми тягами дополнительного щупа и установлен в дополнительном золотнике, выполненным в виде стакана, расположенного в корпусе основного щупа, а поворотный орган снабжен двумя гидроцилиндрами, рабочие .полости одного из которых соединены через каналы основного и дополнительного золотников .с давлением и сливом рабочей жидкости,
причем одна из полостей другого гидроцилиндра соединена с. торцовой полостью дополнительного золотника, а вторая его полость - с устройством регулирования скорости продольной подачи. .
3. Устройство, по п,1, отличающееся тем, что связь дополнительного щупа с поворотным органом выполнена посредством введенных в устройство сельсина-датчика и сельсина-приемника, причем сельсин-датчик соединен с боковой тягой дополнительного щупа, снабженной зубчатой рейкой, а сельсин-приемник - с поворотным органом, снабженным зубчатым сектором.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлическое копировальное устройство | 1980 |
|
SU897473A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Токарно-револьверный станок с устройством для двухкоординатного копирования | 1981 |
|
SU959929A1 |
| Система автоматической коррекции положения и траектории движения копировального суппорта | 1975 |
|
SU543497A1 |
| Гидрокопировальный многопроходный суппорт | 1977 |
|
SU680857A1 |
| Копировальный гидросуппорт | 1977 |
|
SU621544A1 |
| Копировальный гидросуппорт | 1979 |
|
SU848286A1 |
| Копировальный гидросуппорт | 1978 |
|
SU768602A1 |
| Устройство для управления обрабатывающим инструментом | 1984 |
|
SU1351744A1 |
| Гидрокопировальный привод | 1979 |
|
SU831539A1 |
1.КОПИРОВАЛЬНОЕ УСТРОЙСТВО, содержащее поворотный орган с обрабатывакхцим инструментом, основной щуп с корпусом, взаимодействующий с копиром, и механизм продольной подачи щупа и поворотного органа с устройством регулирования скорости, отличающееся тем, что, с целью повышения качества и точности обработки, устройство снабжено дополнительным щупом, связанным с поворотным органом, установленным с возможностью перемещения относительно основного щупа,и выполненным в виде расположенной перед последним по направлению продольной подачи пластины с боковыми тягами.
