Изобретение относится к обувной про- мын ленностн и может быть использовано в основном нри изготовлении обуви сандального метода крепления.
1Делью изобретения является улучшение экс 1луатацио1ГНЕ)1х свойств обуви и умень- Н1ение расхода материалов.
Использование данного изобретения позволит повысить производительность труда на 10 12%, сократить расход кожевенных материалов для Fiepxa обуви на 5-8%, текстильных материалс)в на 7-8% и получить экономический эффект около 450 тыс. руб. па 1 .млн. нар обуви.
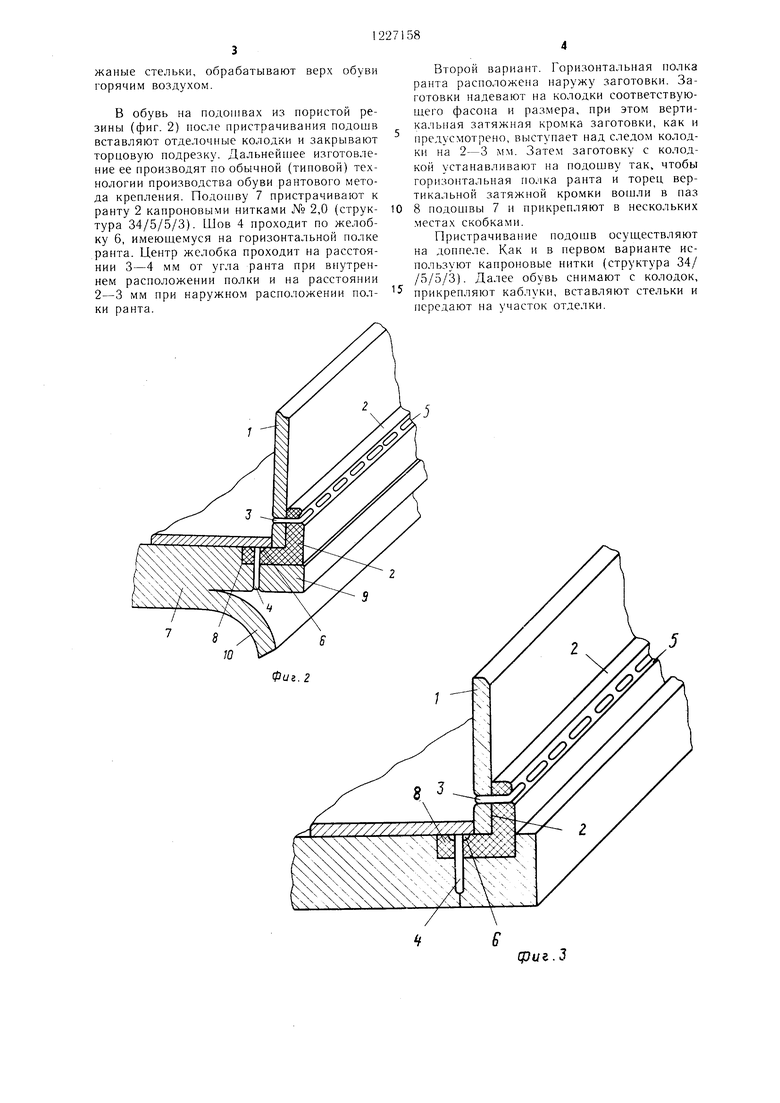
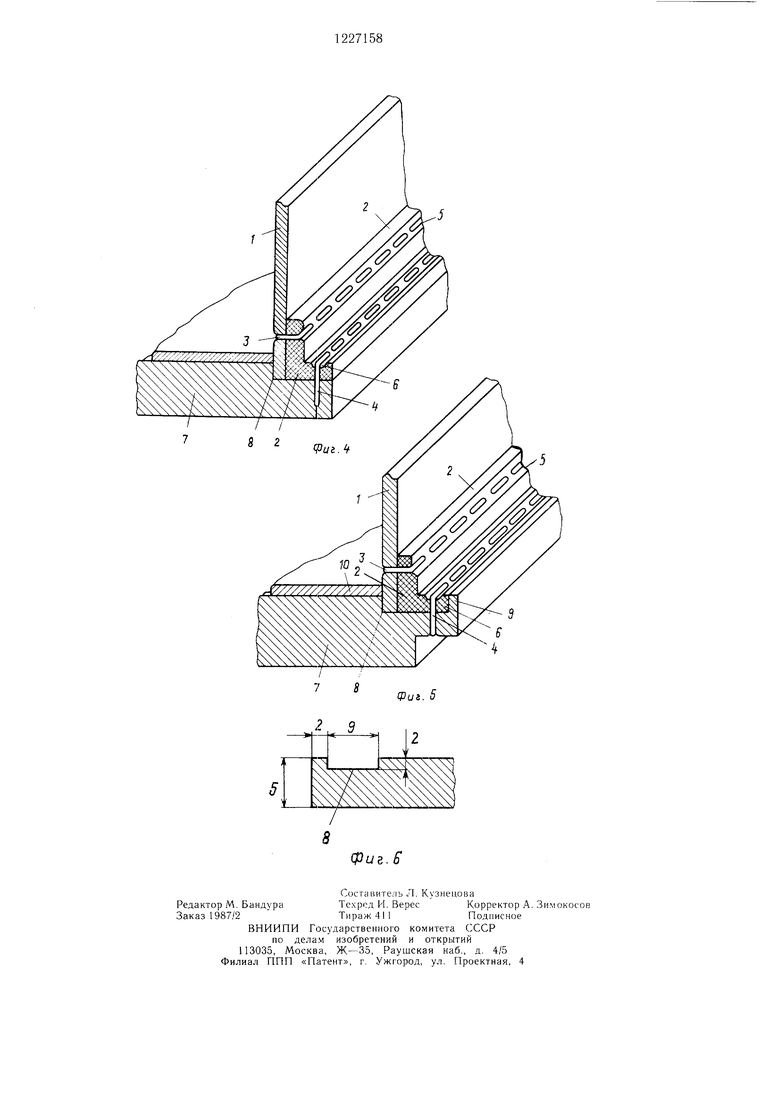
На фиг. 1 --3 показана вертикальная кромка заготовки с пристроченным профи- лироваипы.м рантом, имеюпшм L-образное сечение и расположенным своей горизонтальной нолкой вовнутрь на подошвах из различных материалов: на формованной из синтетических материалов нодошве с глубоким рифлением под HJOB (фиг. 1); на ггористой резиновой подошве с торцовой подрезкой (фиг. 2); на кожаной но юшве (фиг. 3); на фиг. 4 - вертикальная кромка заготовки с пристрочепным профилированным рантом, расноложеппым на подошве своей горизонтальной полкой наружу; на фиг. 5 - то же, расположенным в пазе профилированного бортика 1ЮД01ПВЫ; на фиг. 6 -- параметры сечения паза для фиксации горизонтальной полки ранта.
