Изобретение относится к области обработки металлов давлением, а именно к способам изготовления инструментов и их элементов ковкой или штамповкой, более конкретно головок гаечных ключей кольцевого типа, например, с внутренним двенадцатигранником для работы с фланцами труб. Изобретение может быть широко использовано в нефтегазоперерабатывающей промышленности, а также в энергетической промышленности, судостроении и пр.
Характерной особенностью при эксплуатации гаечных ключей кольцевого типа в упомянутых областях промышленности является необходимость создания при затяжке резьбовых соединений значительных усилий. Ключи часто ломаются, а нужны они в большом количестве. Кроме того, если учесть, что нужны ключи, имеющие большой разброс по размерам и геометрии зева ключа-S, как односторонние, так и двухсторонние, становится очевидным, что экономичнее и быстрее их не покупать, а изготавливать на собственном предприятии. Но крупных заводах по переработке нефти, газа, судостроительных имеются ремонтные цеха, оснащенные специальным оборудованием, как-то долбежные станки, молоты, прессы, позволяющие изготавливать определенный ассортимент ручного слесарно-монтажного инструмента, в том числе гаечные ключи кольцевого тина.
Известен способ изготовления головки двухстороннего гаечного ключа кольцевого типа для нефтеперерабатывающей промышленности [1], заключающийся в том, что обрабатывают на токарном станке наружную поверхность прутка с оформлением среднего пояска для последующего соединения головки с ручкой, сверлят внутреннее отверстие, растачивают посередине полость под выход долбяка, затем на долбежном станке с двух сторон оформляют двенадцатигранник.
Известен способ изготовления головки гаечного ключа кольцевого типа [2], заключающийся в том, что исходную заготовку в виде втулки нагревают, устанавливают в открытий штамп и прошивают центральное двенадцатигранное отверстие. Исходную заготовку изготавливают из прутка. Данная реальная технология принята за прототип. Необходимо отметить, что она полностью эквивалентна схеме, описанной в справочной литературе [3]. Прошивание позволяет получить качественную внутреннюю поверхность за счет чистоты поверхности и ее упрочнения [3] . Кроме этого, прошивание менее трудоемко, чем обработка на металлорежущем станке долбяком. Но таким способом возможно оформление простых по форме поверхности отверстий и только в очень коротких заготовках [3]. Чем больше длина отверстия и сложнее его конфигурация, например двенадцатигранник, тем больше вероятность заклинивания прошивки металлом, скапливающимся в нижней части заготовки. Изготовить головку двухстороннего гаечного ключа таким способом не представляется возможным.
Задача изобретения - расширение технологических возможностей способа за счет оформления прошиванием головок двухсторонних ключей, повышение качества ключей в целом, увеличение срока их службы, повышение износостойкости инструмента, а также улучшение экономических показателей процесса изготовления ключей.
Задача решается посредством способа изготовления головки гаечного ключа кольцевого типа, при котором в заготовке сверлят центральное отверстие, затем заготовку нагревают, устанавливают в штамп и прошивают отверстие. Способ отличается тем, что после сверления отверстия в заготовке, его растачивают на конус с соблюдением следующих размеров: h - высота усеченного конуса: dв - диаметр верхнего основания усеченного конуса: dн - диаметр нижнего основания усеченного конуса. Высота конуса равна высоте заготовки, а диаметры определяют как:

где dшт - диаметр технологического отверстия в нижней части штампа для выхода прошивки; F - площадь отверстия готового ключа, например двенадцатигранника, в поперечном сечении.
Прошивание отверстия при этом осуществляет в закрытом штампе. При установке заготовки в штамп верхнее основание конуса располагают со стороны входа прошивки.
Целесообразно прошивание отверстия в заготовке головки ключа осуществлять за два прохода, черновой и чистовой.
Для осуществления способа изготовления головки гаечного ключа кольцевого типа необходимо изготовить заготовку. Способ изготовления заготовки заключается в получении мерной заготовки из исходного материала в виде прутка и в последующей ее осадке до высоты h в закрытом штампе, имеющем внутреннюю поверхность, полностью совпадающую с поверхностью прошивочного штампа.
Целесообразно плоскость разъема частей штампа совмещать с серединой заготовки.
Благодаря растачиванию центрального отверстия на конус с соблюдением указанных соотношений размеров при последующем прошивании исключается заклинивание прошивки металлом, скапливающимся в нижней части заготовки.
