1
Изобретение относится к области станкостроения, в частности к устройств-аи для крепления шлифовальных кругов.
Известно устройство для крепления шлифовального круга, содержащее упругие центрирующие элементы, размещенные на шпинделе, и упругую центрирующую втулку, на которую установлен шлифовальный круг 1.
Недостатком такого устройства является малаявиброустойчивость круга при шлифовании, в результате чего возникают автоколебания, оказывающие влияние на показатели обработки.
Целью изобретения является устранение вибрации. Это достигается тем, что упругая центрирующая втулка выполнена из двух частей, а упругие центрирующие элементы выполнены в виде тарельчатых пружин с лепесткаМи, отогнутыми под одинаковым острым углом к оси шпинделя, причем кру тильно-осевая жесткость лепестков выбрана меньше крутильно-осевой -и изгибной жесткости шпинделя.
На фиг. 1 изображено устройство для крепления шлифовального круга; на фиг. 2 - разрез А-А на фиг. 1;
на фиг. 3 - сечение Б-Б на фиг. 2. Между концом шпинделя I и посадочным отверстием круга 2 помещают упругоразжимные элементы 3,4, выполненные в виде тарельчатых-пружин с отогнутыми под одинаковым острым углом, например под углом 30°, к оси шпинделя 1 лепестками, связанными по периферии разжимньми втулками 5,6. Уп10ругости элементов 3,4 в крутильноосевом направлении выполнены меньше, например, в 1,2-2 раза радиальной, а также ипгибной упругости шпинделя. Упругое центрирование, а затем закрепление круга осуществляют при осевом перемещении гайки 7 и сжатии тарельчатых пружин 3,4. При этом концы их лепестков перемещаются в радиальном направлении и увелнчива20 ют посёщочный диаметр разжимных
втулок 5,6 и тем самым упруго центрируют посадочное отверстие круга 2 относительно шпинделя 1. При этом за счет отогнутых под одинаковым ост25рым углом к оси шпинделя лепестков пружин 3 и 4 обеспечивают возможность упругих крутильно-осевых колебаний круга 2 относительно шпинделя 1 с низшей собственной частотой, которая меньше, например, 1,2-2 раза
частоты свободных иэгибных колебаНИИ круга на шпинделе.
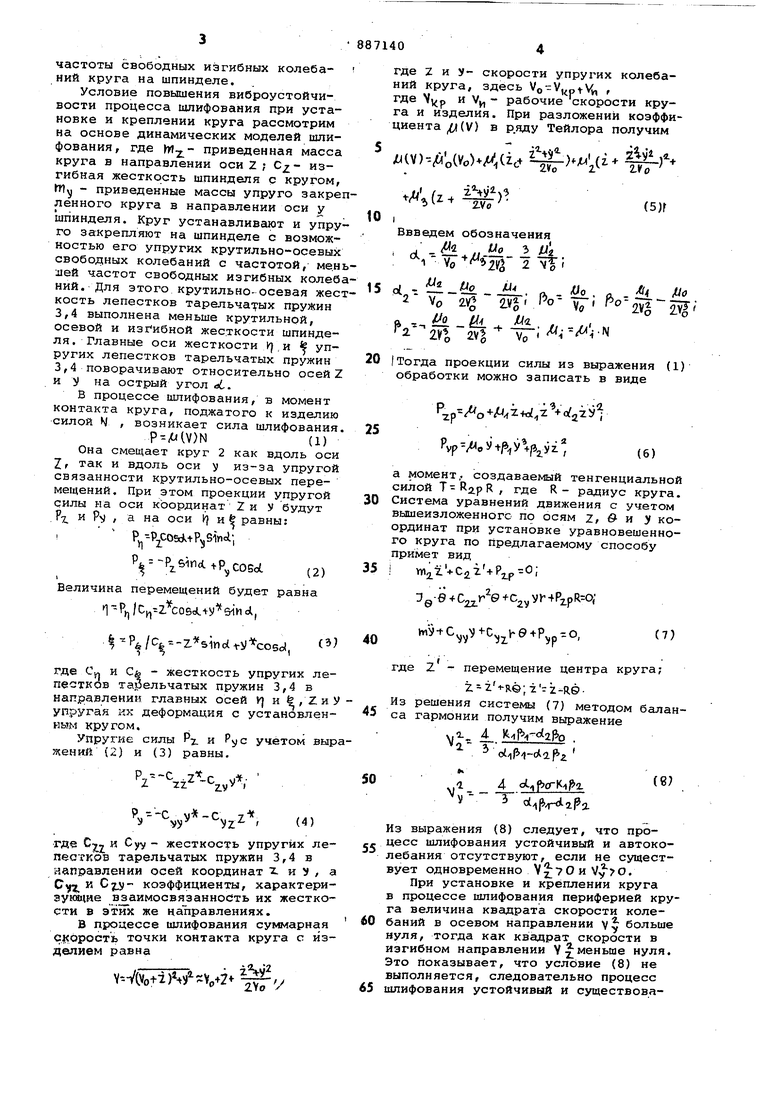
Условие повышения виброустойчивости процесса шлифования при установке и креплении круга рассмотрим на основе динамических моделей шлифования, где приведенная масса круга в направлении оси Z С - изгибная жесткость шпинделя с кругом, 1П - приведенные массы упруго закрепленного круга в направлении оси у шпинделя. Круг устанавливают и упруго закрепляют на шпинделе с возможностью его упругих крутильно-осевых свободных колебаний с частотой, ме.ньцей. частот свободных изгибных колебаний. Для этого крутильно-осевая жесткость лепестков тарельча- ых пру«ин 3,4 выполнена меньше крутильной, осевой и изгибной жесткости шпинделя. Главные оси жесткости , и % упругих лепестков тарельчатых пружин 3,4 поворачивают относительно осейZ и 5/ на острый угол s6.