Заготовку 1 верха формуют с одновре- мепной ее термофиксацией на ман1И 1е ФИИЗ - О д.чя формования заготовок с вертикальной затяжной кромкой, при этом температуру и время тер.мофиксании уста- нав, 1ивают в зависи.мости от применяемых материалов для верха и промежуточных деталей (()сков и задников).
После фо)мования заготвку 1 выдерживают п)п комнатной температуре 20-30 мин, выравнивают затяжную кромку и пришивают с наружной стороны нрофилирован-ный рант 2, имеюп1ий L-образное сечение, по всему периметру за|-отовкп вровень с нижним ее краем.
Для удобства нрип1ивания рантов и луч шего расположения питоч п 1х швов 3 и 4 на вертика;1ьной и горизонтальной полках про- фи,;1ированного ранта 2 вынолнены желобки 5 и 6. Ширина вертикальной нолки ранта 2, заходящей на затяжную кромку заготовки 1, 7-8 мм, пирина горизонтальной полчки б--7 мм.
Заготовку 1 с пристроченным но всему периметру нрофилированным рантом 2 устанавливают па предварите:гьно обработанные (фиг. 2, 3, 4) или на формованные (фиг. 1, 5) Г1одо1пв1)1 7 таки.м образом, чтобы горнзон- та.:1ьная полка pafiTa 2 вошла в паз 8 д,я фиксации горизонтальной полки ранта, при этом наз 8 распо.ложен на неходовой стороне пoдoнJBЫ по замкнутому корггуру на расстоянии 1,5 - 2,0 мм от края и фиксирует внутреннюю форму обуви. Установка
вертикальной затяжной кромки заготовки 1 с пристроченным профилированным рантом 2 в паз 8 может осуществляться при помощи клея для нредварительного крепления.