В процессе прошивания объем металла из верхней части заготовки перемещается вниз, заполняя конусообразное уширение. Штамповочннй заусенец, затекающий в технологическое отверстие в нижней части штампа для выхода прошивки сводится до минимума, более того, как показала опытная проверка, в большинстве случаев он практически отсутствует. Одновременно с перемещением металла вниз по ходу прошивки и заполнения конусообразного уширения происходит процесс обратного выдавливания в верхней части заготовки. Соотношения размеров при растачивании на конус отверстия в исходной заготовке выведены опытным путем с учетом обоих вышеуказанных процессов, связанных с перемещением объемов металла. Чтобы учесть эти перемещения с достаточной точностью и тем самым обеспечить формообразование внутреннего многогранника в головке ключа, необходимо прошивание проводить в закрытом штампе, т.к. именно закрытая штамповка характеризуется целенаправленным течением металла и высоким коэффициентом использования металла. В случае заявляемого решения металл должен заполнять конусообразное уширение в центральном отверстии заготовки, отсюда вытекает одно важное условие - плотное охватывание поверхностью штампа наружной поверхности заготовки.
При использовании закрытого штампа положительным является также то, что осуществляется точное центрирование инструмента прошивки относительно оси прошиваемого отверстия, тогда как в известных решениях [2, 3] для обеспечения центрирования прошивки возникает надобность в сложных громоздких приспособлениях.
Для выполнения условия плотного охватывания поверхностью штампа наружной поверхности заготовки они должны быть идентичны друг другу. Этого можно добиться, обработав, как, например, в [1], наружную поверхность заготовки на токарном станке. Но в [1] наружная поверхность головки представляет собой свободную поверхность, поэтому допуски на ее обработку могут быть назначены в широких пределах. В заявляемом решении обработка с высокой точностью на металлорежущем станке наружной поверхности заготовки в условиях неспециализированного предприятия будет представлять собой весьма трудоемкую операцию. А если учесть, что эта поверхность "промежуточная", технологическая, и после прошивания снова нужна обработка на токарном станке, чтобы удалить шероховатость - "след" от места смыкания верхней и нижней частей прошивочного штампа, то такая обработка невыгодна не только с точки зрения затрат времени и труда, но и с экономических позиций. Все эти затраты становятся соизмеримыми с затратами на обработку внутреннего отверстия на металлорежущем станке [1] и изобретение может потерять смысл.
Поэтому предлагается способ изготовления заготовки для осуществления способа изготовления головки гаечного ключа кольцевого типа. Другими словами, чтобы решить задачу, поставленную в процессе создания изобретения на дату подачи заявки, способ изготовления головки ключа может быть осуществлен только с помощью предлагаемого способа изготовления исходной заготовки. При этом разрешается не только первоначальная задача изобретения, но и целый комплекс проблем, связанных с изготовлением гаечных ключей кольцевого типа.
Повышение качества ключей в целом, увеличение срока их службы, дальнейшее повышение экономичности способа наряду с первоначальным обеспечением условий для качественного оформления внутреннего отверстия при прошивании - это задачи, которые решает способ изготовления исходной заготовки.
Поясним каким образом осадка влияет на процесс прошивания.
Вo-первых, для осадки и прошивания фактически служит один и тот же штамп, отличие только в том, что в штампе для прошивания дополнительно имеются отверстия для прохождения прошивки. Тем самым достигается полное совпадение поверхностей исходной заготовки и прошивочного штампа.
Во-вторых, в процессе осадки в закрытом штампе прорабатывается и улучшается структура металла заготовки, измельчается зерно, что повышает механические свойства металла, прежде всего пластичность, а также прочность, исключаются раковины и т.п. погрешности структуры сырого металла.
Повышение пластичности ведет при осуществлении прошивания к более качественному заполнению металлом, скапливающимся по ходу прошивки в нижней части заготовки конусообразного уширения.
В процессе дальнейшего изготовления ключа повышение пластичности в совокупности с исключением раковин улучшает качество сварки головки ключа с ручкой.
Повышаются также эксплуатационные свойства ключей. Ключи, не обработанные по предлагаемой технологии недолговечны в эксплуатации, появляются трещины, особенно в зимнее время, при резких перепадах температуры. Опытная проверка показала, что срок службы новых ключей повышается более, чем на порядок.
Наиболее оптимальной и устойчивой (что важно при последующем прошивании) является бочкообразная форма головки ключа. Это достигается совмещением плоскости разъема частей закрытого штампа для осадки с серединой заготовки. Специально конструировать штамп под такую форму заготовки нет необходимости, она образуется за счет штамповочных уклонов в штампе.
Наконец, предварительная осадка заготовки головки ключа в закрытом штампе позволяет унифицировать процесс изготовления гаечных ключей за счет расширения типоразмера исходной заготовки. В пределах запаса устойчивости возможно использование прутка любого диаметра. При этом длина отрезаемого прутка рассчитывается, исходя из объема штампа с учетом штамповочных уклонов, по известным формулам [4].
