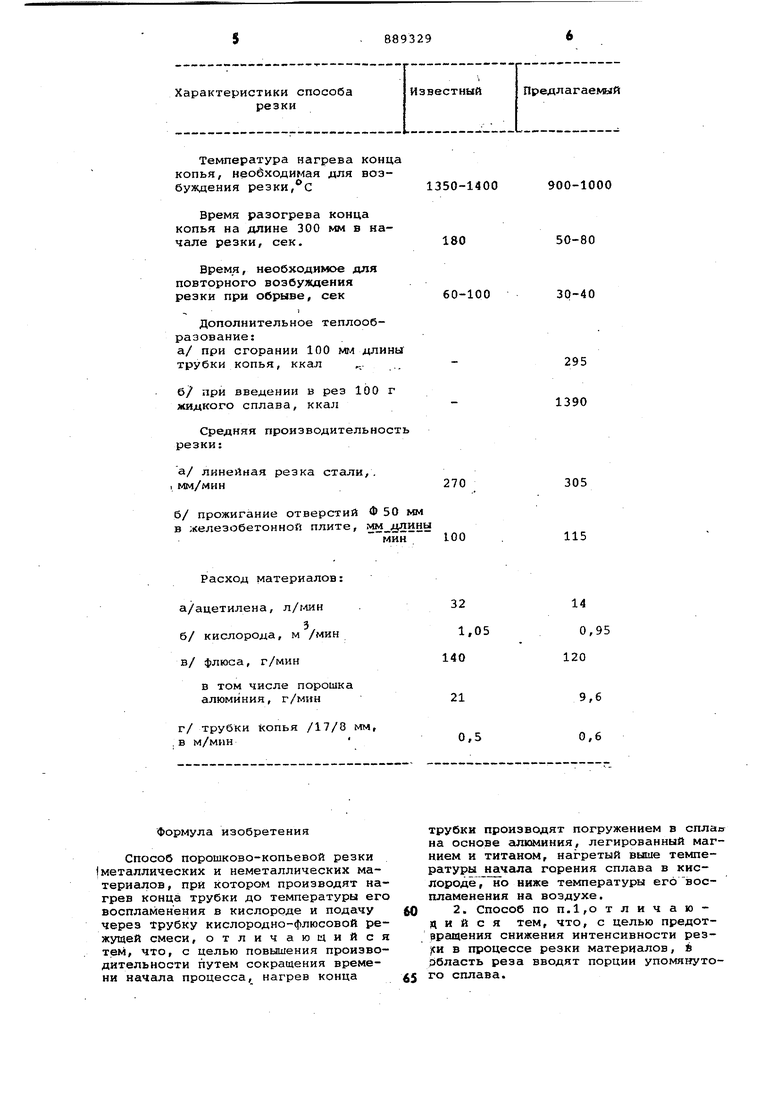
уменьшается теплообразование и это вызывает прекращение резки. По этой же причине при резке заго товок большой толщины из трудно разрезаемых сплавов и прожигании глубоких отверстий в неметаллических материалах повышается расход флюса и требуется высокое содержание в нем алюминиевого порошка, что также является недостатком известного способ Цель изобретения - увеличение вво димого и образовавшегося при резке тепла, в особенности в ее начальный |период, снижение температурного барь ера, сокращение времени, затрачиваемого на первичное и повторное возбуждение процесса, облегчение распро странения резки в глубину материала и снижение уде:1ьного расхода флюса при одновременном уменьшении содержа ния в нем алюминиевого порошка. Поставленная цель достигается тем что в предлагаемом способе порошково копьевой резки металлических и неметаллических материалов, при котором производят нагрев конца трубки до температуры его воспламенения в кислороде и подачу через трубку кислородно-флюсовой режущей смеси, операцию нагрева конца трубки производят погружением в жидкий сплав на основе алюминия, легированный магни ем и титаном, нагретый выше темпера туры начала горения сплава в кислоро де, но ниже температуры его воспламенения на воздухе. Кроме того с целью предотвращения снижения интенсивности резки в процессе резки материалов, в област реза:вводят порции упомянутого спла Способ осуществляют путем погружения конца трубки в сплав на основ алюминия. Этот сплав легируют магни ем и титаном и нагревают выше темпе ратуры начала горения сплава в кислороде, но ниже температуры его вос пламенения. В процессе резки, при снижении интенсивности процесса, в полость реза добавляют порции этого же сплава. Погружение конца копья в известный жидкий сплав позволяет не тольк подогреть его за счет физического Тепла внешнего источника, как это происходит в данном способе, но и одновременно нанести на внутренню и на 5ужную поверхности копья слой н гретого сплава, алюминий, магний и тиТсГй, которого вступают при резке активное взаимодействие с кислородо при .более низких температурах, чем сталь копья и порошки флюса и по ре акциям с большими экзотермическими эффектами. Все это .(также как и введение жи кого сплава непосредственно в облас реза), Обеспечивает снижение температурного барьера резки, дополнител ное теплообразование и увеличение вижения фронта резки в глубину. Пример . Производят сравнительные опыты по копьевой порошковой резке нержавеющей стали марки ;х18Н9Т с толщиной 100 мм и прох иганию отверстий в железобетонной плите толщиной 80 мм известным и предлагаемым способами. В известном способе применяется железисто-алюминиевый флюс, состоящий из 85% железного и 15% алюминиевого порошка, в предложенном способе сЪдержание во флюсе железного порошка повышается до 92%, а алюминиевого, соответственно, снижается до 8%. В известном способе до пуска кислородно-флюсовой смеси конец копья нагревается до 1350-1400с с помощью ацетилено-кислородного пламени сварочной горелки, которое используется |гакже при повторном возбуждении процесса резки после его прекргицения. В предлагаемом способе в начале резки и после обрывов, подогрев копья производится в основном погружением На глубину 300 мм в жидкий алю- . миниевый сплав АЛ-27 (88-90,5% алюминия, 9,5-11,5% магния и 0,050,15% титана), перегретый в электропечи под покровным шлаком (хлориды натрия, калия и магния) до 950-1000°. В случае необходимости для предупреждения окисления сплава на конце копья на воздухе или.его остывания производится дополнительно кратковременный подогрев восстановительным пламенем горелки. Кроме того, в на.