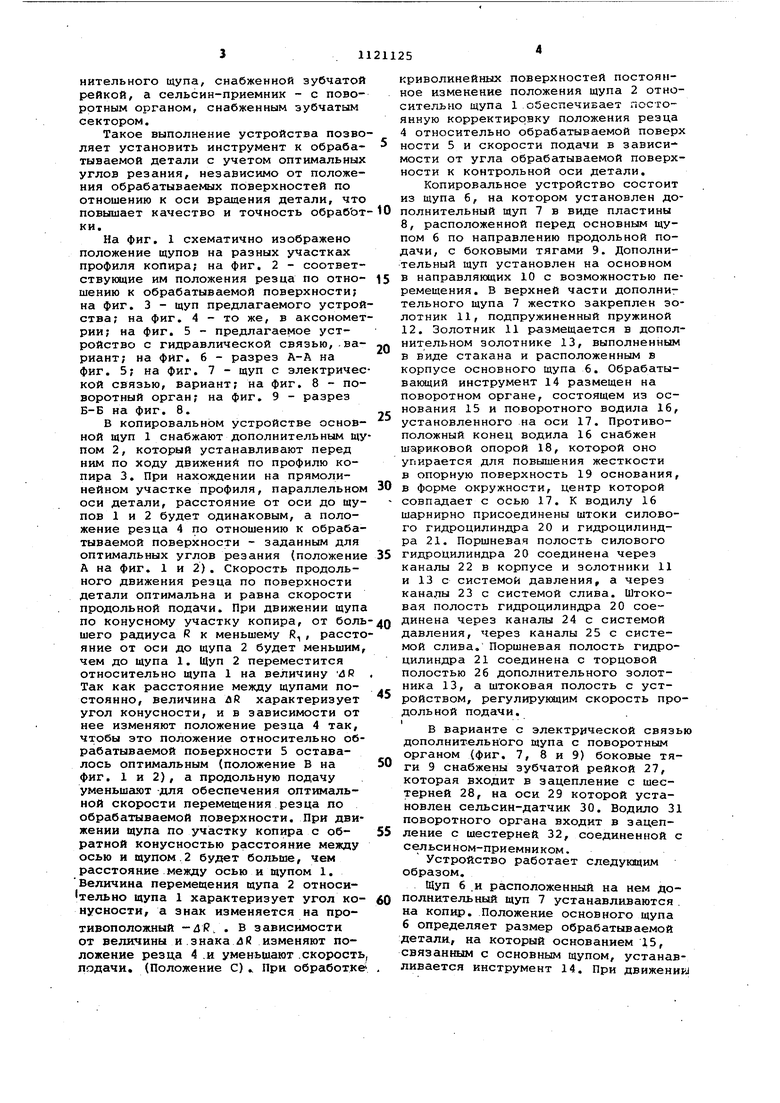
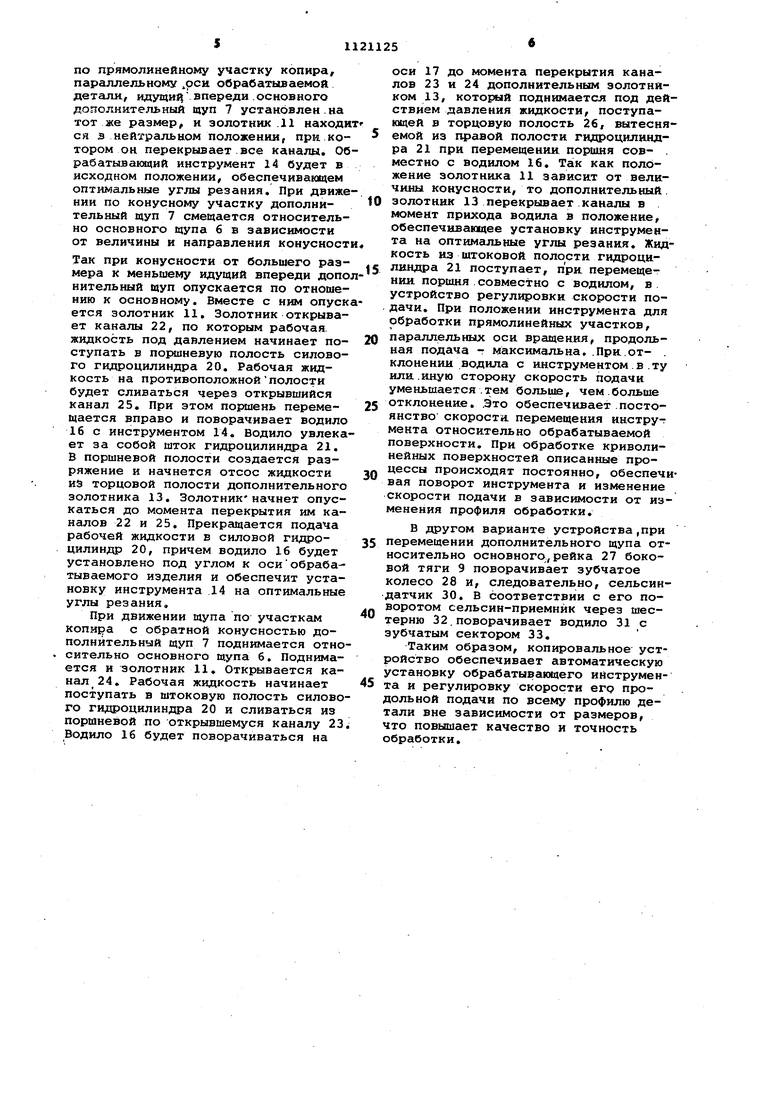
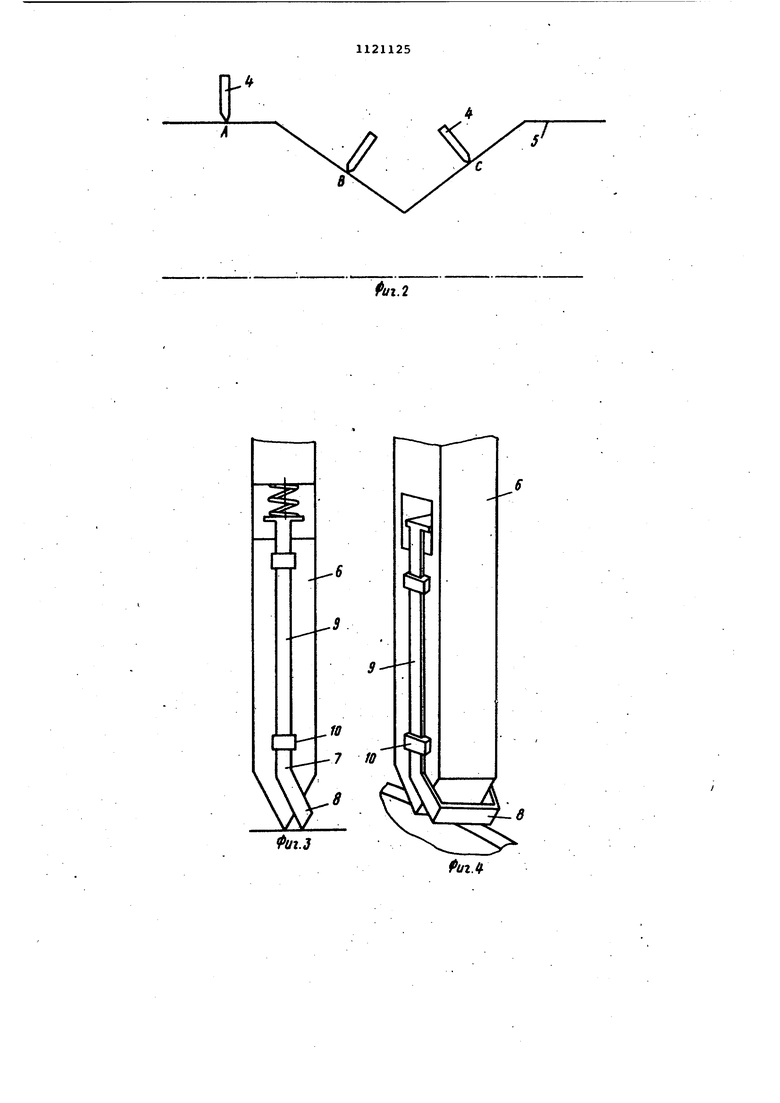
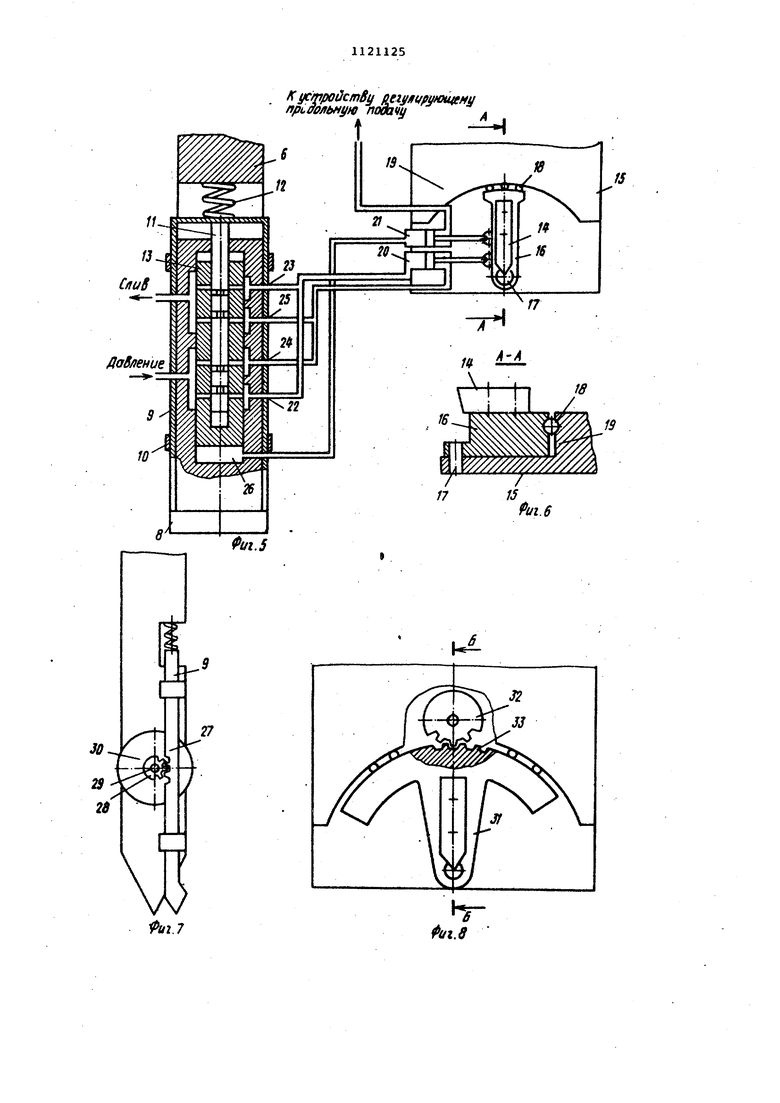
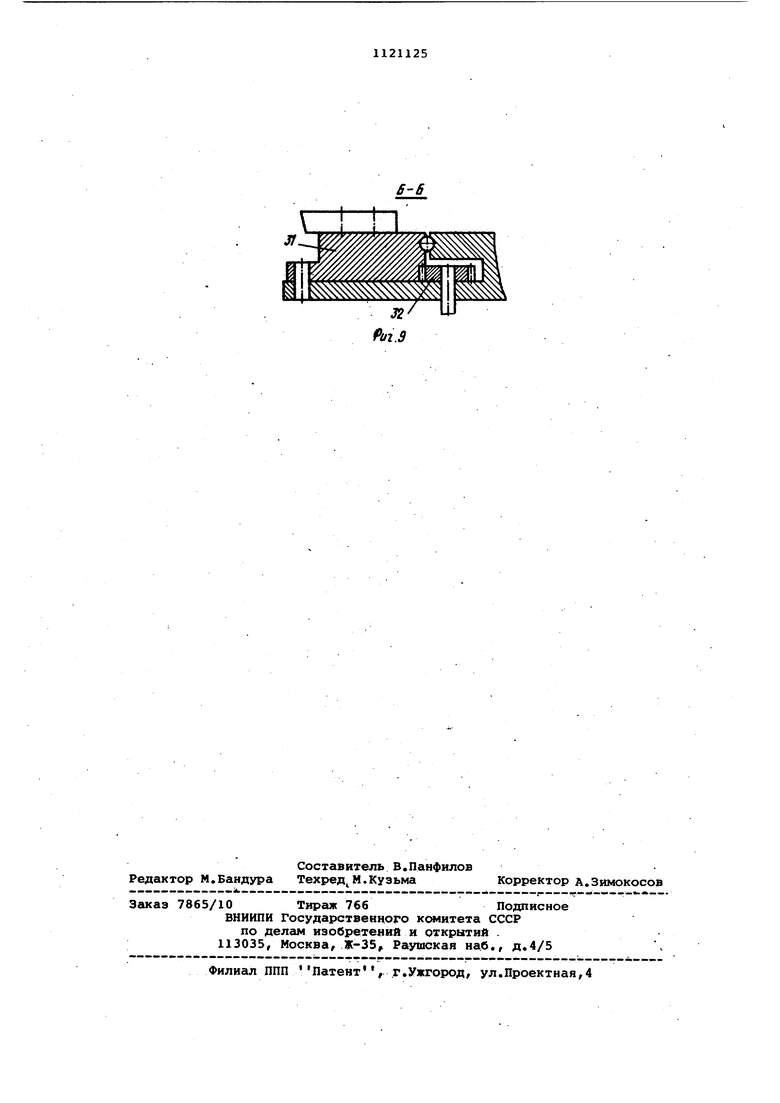
Изобретение относится к механичес кой обработке металлов, а именно к обработке изделий по копирам. Известно копировальное устройство в корпусе которого размевдены датчики линейных перемещений, связанные с измерительным стержнем лодвешенным на упругих злементахС. . Однако указанное устройство не мо жет .обеспечить поворот обрабатываю-. щего инструмента на оптимальные углы резания при обработке поверхностей, расположенных под углом к оси вращения детали. Наиболее близким к изобретению является копировальное устройство, состоящее из поступательно перемещающихся и поворотных органов, на кото рых установлен обрабатывающий инстру мент, и взаимодействующего с копиром щупа, выполненного в виде подпружине ного якоря датчика размера, на котором установлена с возможностью поворота державка с двумя роликами. Поворот инструмента относительно обрабатываемой поверхности осуществляется в зависимости от поворота державки относительно якоря датчика цри движении по копиру L23. Недостаток устройства состоит в том, что размер обработки, задаваемый датчиком в зависимости от профиля копира, зависит также и от кривиз ны поверхности, так как ролики на державке разнесены от оси якоря в обе стороны на расстояние не менее своего радиуса и при изменении кривизны изменяется положение якоря датчика, что снижает точность обрабатываемой детали по копиру.