Такая унификация значительно повышает экономические показатели процесса изготовления гаечных ключей не на специализированных предприятиях.
Экономические показатели также находятся в зависимости от износостойкости инструмента и срока его службы.
Необходимо отметить, что условия работы прошивки, являясь весьма жесткими, вызывают ее повышенный износ. Условия работы прошивки за счет процесса обратного выдавливания в закрытом штампе несколько облегчаются, но оптимальным все же является прошивание отверстия за два прохода, черновой и чистовой. После первого прохода высота заготовки увеличивается за счет обратного выдавливания. При установке заготовки в штамп для второго прохода ее подбивают по высоте, ударяя бойком молота по поверхности верхней половины штампа, и прошивают отверстие во второй раз. При ударе удаляется окалина в отверстии, что также играет положительную роль при повышении износостойкости инструмента.
Способ иллюстрируется следующими чертежами:
Фиг.1 - начало осадки исходной заготовки.
Фиг.2 - конец осадки.
Фиг.3 - заготовка головки ключа, подготовленная к прошиванию.
Фиг.4 - начало процесса прошивания отверстия в заготовке головки ключа.
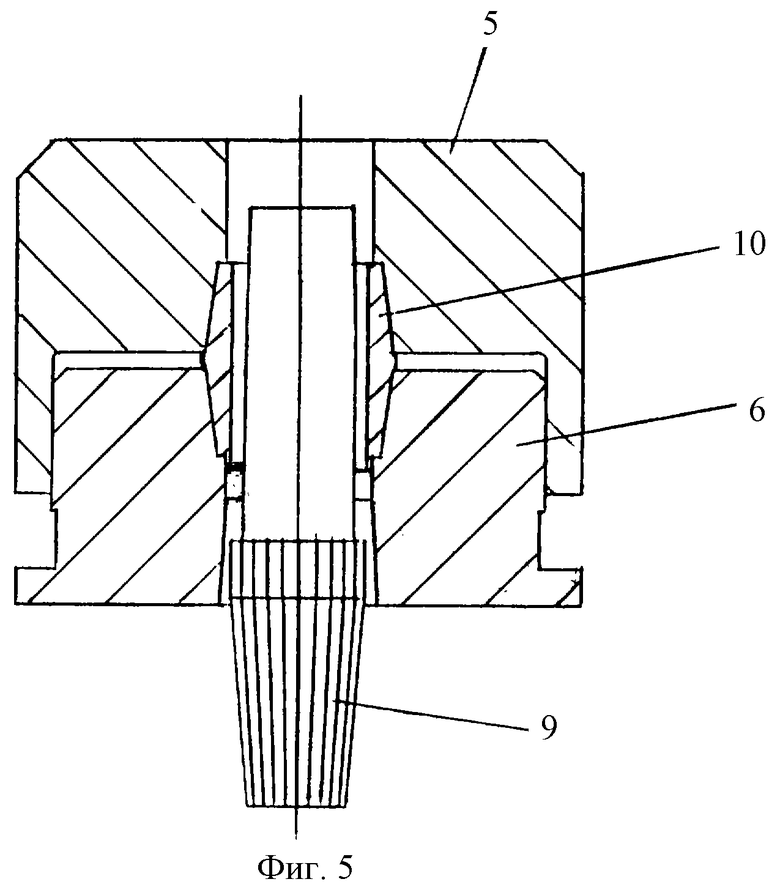
Фиг.5 - конец процесса прошивания.
Фиг.6 - готовая головка ключа: а) - вид сбоку, б) - вид в плане.
Штамп для осадки исходной заготовки 1 головки ключа (фиг.1, 2) состоит из верхней 2 и нижней 3 половин с плоскостью разъема 4.
На фиг. 3 показаны размерные соотношения в заготовке головки ключа, подготовленной к прошивке: h - высота усеченного конуса, равная высоте заготовки; dв - диаметр верхнего основания усеченного конуса: dн - диаметр нижнего основания усеченного конуса.
Прошивочный штамп (фиг.4, 5) также состоит из верхней 5 и нижней 6 половин. В нижней половине имеются технологическое отверстие 7 для выхода прошивки и кольцевая опорная площадка 8. Позицией 9 показан инструмент - прошивка, 10 - заготовка.
На фиг.6 показана готовая головка ключа с двенадцатигранным отверстием, S - зев ключа.
Сведения, подтверждающие возможность осуществления способа изготовления головки гаечного ключа кольцевого типа и способа изготовления исходной заготовки.