чале резки, а также при обнаружении признаков ее затухания в глубину реза вводятся небольшие порции 50-100 г жидкого сплава,отбираемые непосредственно из.печи на каждые 100 г сплава,приставшего к поверхности копья или введенного в рез при взаимодействии с кислородом образуется 1400 ккал дополнительного тепла, что представляет заметную долю в общем тепловом балансе резки. Данные испытаний изображены в таблице. Как видно из таблицы предлагаемый способ имеет лучшие технико-экономические характеристики. Использование предлагаемого способа порошково-копьевой резки металлических и неметаллических материалов позволит снизить температурный барьер, повысить устойчивость и снизить непроизводительность затрат времени резки, увеличить количество вводимого извне и образующегося в процессе тепла, а,следовательно, повышение производительности и качества резки, повысить скорости движения фронта резки в глубь разрезаемого материала и снизить удельный расход материалов, в том числе дефицитных и дорогостоящих алюминиевого и железного порошков.
Температура нагрева конца копья, необходимая для возбуждения резки,С
Время разогрева конца копья на длине 300 мм в начале резки, сек.
Время, необходимое для повторного возбуждения резки при обрыве, сек
-ч
Дополнительное теплообразование:
а/ при сгорании 100 мгл длины трубки копья, ккал
б7 при введении в рез 100 г жидкого сплава, ккалСредняя производительность резки:
а/ линейная резка стали,. I мм/мин
б/ прожигание отверстий Ф 50 в хелезобетонноп плите, мм дл
Расход материалов: а/ацетилена, б/ кислорода, м /мин в/ флюса, г/мин
в том числе порошка алюминия, г/мин
г/ трубки Копья /17/8 мм, в м/мин
900-1000
50-80
30-40
295
1390
305
мин
115
14
0,95 120
9,6 0,6
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ КИСЛОРОДНО-ФЛЮСОВОЙи | 1965 |
|
SU174513A1 |
| УСТАНОВКА ДЛЯ КИСЛОРОДНОЙ ФЛЮСО-РЕЗАКОВОЙ И ФЛЮСО-КОПЬЕВОЙ РЕЗКИ МЕТАЛЛОВ, ЖЕЛЕЗОБЕТОНА И ДРУГИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ, В ТОМ ЧИСЛЕ ВЫСОКОЛЕГИРОВАННОГО СКРАПА | 1995 |
|
RU2066604C1 |
| СПОСОБ КИСЛОРОДНО-ФЛЮСОВОЙ РЕЗКИ ОГНЕУПОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2434744C2 |
| РАБОЧИЙ ОРГАН ДЛЯ ПОРОШКОВО-КИСЛОРОДНОЙ КОПЬЕВОЙ РЕЗКИ БЕТОНА И ЖЕЛЕЗОБЕТОНА | 1973 |
|
SU394213A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ КИСЛОРОДНО-КОПЬЕВОЙ РЕЗКИ МЕТАЛЛОВ | 2006 |
|
RU2330748C2 |
| Флюс для кислородно-флюсовой резки | 1984 |
|
SU1181838A1 |
| УСТРОЙСТВО ДЛЯ КИСЛОРОДНО-КОПЬЕВОЙ РЕЗКИ | 2001 |
|
RU2198077C1 |
| Способ кислородно-флюсовой резки | 1977 |
|
SU632515A1 |
| СПОСОБ ТЕПЛОЭРОЗИОННОЙ РЕЗКИ | 1993 |
|
RU2066603C1 |
| СПОСОБ ОБРАБОТКИ АЛЮМИНИЯ ИЛИ ЕГО СПЛАВОВ | 2004 |
|
RU2281977C1 |
Формула изобретения
Способ порошково-копьевой резки (металлических и неметаллических материалов, при котором производят нагрев конца трубки до температуры его воспламенения в кислороде и подачу через Трубку кислородно-флюсовой режущей смеси, отличающийся тем, что, с целью повышения производительности путем сокращения времени начала процесса, нагрев конца
трубки производят погружением в сплал на основе гшюминия, легированный магнием и титаном, нагретый выше температуры начала горения сплава в кислороде, но ниже температуры его воспламенения на воздухе.
2, Способ поп.1,отличаюЯ и и с я тем, что, с целью предотвращения снижения интенсивности рез)си в процессе резки материалов, рбласть реза вводят порции упомянутого сплава. Источники информации, принятые во внимание при экспертизе 1 ПРТППИ р тт р„А U т. . 1. Петров Г.Л., Буров Н.Г. и Абрамович В.Р. Технология и оборудование газопламенной обработки металлов л Машиностроение, 1978, с.229. 2. Спектор О.Ш. Кислородно-флюсойая резка нержавеющих сталей М Машиностроение Г19б2,с 119-126.
