большему диаметру ориентируемых деталей.
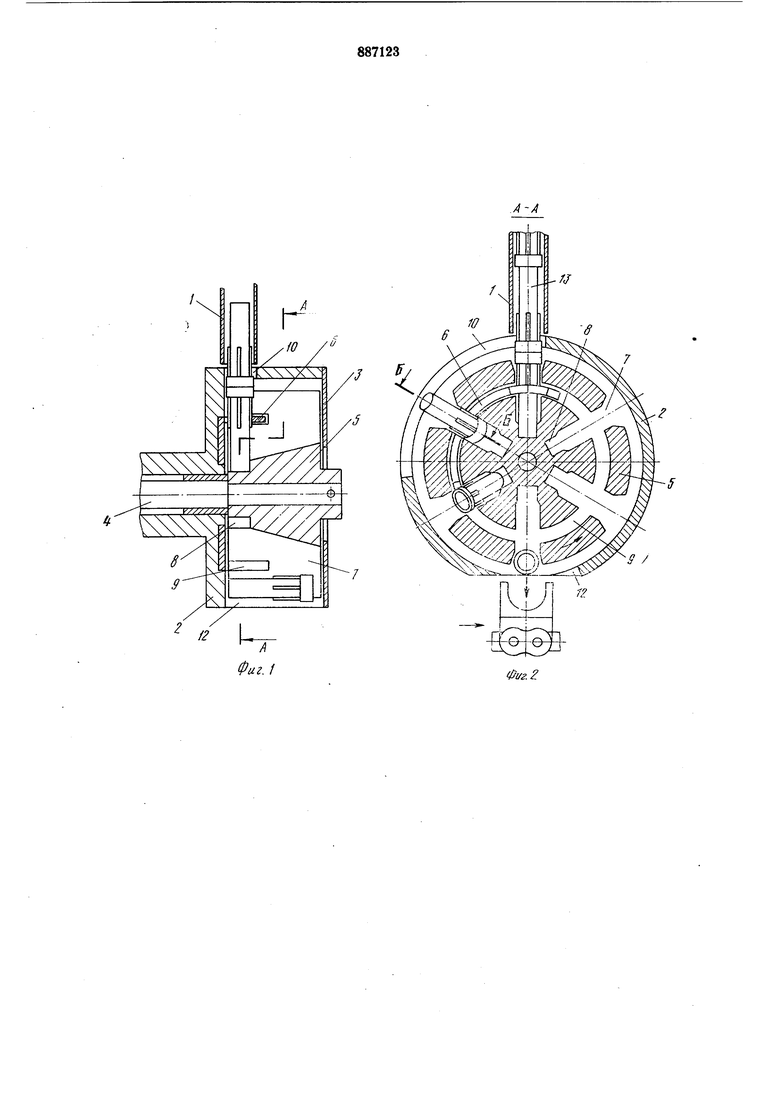
В дне радиальных гнезд 7 выполнены углубления 8, размер которых соответствует меньшему диаметру ориентируемых деталей. На торцовой нов.ерхности ротора 5 имеется кольцевая проточка 9, в которую входит рабочий участок копира 6. На цилиндрической поверхности корпуса 2 выполнен паз 10, ширина которого соответствует большему диаметру ориентируемых деталей. Рабочий участок копира 6 представляет собой часть кольца, торцовая поверхность которого имеет криволинейный профиль, и имеет направляюший паз 11, ширина которого соответствует большему диаметру ориентируемых деталей. Направляющий паз 11 копира 6 расположен под загрузочным лотком 1. В нижней части корпуса 2 выполнено разгрузочное окно 12.
Устройство для ориентации деталей работает следующим образом.
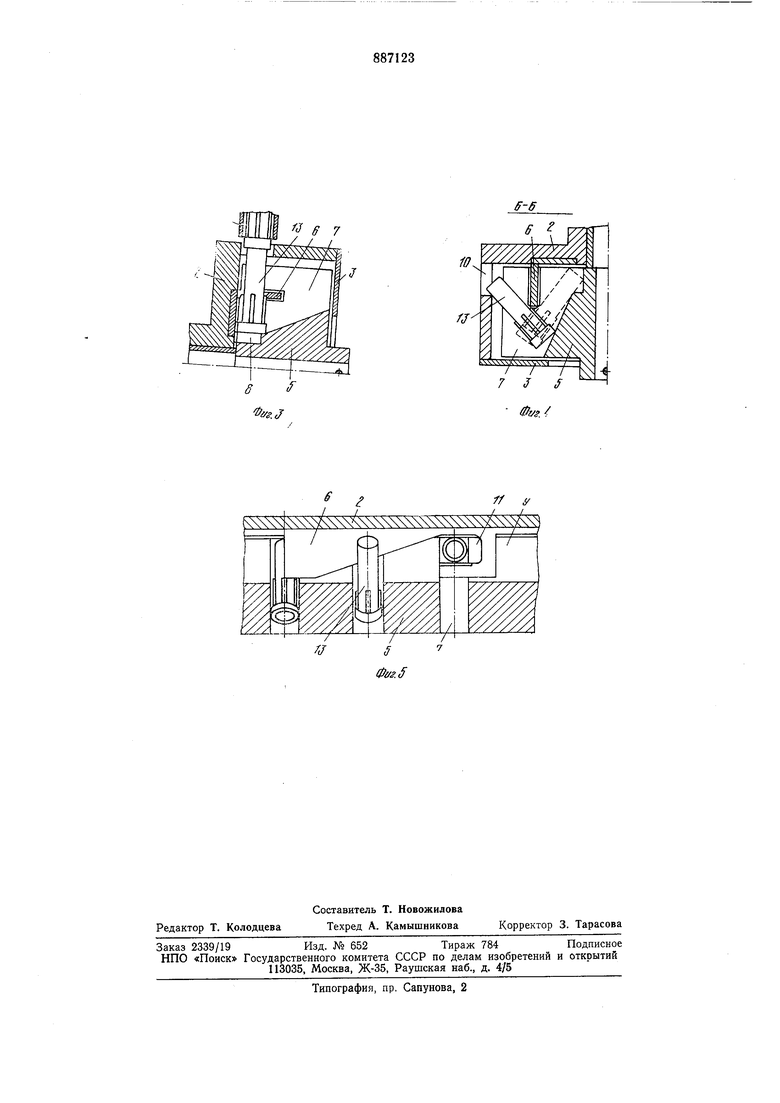
Ротор 5 получает непрерывное вращение от привода (на чертежах не показан) через вал 4. Детали 13 по одной но загрузочному лотку 1 через паз 10 корпуса 2 поступают в одно из радиальных гнезд 7 вращающегося ротора 5. Если деталь 13 поступает в гнездо 7 ротора 5 концом с меньшим диаметром вниз, то этот .конец попадает в углубление 8 в дне радиального гнезда 7. При вращении ротора 5 деталь 13 своей цилиндрической поверхностью взаимодействует с рабочей поверхностью копира 6, а ее конец с меньшим диаметром упирается в стенку углубления 8, в результате чего деталь 13 разворачивается в радиальном гнезде 7 ротора 5 концом с большим диаметром к крыщке 3. Если деталь 13 поступает в радиальное гнездо 7 ротора 5 концом с большим диаметром вниз, то она не попадает в углубление 8, так как его размер меньше большего диаметра детали 13, поэтому конец детали 13 выступает за диаметр ротора 5 и находится в пазу 10 корпуса 2 (см. фиг. 3).
При вращении ротора 5 деталь 13 своей цилиндрической поверхностью взаимодействует с рабочей поверхностью копира 6, а ее конец с меньшим диаметром упирается в стенку паза 10 корпуса 2, в результате чего деталь 13 разворачивается в радиальном гнезде 7 ротора 5 концом с большим диаметром к крышке 3.
При повороте ротора 5 на 180° детали 13, ориентированные концом с большим диаметром к крышке 3, выпадают через разгрузочное окно 12 корпуса 2.
Предлагаемое устройство для ориентации деталей обладает высокой производительностью, так как является устройством непрерывного действия, в котором рабочее и вспомогательное время совмещены, т. е. ориентирование деталей совмещено во времени с их загрузкой и транспортированием. Ориентирование деталей совершается плавно во время поворота ротора от позиции