Изготавливали головку ключа - форма отверстия двенадцатигранник; зев ключа S= 32 мм; высота головки Н=54 мм; диаметр наружной поверхности по центральному пояску D=51 мм; материал сталь 40Х ГОСТ 4543-78.
Из прутка диаметром 45 мм путем резки получают мерную заготовку длиной 1= 58,5 мм. Заготовку нагревают устанавливают в нижнюю половину штампа 3 и осуществляют осадку до смыкания нижней 3 и верхней 2 половин штампа. Высота полученной заготовки h=50 мм, диаметр по центральному пояску D'=51,2 мм.
Следующие операции заключаются в сверлении центрального отверстия в полученной исходной заготовке и растачивании его на конус с соблюдением заданных размерных соотношений:
h - высота усеченного конуса, равная высоте заготовки =50 мм;
dв - диаметр верхнего основания усеченного конуса;
dн - диаметр нижнего основания усеченного конуса;
где F - площадь двенадцатигранного отверстия в головке ключа, определяется через размер S-зева ключа с учетом расположения поля допусков. S= 32+0.2 +0.5 мм, принимаем для расчетов S=32,3 мм, F=968,4 мм2
где dшт - диаметр технологического отверстия в нижней половине прошивочного штампа для выхода прошивки. При выборе этого диаметра (в процессе конструирования и изготовления штампа) руководствуются прежде всего фактором, заключающимся в обеспечении необходимой опорной площадки для заготовки при прошивании в ней отверстия, но в то же время он должен быть достаточным для выхода нагретой от заготовки прошивки и некоторых излишков металла. С учетом изложенных факторов
dшт = dусл+Δ,
где dусл - условный диаметр окружности, касательной по впадинам двенадцатигранника в ключе, определяется через зев ключа S. Как было отмечено, принимаем для расчетов S=32,3 мм, отсюда
dусл=Sрасч•k,
k - расчетный коэффициент, учитывающей геометрию двенадцатигранника = 1,1547.
dусл=32,3•1,1547=37,2986 мм.
Δ - размер гарантированного зазора для выхода излишков металла, выбирают опытным путем, в данном случае Δ=1 мм на сторону, dшт=37,2986+2=39,2986 мм.
Далее заготовку нагревают, устанавливают в нижнюю половину штампа, закрывают верхней половиной и прошивают отверстие. После первого прохода штамп разбирают, вынимают заготовку и осуществляют контроль отверстия посредством контрольной гайки. Даже при выборе
двенадцатигранник чаще всего оформляется за один проход. Если отверстие полностью не оформилось, заготовку снова нагревают, устанавливают в штамп, подбивают ее по высоте и прошивают во второй раз - чистовой проход. Оба прохода осуществляют либо одним и тем же инструментом, либо черновой проход - черновым инструментом. В качестве чернового инструмента используют прошивку, потерявшую размер зева, в этом случае отверстие заведомо не оформляется за один проход.
По окончании прошивания полуфабрикат головки снова подвергают контролю. Высота заготовки при прошивании увеличилась до 54,3 мм.
Заключительная операция - обработка на токарном станке: подрезка торцов со снятием фасок и удаление следа смыкания верхней и нижней частей прошивочного штампа. Окончательные размеры готовой головки соответствуют заданным.
Способ изготовления головки гаечного ключа кольцевого типа позволяет изготавливать двухсторонние ключи без использования трудоемких операций, связанных со снятием стружки, а совместно со способом изготовления исходной заготовки решается целый комплекс проблем, указанных выше, в описании. Изобретение представляется конкурентоспособным и по предварительным данным будет иметь широкую коммерческую реализацию.
Источники информации
1. Технология изготовления головки гаечного ключа кольцевого типа ремонтного цеха АО "Уфа Нефтехим", г.Уфа.
2. Технология изготовления головки гаечного ключа кольцевого типа АО "Уфимский нефтеперерабатывающий завод" (чертежи на 2 л. прилагаются).
3. "Справочник металлиста" под ред. д-ра техн. наук проф. М.П.Новикова и канд. техн. наук П.Н.Орлова, М., "Машиностроение", 1977, т.4, 707 c.
