1
Изобретение относится к электрюфизическим и Электрехи1иическим методам обработки, а именно к электроэрозионным профильно-вырезным станкам.
Известны электроэрозионные профильно-вырезные станки, в которых для образования наклонной образующей вырезаемого контура, направляющим элементам для электрода-проволоки сообщают аксиальное взаимное перемещение в горизонтальной плоскости при помощи приводных и шарнирных устройств 1 .
Недостатком таких станков является невозможность получения высокой точности обработки.
Известен также электроэрозионный станок для вырезания контуров с наклонной образующей электродом-проволокой, положение которого относительно обрабатываемой детали задается направляю1Щ ми, закрепленными на скобе, которая кинематически связана с приводом, вьшолненным в виде карданного шарнира, связанного с корпусом станка и скобой, оси которого пересекеюгся с осью электрода-проволоки 12).
Недостатком такого станка является невозможность увеличения размеров обрабатьшаемой детали без увеличения габаритов станка.
Целью изобретения является, увеличение размеров обрабатываемой детали при обеспечении высокой точности обрабатьшаемого контура с наклонной образующей.
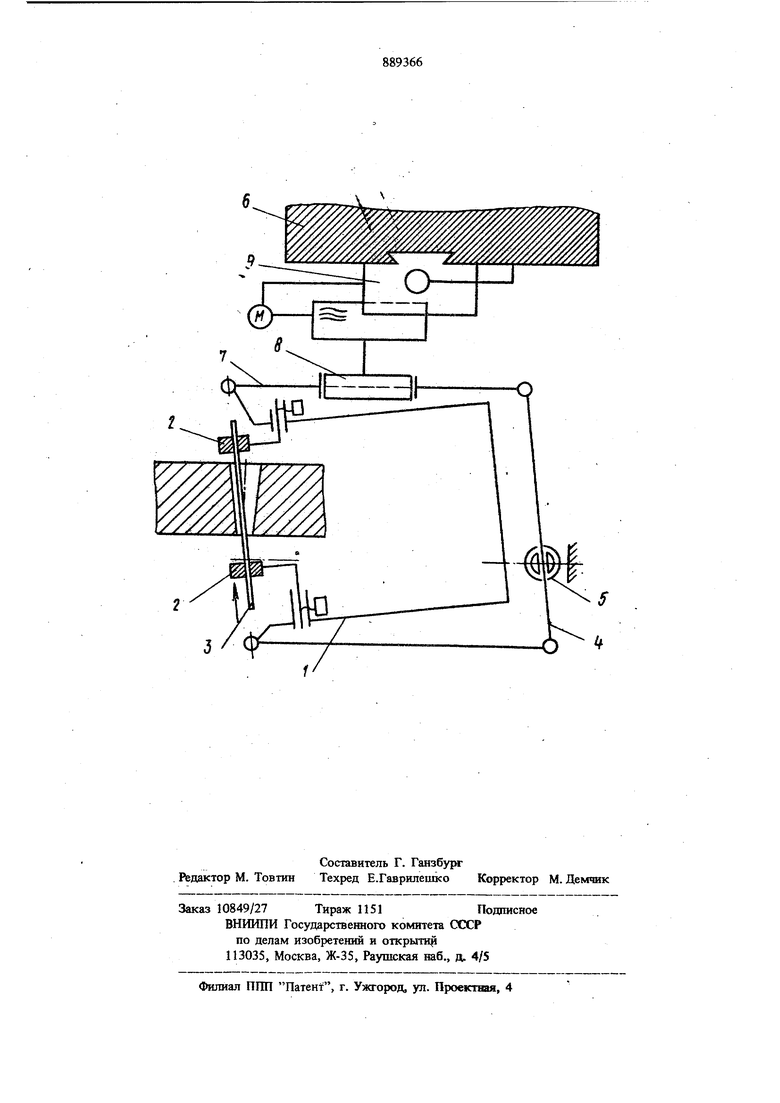
, Указанная цель достигается тем, что в электроэрозионном станке для вырезания контуров с параллельной или наклонной образующей кинематическая связь скобы с .приводом выполнена в виде шарнирного параллелограмма, одним из плеч которого является скоба, противоположное скобе плечо закреплено на опоре, выполненной в виде сферического или карданиого шарнира, а одно из прилегающих плеч шарнирно связано с приводом, причем ось шарнира параллельна этому плечу. При подаче импу7п сного напряжения на электрод-проволоку и заготовку и движении заготовки относительно электрода-проволоки, постоянно устанавливаемого в заданное наклонное положение, в заготовке образуется контур с наклонными образующими заданной формы. Так как все детали, несущие скобу, расположены с однбй стороны от обрабатываемой заготовки, обеспечивается возможность увеличения размеров детали и сохраняется высокая точность за счет обеспечения постоянства взаимного расположения направляющих проволоки и за счет того, wo точность управления величиной угла наклона не зависит от точност измерения расстояния между направляющими проволоки. IНа чертеже изображена схема станка, где обрабатьшаемая Деталь показана условно распо ложенной в ванне, установленной на программ но управляемом координатном столе. Станок включает скобу 1, на которой с возможностью перестановки закреплены направляющие 2 для электрода-проволоки 3. Скоба 1 является изогнутым плечом шарнирного параллелогра:мма, противоположное плечо 4 которого установлено в сферическом nia нире 5, закрепленном на корпусе 6 станка. На прилегающем, плече 7 параллелограмма установлена шарнирно без возможности перемещения вдоль плеча втулка 8, Втулка жестко связана с кареткой двухкоординатяого стола 9 При паремещейии координатного стола 9 направяяюопе 2 проволоки, расположенные на