загрузки до позиции выгрузки, что обеспечивает большую скорость ориентирования и таким образом повышает производительность. Предлагаемое устройство надежно в работе, так как ориентирование осуществляется принудительно за счет взаимодействия детали, находящейся в радиальном гнезде вращающегося ротора с рабочей поверхностью неподвижного копира.
Формула изобретения
1.Устройство для ориентации деталей, имеющих концы разного диаметра, содержащее загрузочный лоток, корпус, на цилиндрической поверхности которого выполнен паз щириной, соответствующей большему диаметру ориентируемых деталей, вращающийся в корпусе ротор с радиальными гнездами, щирина которых соответствует большему диаметру ориентируемых деталей, и копир, отличающееся тем, что, с целью повышения надежности
работы устройства и расширения его технологических возможностей, в дне радиальных гнезд ротора выполнены углубления, размер которых соответствует меньшему диаметру ориентируемых деталей, копир - в виде части кольца, торцовая поверхность которого имеет криволинейный профиль, а на торце ротора выполнена кольцевая проточка, причем рабочий участок копира расположен в кольцевой проточке на торце ротора, а паз на цилиндрической поверхности корпуса расположен у торца.
2.Устройство по п. 1, отличающееся тем, что в копире на позиции загрузки
выполнен направляющий паз, ширина которого соответствует большему диаметру ориентируемых деталей.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 347163, кл. В 23Q 7/02, 1969.
К
/ /
-Ф-.,//2
-
/
.г
.J
7 J f Фг/г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ротор ориентации штучных деталей | 1988 |
|
SU1521556A1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1998 |
|
RU2136474C1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1998 |
|
RU2129945C1 |
| Устройство для наполнения и сборки капсул | 1976 |
|
SU565667A1 |
| Пневмомеханическое устройство для угловой ориентации втулок с радиальным отверстием | 1985 |
|
SU1299768A1 |
| Устройство для ориентации ступенчатых деталей | 1985 |
|
SU1268365A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1998 |
|
RU2130373C1 |
| Роторный автомат питания | 1978 |
|
SU751573A1 |
| Загрузочный ротор | 1990 |
|
SU1745508A1 |
| Устройство для сборки прессовых соединений деталей типа "вал-втулка | 1976 |
|
SU733952A1 |