0
5
0
5
0
5
0
5
пристрачивают к го- профи ли рованного
Затем Г1одоп ву 7 ризонтальной полке ранта 2.
П|1и использовании подоп1вы из пористой резины предварительно на подошве 7 вьпюлпяют надрезание по подошвы 7, при этом пристрачивание профилированного ранта 2 осуществляют к верхней ее надрезанной части 9, а затем приклеивают нижнюю надрезанную часть 0 (фиг. 2).
Пример. Увлажненную заготовку со вставленным задником и подноско.м надевают на горячие раздвижные пуансоны и формуют в течение 1,5-2,0 мин (не показано). Температура разог рева носочного пуансона 120-130°С, пяточного 90-100°С. После формования и термофиксации заготовку снимают с пуансонов и выдерживают нри температуре цеха 20-30 мин. Затем выравнивают затяжную кромку механическими ножами на специальной машине в местах захвата кле1цами. Припуск на вертикальную кромку предусмотрен 2-3 .мм вместо 12 - 14 мм но типовой технологии.
К вертикальной затяжной кромке отформованной заготовки 1 с лицевой стороны пришивают профилированный рант 2 так, чтобы нижний край затяжной кромки совпадал с горизонтальной полкой профилированного ранта и не выступал за нее нри расположении полки наружу или соприкасался с горизонтальной нолкой нри расположении ее впутрь заготовки.
Для пристрачивания ранта применяют капроновые нитки № 1,2 (структура 10,7/ /3/4).
ПиточнЕ)1Й шов 3 проходит но желобку 5 вертикаль} ОЙ нолки ранта 2, расположенного на расстоянии 3--4 мм от края. Шов Hpo4iio стянут и придает заготовке красивый ВНС1ПНИЙ вид. Концы рантов соединяют в гелепочной части заготовки с внутренней стороны. Зате.м горизонтальную полку ранта промазывают клеем, например полнуретано- вым или найритовым, и cyinaT по режиму, устаповленпому для соответствующего клея. Подошвы поступают на сборку (конвейер) с предварительно нромазанньгми клеем и нросушепными назами 8.
Далее изготовление обуви | юизводится но двум вариантам.
Первый вариант (фиг. 1 --3). Горизонтальная нолка ранта расположена внутри заготовки. Вертикальную кромку заготовки с ра.чтом устанавливают в паз 8 подо нвы 7. фиксп руя те.м самым точное положение Kpo.v -- ки отфор.мованной заготовки относите.шно НОДОН1ВЫ и создавая таким образо.м заданный внутренний об ьем обуви. Пос;1е этого нр1- страчивают подоп1ву 7 к ранту 2 насквозь, прикрепляют каблук.ч, вставляю-i кожаные стельки, обрабатывают верх обуви горячим воздухом.
В обувь на подошвах из пористой резины (фиг. 2) после пристрачивания подошв вставляют отделочные колодки и закрывают торцовую подрезку. Дальнейп1ее изготовление ее производят по обычпой (типовой) технологии производства обуви рантового метода крепления. Подо1пву 7 пристрачивают к ранту 2 капроновыми нитками № 2,0 (структура 34/5/5/3). Шов 4 проходит по желобку 6, имеюпдемуся на горизонтальной полке ранта. Центр желобка проходит на расстоянии 3-4 мм от угла ранта при внутреннем расположении полки и на расстоянии 2-3 мм при наружном расположении полки ранта.
Второй вариант. Горизонтальная полка ранта расположена наружу заготовки. Заготовки надевают на колодки соответствующего фасона и размера, при этом вертикальная затяжная кромка заготовки, как и предусмотрено, выступает над следом колодки на 2-3 мм. Затем заготовку с колодкой устанавливают на подошву так, чтобы горизонтальная полка ранта и торец вертикальной затяжной кромки вошли в паз 8 подошвы 7 и прикрепляют в нескольких местах скобками.