-; Целью изобретения является повышение качества и точности обработки. Указанная цель достигается тем, что копировальное устройство, содержащее поворотный орган с обрабатывающим инструментом, основной щуп с корпусом, взаимодействующий с копиром, и механизм продольной подачи щупа и поворотного органа с устройством регулирования скорости, снабжено дополнительным щупом, связанным с поворотным органом, установленным с возможностью перемещения относительно основного щупа, и выполненным в виде расположенной перед.последним по направлению продольной подачи пластины с боковыми тягами. Связь дополнительного щупа с поворотным органом выполнена гидромеханической посредством введенных в устройство основного и дополнительного золотников, при зтом основной Золотник выполнен подпружиненным, жестко связан с боковыми тягами дополнительного щупа и установлен в дополнительном золотниКе, выполненным в виде стакана, расположенного в корпусе основного щупа, а поворотный орган снабжен двумя гидроцилиндрами, рабочие полости одного из которых соединены через каналы основного и дополнительного золотников с давлением и сливом рабочей жидкости, а одна из полостей другого гидроцилиндра соединена с торцовой полостью дополнительного золотника, вторая его полость - с устройством регулирования скорости продольной подачи. Кроме того, связь дополнительного щупа с поворотным органом выполнена электромеханической посредством введенных в устройство сельсина-датчика и сельсина-приемника, причем сельсиндатчик соединен с боковой тягой дополнительного щупа, снабженной зубчатой рейкой, а сельсин-приемник - с поворотным органом, снабженным зубчатым сектором. Такое выполнение устройства позво ляет установить инструмент к обрабатываемой детали с учетом оптимальных углов резания, независимо от положения обрабатываемых поверхностей по отношению к оси вращения детали, что повышает качество и точность обрабЪт ки. На фиг. 1 схематично изображено положение щупов на разных участках профиля копира; на фиг. 2 - соответствующие им положения резца по отношению к обрабатываемой поверхности; на фиг. 3 - щуп предлагаемого устрой ства; на фиг. 4 - то же, в аксономет рии; на фиг. 5 - предлагаемое устройство с гидравлической связью,.