4. А.П.Атрощенко, В.И.Федоров "Горячая штамповка труднодеформируемых материалов", Л., "Машиностроение", 1979 г., 286 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Способ получения заготовок гаек | 1986 |
|
SU1563835A1 |
| Механизированная линия для изготовления штампокатаных колец | 1980 |
|
SU902951A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОЙ ДЕТАЛИ | 2006 |
|
RU2332277C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОЙ ДЕТАЛИ | 2006 |
|
RU2332276C1 |
| Способ производства железнодорожных колес | 1975 |
|
SU610593A1 |
| Способ изготовления цельнокатаных железнодорожных колес | 1990 |
|
SU1729670A1 |
| Способ электроэрозионного изготовления фасонных волок | 1988 |
|
SU1590239A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| Способ изготовления кольцевых изделий | 1982 |
|
SU1077690A1 |



Изобретения относятся к области обработки металлов давлением и могут быть использованы при изготовлении инструментов операциями ковки и штамповки. Мерную заготовку из исходного материала в виде прутка осаживают в закрытом штампе до высоты h. Затем в заготовке сверлят центральное отверстие, которое растачивают на конус с получением усеченного конуса высотой h. Диаметры верхнего и нижнего оснований конуса определяют из приведенных выражений. Полученную заготовку нагревают и устанавливают в прошивочный штамп. При этом верхнее основание усеченного конуса располагают со стороны входа в заготовку прошивки. Прошивание отверстия могут производить за два прохода: черновой и чистовой. Прошивочный штамп имеет поверхность, совпадающую с внутренней поверхностью закрытого штампа для осадки. Плоскость разъема штампа для осадки совмещают с серединой заготовки. В результате обеспечивается расширение технологических возможностей способа и повышение качества полученных изделий. 2 с. и 2 з.п.ф-лы, 6 ил.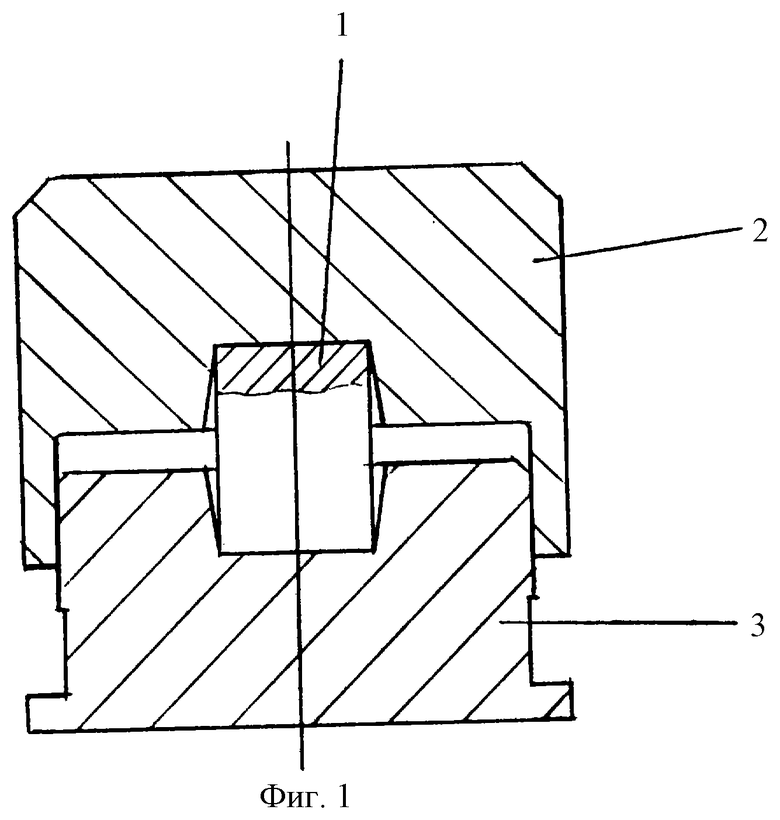

где dшт - диаметр технологического отверстия в нижней части штампа для выхода прошивки;
F - площадь поперечного сечения отверстия готового ключа, например, в форме двенадцатигранника,
после чего заготовку нагревают, а прошивание отверстия осуществляют в закрытом прошивочном штампе, при установке в который верхнее основание усеченного конуса располагают со стороны входа в заготовку прошивки.
| СПОСОБ ПОЛУЧЕНИЯ ГОЛОВОК ТОРЦЕВЫХ КЛЮЧЕЙ | 1995 |
|
RU2071863C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦЕВЫХ КЛЮЧЕЙ СО СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 1995 |
|
RU2084305C1 |
| Способ изготовления гаечных ключей | 1975 |
|
SU564083A1 |
| СТРАТЕГИЧЕСКИЙ ВЕРТОЛЕТ | 2007 |
|
RU2336199C1 |
| СПОСОБ ВЫЯВЛЕНИЯ РАЗНОВИДНОСТИ ФОРМЫ ОСТЕОХОНДРОЗА ШЕЙНОГО ОТДЕЛА ПОЗВОНОЧНИКА | 2021 |
|
RU2774259C1 |