лшши, соедимяккцей оси двух щарниров, перемеща отся в точном соответствии с перемещением плеча 4 параллелогра1мма. Так как расстояние от совершающей плоское движение втулки 8 до центра щаршра S не зависит от расстояния между направляющими 2, то угол наклона проволоки мозкет быть точно задан независимо от величины этого расстояния. Пр программно управляемом перемещении координатного стола 9 и координатного стола с за готовкой в последней образуется вырез с наклонными стенкалет, имеющий заданную программой конфигурацию. 4 Совокупность этих признаков обеспечивает повышение точности обработки к увеличение размеров обрабатываемых деталей. Так, предотвращается перегиб проволоки на направляющих элементах скобы, обеспечивая тем самым ста& льность натяжения проволоки при осуществлении наклона скобы, что позволяет повысить производительность обработки. Расположение всех элементов скобы в одной плоскости обеспечивает по сравнению с известным техническим рещением увеличение размеров обрабатьтаемой детали или при сохранении этих размеров позволяет использовать станки меньших габаритов. Формула изобретения Электроэрозионный станок для вырезания контуров с наклонной образующей электродомпроволокой, положение которого относительно обрабатьшаемой детали задается напрарляющими, закрепленными на скобе, которая кинематически связана с приводом, отличаю-, щ и и с я тем, что, с целью расширения технологических возможностей за счет увеличения размеров -обрабатьтаемой детали при обеспечении высокой точности вырезаемого контура, кинематическая связь скобы с приводом вывьшолнена в виде шарнирного параллелограмма, одним из плеч которого является скоба, противоположное скобе плечо закреплено на опоре, вьшолненной в виде сферического шарнира, а одно из прилегающих плеч шарнирно связано с приводом. Источники информашга, принятые во внимание при экспертизе 1.Бихман Б. М., Горский В. А. и Полоцкий В. Е. Электрофизические и электрохимические методы обработки. М., НИИ МАШ, 1979, вьш. 9, с. 7-11. 2.Патент Швейцарии № 592493, кл. В 23 Р 1/12, опублик. 1975. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЭРОЗИОННЫЙ ВЫРЕЗНОЙ СТАНОК | 1995 |
|
RU2098241C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ ВЫРЕЗНОЙ СТАНОК | 1996 |
|
RU2098242C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ ВЫРЕЗНОЙ АВТОМАТИЗИРОВАННЫЙ СТАНОК | 2008 |
|
RU2399465C1 |
| Направляющее устройство для проволочного электрода | 1977 |
|
SU738813A1 |
| Фотокопировальное устройство к электроэрозионному станку | 1976 |
|
SU565799A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2467842C1 |
| Станок для электроэрозионного вырезания проволочным электродом сложноконтурных объемных деталей | 1985 |
|
SU1268329A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2467841C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СЛОЖНОФАСОННЫХ ПОВЕРХНОСТЕЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1992 |
|
RU2014184C1 |
| Устройство для электроэрозионной обработки проволочным электродом- инструментом | 1977 |
|
SU738814A1 |