вариант; на фиг. 6 - разрез А-А на фиг. 5; на фиг. 7 - щуп с электричес кой связью, вариант; на фиг. 8 - поворотный орган; на фиг. 9 - разрез Б-Б на фиг. 8. В копировальном устройстве основной щуп 1 снабжают дополнительным щу пом 2, который устанавливают перед ним по ходу движений по профилю копира 3. При нахождении на прямолинейном участке профиля, параллельном оси детали, расстояние от оси до щупов 1 и 2 будет одинаковым, а положение резца 4 по отношению к обрабатываемой поверхности - заданным для оптимальных углов резания (положение А на фиг. 1 и 2). Скорость продольного движения резца по поверхности детали оптимальна и равна скорости продольной подачи. При движении щупа по конусному участку копира, от боль шего радиуса R к меньшему R,, рассто яние от оси до щупа 2 будет меньшим, чем до щупа 1. Щуп 2 переместится относительно щупа 1 на величину Так как расстояние между щупами постоянно, величина ЛК характеризует угол конусности, и в зависимости от нее изменяют положение резца 4 так, чтобы это положение относительно обрабатываемой поверхности 5 оставалось оптимальным (положение В на фиг. 1 и 2), а продольную подачу уменьшают для обеспечения оптимальной скорости перемещения резца по обрабатываемой поверхности. При движении щупа по участку копира с обратной конусностью расстояние между осью и щупом.2 будет больше, чем расстояние между осью и щупом 1. Величина перемещения щупа 2 относительно щупа 1 характеризует угол конусности, а знак изменяется на противоположный - uR.. В зависимости от величины и знака ли изменяют положение резца 4 .и уменьшают .скорость подачи. (Положение С) .. При обработке криволинейных поверхностей постоянное изменение положения щупа 2 относительно щупа 1 обеспечивает постоянную корректировку п.