В процессе шлифования, в момент контакта круга, поджатого к изделию силой М , возникает сила шлифования. P(V)N(1)
Она смещает круг 2 как вдоль оси 2 г так и вдоль оси v из-за упругой связанности крутильно-осевых перемещений. При этом проекции упругой силы на оси координат Z и У будут FZ и PV , а на оси k) и равны:
I P P2CoscktP,,3lnci;
P --P.,6inc.tP COSot (2)
1
Величина перемещений будет равна 1 ,-Z COSdL+V &iM о1,
(5J
),
где Cj, я Ch - жесткость упругих лепестков тарельчатых пружин 3,4 в направлении главных осей У и fe, ZaV упругая кх деформация с установленным кругом.
Упругие силы PZ и Рус учетом выражений (2) и (3) равны.
P,,,z c v :zz
Р,-с,.(4)
VZ
где Cjv и Cyv - жесткость упругих лепестков тарельчатых пружян 3,4 в направлении осей координат х и , а GVT Z-V коэффициенты, характериэутие взаимосвязанность их жесткости в этих же направлениях.
В процессе шлифования суммарная скорость точки контакта круга с изделием равна
YWCVi)-V2 V
где Z и У- скорости упругих колебаний круга, здесь Vo-V,ptV г где и V - рабочие скорости круга и изделия. При разложении коэффициента (V) в р.яду Тейлора получим
/(v)-.o(Vo) (- .X,(,,
(5Я
Ввведем обозначения
: I ;
5 pi... .. .
ft fJa
Vo 2Vj IV о
. 2yj
УЕ
Vo
ft . 0
Ш Vo
;//,
20 (Тогда проекции силы из выражения (1) обработки можно записать в виде
i.
(б)
а момент,, создаваемый тенгенциальной силой , где R- радиус круга. Система уравнений движения с учетом вышеизложенного по осям Z, в и у координат ПРИ установке уравновешенного круга по предлагаемому способу примет вид
i vy)2.7:-bCj,i-bP2.
и g - в-f + с PZP
40 ,,,h0.P,p-.o,
C7)
где z - перемещение центра круга;
Z i R©;ir2.-R©.
Из решения системы (7) методом баланса гармонии получим выражение
i А. P ifo .
ot |ii-c af
(в
1 4 Ц| СГК1Ё2,
V- 3 .ар2.
Из выражения (8) следует, что процесс шлифования устойчивый и автоколебания отсутствуют, если не существует одновременно V|;7 О и .
При установке и креплении круга в процессе шлифования периферией круга величина квадрата скорости колебаний в осевом направлении v больше нуля, тогда как квадрат скорости в иэгибном направлении Y меньше нуля. Это показывает, что условие (6) не выполняется, следовательно процесс
шлифования устойчивый и существование автоколебаний невозможно. При этом облать устойчивости расширяетс если жесткость тарельчатых пружин 3,4 и частоту свободных упругих кол баний круга на шпинделе в крутильно осевом направлении выбирают меньше до двух раз, чем в изгибном направлении. Крепление круга в устройстве поз воляет увеличить режимы обработки, за счет чего повышается производительность шлифовальной- операции до двух раз. Формула изобретения Устройство для крепления шлифовального круга, содержащее упругие jцентрирующие элементы, размещенные на шпинделе, упругую центрирующую втулку, отличающееся тем, что, с целью устранения вибраций, упругая центрирующая втулка выполнена из двух частей, а упругие центрирующие элементы выполнены в виде тарельчатых пружин с лепестками, отогнутыми под одинаковым острым углом к оси шпинделя, причем крутильно-осевая жесткость лепестков выбрана меньше крутиЛьно-осевой и изгибной жесткости шпинделя. Источники информации, принятые во внимание при экспертизе 1. Механизированный инструмент, отделочные машины и вибраторы. Каталог-справочник М., ВНИИСМИ, 1972, с. 83.

| название | год | авторы | номер документа |
|---|---|---|---|
| Эластичный абразивный круг | 1981 |
|
SU963844A2 |
| Способ шлифования | 1983 |
|
SU1087307A1 |
| Шлифовальная головка | 1981 |
|
SU975363A1 |
| Планшайба для крепления шлифовального круга | 1976 |
|
SU685483A1 |
| Планшайба для крепления шлифовального круга | 1981 |
|
SU1020216A1 |
| Устройство для шлифования | 1991 |
|
SU1779564A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146587C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188118C1 |
| ПЛАНШАЙБА ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2204472C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146600C1 |

Фаг. 2:
