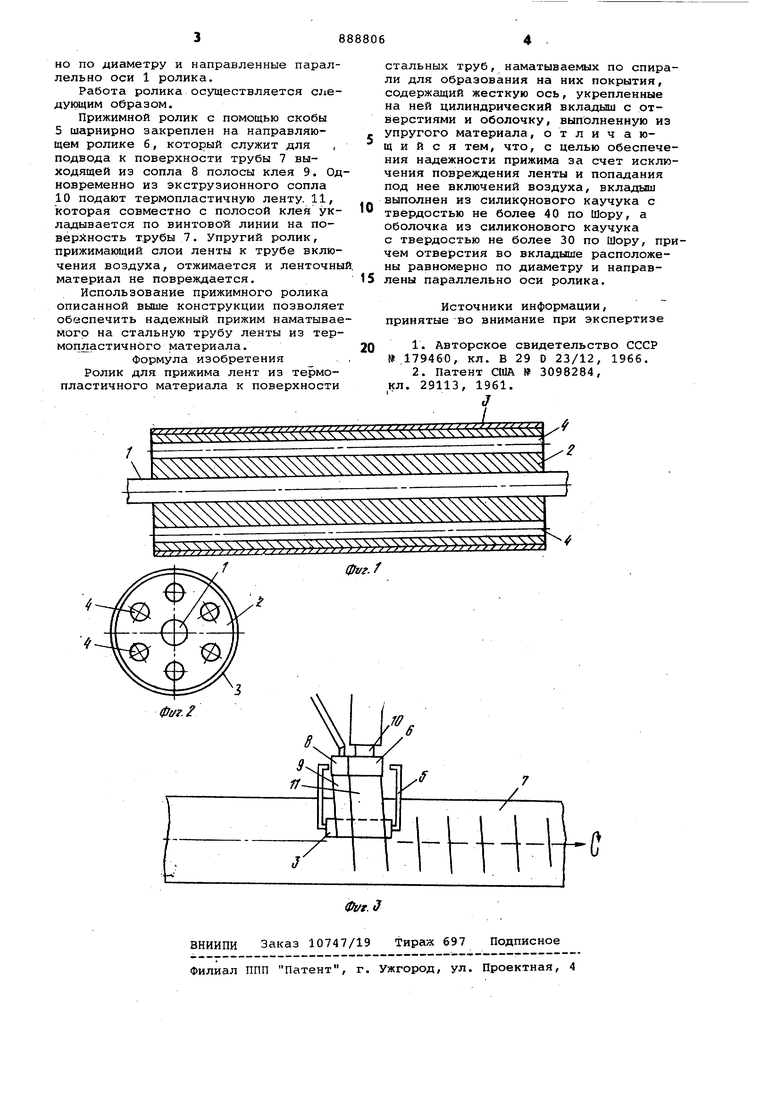
Изобретение относится к оборудова нию для изготовления покрытий методо намотки, а иментю для прижима термопластичных пластмассовых лент к поверхности стальных труб для образова НИН покрытия в виде винтовой линии. Известнь устройства для прижима ленточного материала при его намотке по винтовой линии на поверхность цилиндрического изделия, снабженные прижимным роликом, который выполнен жестким ИЗ. Жесткие прикатывающие ролики обес печивают при прижиме значительные усилия, что может привести к повреж дению наматываемой ленты. Известно также устройство для при жима в виде ролика, содержащего жест кую ось, укрепленные на ней цилиндри ческий вкладыш с отверстиями и оболо ку, выполненную из упругого материала С23 . Известный ролик не обеспечивает нгщежного прижима ленты из-за возмож ности повреждения ленты и попадания воздушных включений под эту ленту. Целью изобретения является обеспечение надежности прижима за счет исключения повреждения ленты и попад ния под нее включений воздуха. Для этого у ролика, содержащего жесткую ось, укрепленные на ней цилиндрический вкладыш с отверстиями и оболочку, выполненную из упругого материала, согласно изобретению вкладыш выполнен ил силиконового каучука с твердостью не более 40 по Шору а оболочка ил силиконового каучука с твердостью не более 30 по Шору, причем отверстия во вкладыше распо-. ложены равномерно по диаметру и направлены параллельно оси ролика. На фиг.1 показан продольный разрез ролика; на фиг.2 - поперечное сечение ролика-, на фиг.З - положение ролика при намотке ленты на трубу. Ролик для прижима лент из термопластичного материала к поверхности стальных труб, наматываемых по спирали для образования на них покрытия, состоит из жесткой оси 1, упругого вкладыша 2, выполненного из силикатного каучука с твердостью не более 40 по Шору, и оболочки 3, выполненной из силиконового каучука с твердостью не более 30 по Шору. Вкладыш 2 и оболочку 3 получают путем заливки каучука относительно оси 1. Для увеличения упругости вкладыш 2 имеет отверстия 4, расположенные равномер-, но по диаметру и направленные параллельно оси 1 ролика. Работа ролика осуществляется следукяцим образом. Прижимной ролик с помощью скобы 5 шарнирно закреплен на направляющем ролике 6, который служит для , подвода к поверхности трубы 7 выходящей из сопла 8 полосы клея 9. Од новременно из экструзионного сопла 10 подают термопластичную ленту. 11, которая совместно с полосой клея укладывается по винтовой линии на повер:4ность трубы 7. Упругий ролик, прижимаюидий слои ленты к трубе включения воздуха, отжимается и ленточны материал не повреждается. Использование прижимного ролика описанной выше конструкции позволяе обеспечить надежный прижим наматыва мого на стальную трубу ленты из тер мопластичного материала. Формула изобретения Ролик для прижима лент из термопластичного материала к поверхности V f.f/f-. стальных труб, наматываемых по спирали для образования на них покрытия, содержащий жесткую ось, укрепленные на ней цилиндрический вкладыш с отверстиями и оболочку, выполненную из упругого материала, отличающийся тем, что, с целью обеспечения надежности прижима за счет исключения повреждения ленты и попадания под нее включений воздуха, вкладыш выполнен из силикрнового каучука с твердостью не более 40 по Шору, а оболочка из силиконового каучука с твердостью не более 30 по Шору, причем отверстия во вкладыше расположены равномерно по диаметру и направлены параллельно оси ролика. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №.179460, кл. В 29 D 23/12, 1966. 2.Патент CIUA 3098284, кл. 29113, 1961. чЧ сдуч с чх : уччу 
---(