оложения резца 4 относительно обрабатываемой поверх ности 5 и скорости подачи в зависимости от угла обрабатываемой поверхности к контрольной оси детали. Копировальное устройство состоит из щупа б, на котором установлен дополнительный щуп 7 в виде пластины 8, расположенной перед основным щупом 6 по направлению продольной подачи, с боковыми тягами 9. Дополнительный щуп установлен на основном в направляющих 10 с возможностью перемещения. В верхней части дополнительного щупа 7 жестко закреплен золотник 11, подпружиненный пружиной 12. Золотник 11 размещается в дополнительном золотнике 13, выполненным в виде стакана и расположенным в корпусе основного щупа 6. Обрабатывающий инструмент 14 размещен на поворотном органе, состоящем из основания 15 и поворотного водила 16, установленного на оси 17. Противоположный конец водила 16 снабжен шариковой опорой 18, которой оно упирается для повышения жесткости в опорную поверхность 19 основания, в форме окружности, центр которой совпадает с осью 17. К водилу 16 шарнирно присоединены штоки силового гидроцилиндра 20 и гидроцилиндра 21. Поршневая полость силового гидроцилиндра 20 соединена через каналы 22 в корпусе и золотники 11 и 13 с системой давления, а через каналы 23 с системой слива. Штоковая полость гидроцилиндра 20 соединена через каналы 24 с системой давления, через каналы 25 с системой слива. Поршневая полость гидроцилиндра 21 соединена с торцовой полостью 26 дополнительного золотника 13, а штоковая полость с устройством, регулируквдим скорость продольной подачи. 1 В варианте с электрической связью дополнительного щупа с поворотным органом (фиг. 7, 8 и 9) боковые тяги 9 снабжены зубчатой рейкой 27, которая входит в зацепление с шестерней 28, на оси 29 которой установлен сельсин-датчик 30. Водило 31 поворотного органа входит в зацепление с шестерней 32, соединенной с