Пристрачивание подошв осуществляют на доппеле. Как и в первом варианте используют капроновые нитки (структура 34/ /5/5/3). Далее обувь снимают с колодок, прикрепляют каблуки, вставляют стельки и передают на участок отделки.
Фиг.2
5
cpuz. 3
7 8
Фиг. 6
-,. 5
Составитель Л. Кузнецова
Редактор М. БандураТехред И. Верес Корректор А. Зимокосов
Заказ 1987/2Тираж 411Подписное
ВНИИПИ Государственного комитета СХСР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
фаг.6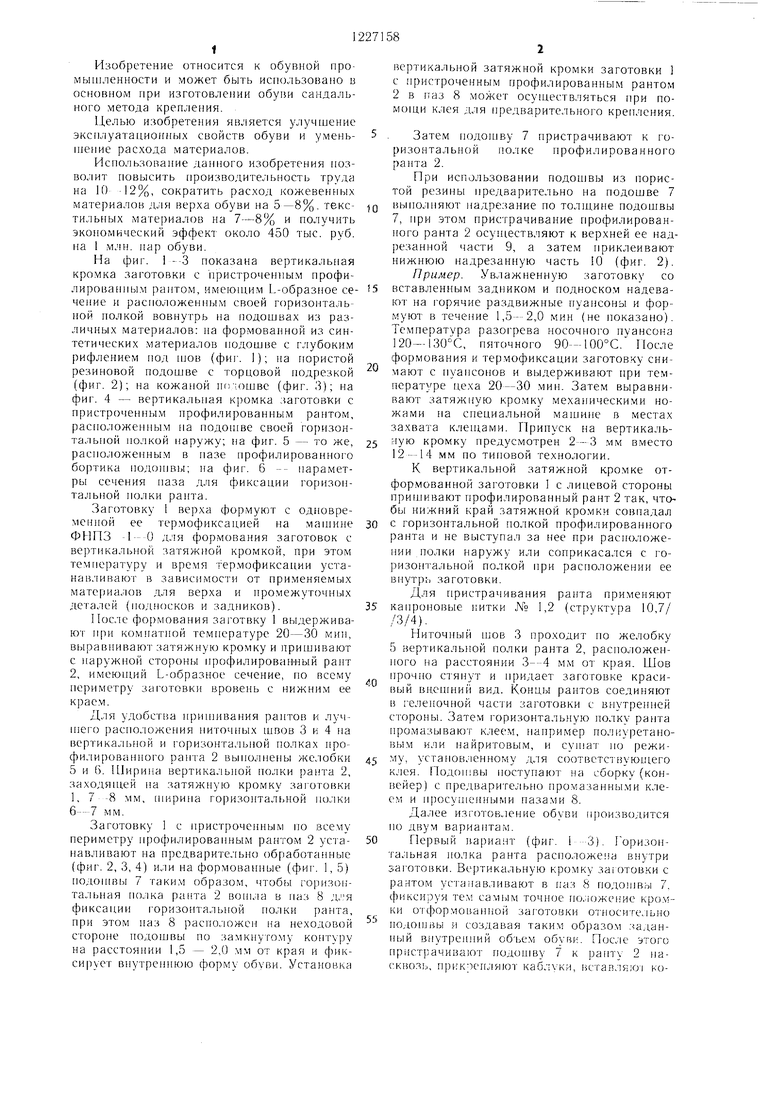
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
| Обувь рантового типа на платформе | 1954 |
|
SU99851A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 1998 |
|
RU2134528C1 |
| СПОРТИВНАЯ ОБУВЬ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ ПОДОШВЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2763566C1 |
| Полуавтомат для круговой затяжки заготовки обуви и накладки или крепления подошвы | 1957 |
|
SU113396A1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ НИЗА К МАТЕРИАЛАМ ВЕРХА ОБУВИ | 2005 |
|
RU2290852C1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| Обувь, изготовленная способом горячей вулканизации | 1945 |
|
SU66950A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2219814C2 |
| Способ изготовления обуви литьевого метода крепления | 1989 |
|
SU1662483A1 |

| ИЗДЕЛИЕ С ФТОРПОЛИМЕРНЫМ ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2469141C2 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
