1
Изобретение касается оборудования для покрытия стальных труб термопластичной пластмассой, например полиэтиленовой пленкой, методом намотки по спирали.
Известно устройство для нанесения покрытий на трубы, включающее расположенный вдоль труб рольганг, средство нанесения покрытия и средство Q отбора готовой трубы 1 .
Известное устройство предназначено для покрытия труб методом полива.
Наиболее близко к. предлагаемому устройство для покрытия стальных труб термопластичной пластмассой, экструдируемой в виде ленты путем ее намотки по спирали, включающее экструдер, расположенный вдоль оси труб образующий рольганг ряд роликовых опор для их транспортирования и прижимной ролик, длина которого больше ширины наматываемой ленты 2.
В известном устройстве последова- 25 тельно транспортируемые трубы подаются с зазором в 250-300 мм, что приводит при непрерывной намотке ленты к перерасходу полимерного материала в зоне зазора между трубами. 30
Цель изобретения - сокращение потерь пластмассы.
Поставленная цель достигается тем, что устройство, включающее экструдер, расположенный вдоль оси труб образующий рольганг ряд роликовых опор для их транспортирования и прижимной ролик, длина которого больше ширины наматываемой ленты, снабжено расположенными последовательно в зоне прикатки ленты со смещением друг относительно друга в направлении оси труб, состыкованных между собой торцами, двумя роликами-щупами, фиксирующими разность по высоте биений стальных труб и взаимодействующими с регулирующим устройством, связанным с роликовой опорой под передним концом поступающей на обмотку трубы, установленной с возможностью изменения положения по высоте на штоке цилиндра.
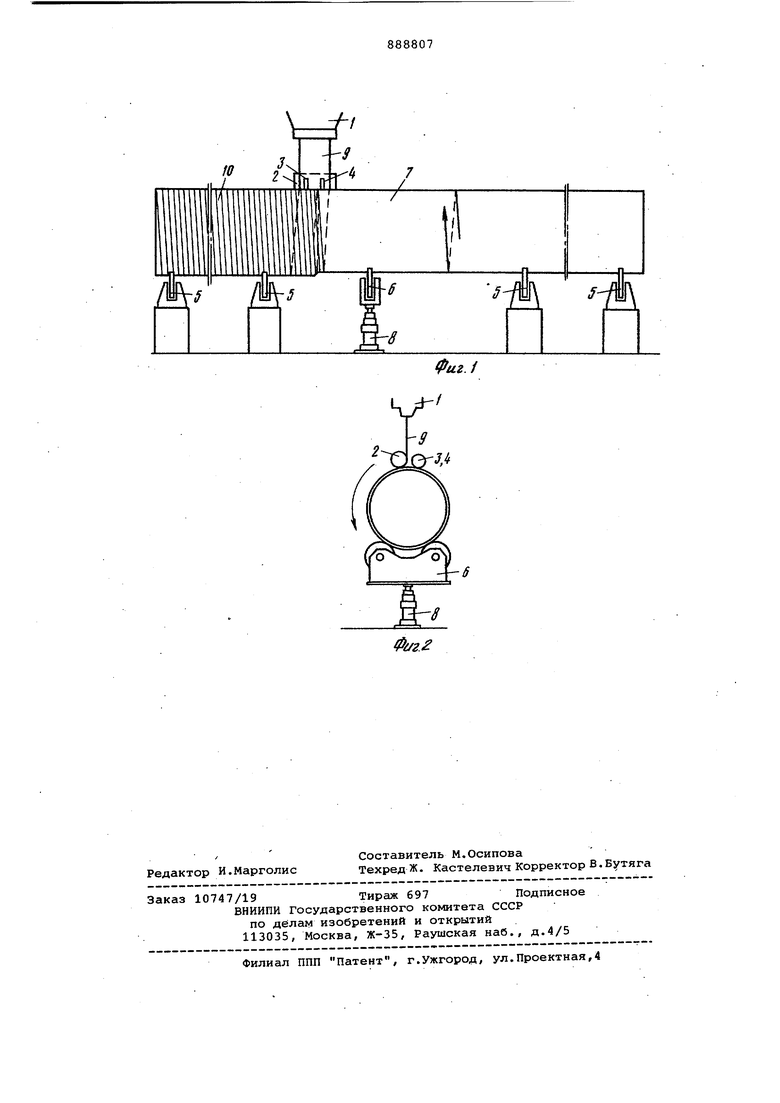
На фиг.1 показано устройство, вид спереди,- на фиг. 2 - то же, вид сбоку.
Устройство для покрытия стальных труб термопластичной пластмассой состоит из экструдера 1, прижимного ролика 2, роликов-щупов 3 и 4, опор. 5 и 6 трубы 7, причем опора 6 сментирована на штоке цилиндра 8. Работа устройства осуществляется следующим образом. Труба 7 подается на опорах 5 и 6 рольганга в зону намотки. Лента 9 из экструдера 1 укладывается на 7 и прикатывается прижимным роликом 2, длина которого больше ширины ленты 9. Для достижения высококачественной обмотки концов труб необходимо, чтобы прижимной ролик 2 прилегал одновременно к обеим трубам .в месте их стыковки. При этом роликщуп 3 касается образующей уже намота ной трубы 10, а ролик-щуп 4 - необмо танной трубы 7. Если между трубами 7 и. 10 в результате биения будет разни ца по высоте, то перемещение роликащупа 3 через регулирующее устройство (не показано на чертеже) передает команду на цилиндр 8, шток которого соответственно поднимает или опускает опору 6 таким образом, чтобы труб 7 и 10 лежали по одной оси. Так как ролики-щупы 3 и 4 постоянно сравнива ют между собой положение труб по высоте, прижимной ролик 2 постоянно прилегает к обеим трубам 7 и 10 и прижимает к ним пленку 9. При реализации изобретения сталь,ные трубы на обмотку поступают встык одна к другой, в результате чего осуществляется намотка без зазора ме ду трубами, исключающая лишний расход полимерного материала. Формула изобретения Устройство для покрытия стальных труб термопластичной пластмассой, экструдируемой в виде ленты путем намотки по спирали, включающее экструдер, расположенный вдоль оси труб образующий рольганг ряд роликовых опор для их транспортирования и прижим ной ролик, длина которого больше ширины наматываемой ленты, отличающееся тем, что, с целью сокращения потерь пластмассы, оно снабжено расположенными последовательно в зоне прикатки ленты со смещением друг относительно друга в направлении оси труб, состыкованных между собой торцами, двумя роликамищупами, фиксирующими разность по высоте биений стальных труб и взаимодействукадими с регулирующим устройством, связанным с роликовой опорой под передним концом поступающей на обмотку трубы, установленной с возможностью изменения положения по высоте на штоке цилиндра. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 510275, кл. В 05 С 7/00, 1976. . 2. Патент СССР 358819, кл. В 29 О 23/00, 1973 (прототип;.
W
--3
ijfcri