сельсином-приемником. Устройство работает следующим образом. Щуп 6 и расположенный на нем дополнительный щуп 7 устанавливаются. на копир. Положение основного щупа 6 определяет размер обрабатываемой детали, на который основанием 15, связанным с основным щупом, устанавливается инструмент 14. При движении
по прямолинейному участку копира, параллельному .оси обрабатываемоя детали, идущийвпереди .основного дополнительный щуп 7 установлен .на тот же размер, н золотник .11 находит ся в нейтральном положении, при котором он перекрывает все каналы. 06рабатывакидий инструмент 14 будет в исходном положении, обеспечивающем оптимальные углы резания. При движеНИИ по конусному участку дополнительный щуп 7 смещается относительно основного щупа 6 в зависимости от величины и направления конусности
Так при конусности от большего размера к меньшему идущий впереди дополнительный щуп опускается по отношению к основному. Вместе с ним опуска ется золотник 11. Золотник открывает каналы 22, по которым рабочая жидкость под давлением начинает поступать в поршневую полость силового гидроцилиндра 20. Рабочая жидкость на противоположнойполости будет сливаться через открывшийся канал 25. При этом поршень перемещается вправо и поворачивает водило 16 с инструментом 14. Водило увлекает за собой шток гидроцилиндра 21. В поршневой полости создается разряжение и начнется отсос жидкости иэ торцовой полости дополнительного золотника 13. Золотникначнет опускаться до момента перекрытия им каналов 22 и 25, Прекращается подача рабочей жидкости в силовой гидроцилиндр 20, причем водило 16 будет установлено под углом к осиобрабатываемого изделия и обеспечит установку инструмента 14 на оптимальные углы резания.
При движении щупа по участкам копира с обратной конусностью дополнительный щуп 7 поднимается относительно основного щупа 6. Поднимается и золотник 11. Открывается канал 24. Рабочая жидкость начинает поступать в штоковую полость силового гидроцилиндра 20 и сливаться из поршневой по открывшемуся каналу 23 Водило 16 будет поворачиваться на
оси 17 до момента перекрытия каналов 23 и 24 дополнительнее золотником 13, который поднимается под действием давления жидкости, поступающей в торцовую полость 26, вытесняемой из правой полости гидроцилнндра 21 при перемещении порш1ня сов- . местно с водилом 16. Так как положение золотника 11 зависит от величины конусности, то дополнительный. золотник 13 перекрывает каналы в момент прихода водила в положение, обеспечивающее установку инструмента на оптимальные углы резания. Жидкость из штоковой полости гидроцилиндра 21 поступает, при перемещении поршня совместно с водилом, в устройство регулщ)овки скорости подачи. При положении инструмента для обработки прямолинейных участков, параллельных оси вращения, продольная подача - максимальна..При.от- . клонеНИИ водила с инструментом.в.ту или.иную сторону скорость подачи уменьшается.тем больше, чем.больше отклонение. .Это обеспечивает.постоянство скорости, перемещения инструмента относительно обрабатываемой поверхности. При обработке криволинейных поверхностей описанные процессы происходят постоянно, обеспечивая поворот инструмента и изменение скорости подачи в зависимости от изменения профиля обработки.
В другом варианте устройства,при перемещении дополнительного щупа относительно основного,рейка 27 боковой тяги 9 поворачивает зубчатое колесо 28 и, следовательно, сельсин датчик 30. В соответствии с его поворотом сельсин-приемник через шестерню 32.поворачивает водило 31 с зубчатым сектором 33.
Таким образом, копировальное устройство обеспечивает автоматическую установку обрабатывающего инструмента и регулировку скорости его продольной подачи по всему профилю детали вне зависимости от размеров, что повышает качество и точность обработки.
6
.3 Давление
J7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
