(54) НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО ДЛЯ ПРОВОЛОЧНОГО
1
Изобретение относится к конструкщ1ям электроискровых станков, работающих по принципу вырезания непрофилированным элек родом-проволокой, переметываемой в процессе обработки, и может быть использовано для окончательной обработки ряда замкнутых отверстий в детали в автоматическом режиме.
В настоящее время все существующие электроискровые станки с ЧПУ имеют существе1шый недостаток: после вырезки очередного отверстия в детали станок должен быть остановлен, так как перед переходом по щзограмме к центру следующего отверстия необходимо обрезать проволоку-электрод, затем ввести конец проволоки в соответствующее отверстие по направлению движе1шя и, протянув ее через направляющие элементы станка и мехашзм перемотки, закрепить в наматывающей бобине.
Эти операции до настоящего времени не автоматизированы.
Наиболее близок к изобретению электроискровой станок, в котором осуществляется процесс заводки 1роволоки в заготовку с одновременным 1фожиганием отверстия под ввод ЭЛЕКТРОДА
проволоки 1. с этой целью в станке имеются: механизм перемотки проволоки, координатный стол с устройством его подачи, подающие валки, предназначенные для осевого перемещения проволоки, направляющая втулка для направления ковда электрода-проволоки. Направляющее устройство для проволочного электрода к электропозиционному станку состоит из закрепленных на общей скобе, охватывающей обрабатываемую деталь верхнего и нижнего направ10ляющих узлов, нижний из которых содержит направляющие, подающие валки и приемную втулку для заправки проволоки в технологическое отверстие, а верхний - на1равляющие губки. Однако данный станок обладает сущестfSвенным недостатком: автоматизирована только одна операция - завод гфоволоки в заготовку, бстальгаые операции требугот участий ручного труда.:
Целью изобретения является автоматизация
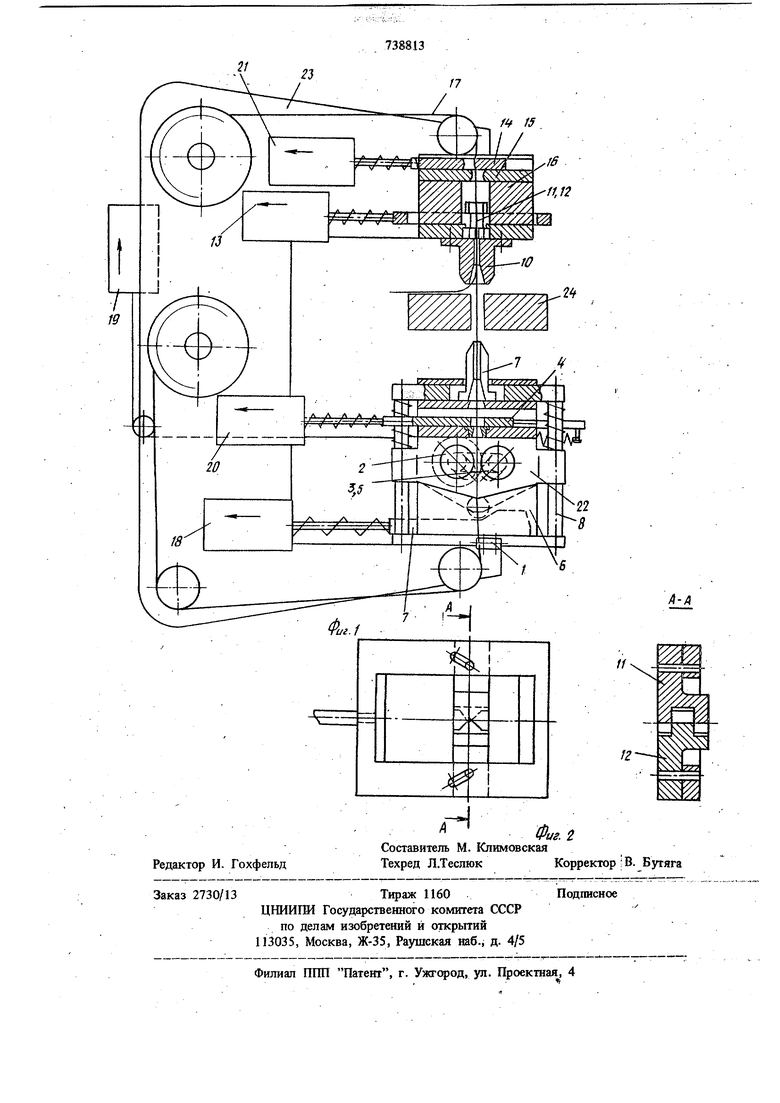
20 заправки проволочного электрода в электроэрозионном вырезном станке и тем самым полная автоматизация последовательной,Р вырезки ряда отверстий на вырезном станке; Для достижения этой цели в нижний направляющий узел встроены ножи для обрезки проволоки, размещенные перед приемной катзт кой, а в верхний направляющий узел введена улавливающая втулка и клещевой захват дня соединения двух концов проволоки, расположенные перед направляющей губкой, которая выполнена раздвимшой. С целью обеспечения завода проволоки в предварительно обработанное отверстие, приемная втулка выполнена плавающей в горизонтальной плоскости и имеет конический выступ в верхней части для центрббки ее в отверстии. На фиг. I показано предлагаемое устройство; на фиг. 2 - конструкция клещевых захватов. Устройство имеет гшжний направляющий элемент 1, подающие валки 2 и 3, нож 4 для обсекания гфоволоки, барабан 5 вращения валков, корпус 6 узла подачи проволоки, направляющую втулку 7, колонки 8, клин 9, улавливающую втулку 10, клещевые захваты 1 и 12 со сварочными контактами, электромагнит 13 включения 1слещевых захватов, подаижную направляющую губку 14, неподвижную направляющую губйу 15, обойму 6 узла приема про волоки, проволоку-электрод 17, электромагни 18 зажима валков, электромагнит 19 вращения балков, электромагнит 20 подачи ножа, электромагнит 21 подвода подвижной направляющей губки, обойму 22 сближения и раздвижекия валков, скобу 23. Деталь 24 установлена на столе станка. Устройство работает следующим образом. Перед переходом к обрабатьшаемому конту (отверстию под завод гфоволоки) механизм пе MoTicH станка останавливается. Электромагнит 20 перемещает нож 4, котор обсекает проволоку 17. Далее устройство со скобой соверщает переход к следующей jio3Hции. Во время перехода верхний конец проволок оставаясь в верхних направляющих гзбках 14, 15 и в улавливающей втулке 10 Й2( движением скобы относительно детали 24 из натравляющей втулки 7 и вырезанного отверстия в детали и располагается произвольно по верхней плоскости детали 24. Когда переход закончен, злектромапитг 18, 1юремещая клин 9, подает подвижную 22 вверх. При этом происходит зажим лрово локи подающими валками 2 и 3. Направляющая втулка 7 центрируется своей конусной частью в отверстии детали и стопорится в таком положении.. : После этого электромагнит 19, через тро-. сик вращает барабан 5, установленный на валке 2. Проволока 17 подается вертикально вверх на заданное расстояние, проходит через направляющую втулку 7, отверстие в детали 24, улавливающую втулку 10 и зонд действия ихватов 11, 12, где находится верхний конец щ)оволоки. 1Слёш, захваты 11, 12 соверщают совмещение двух проволок и соединение их (наприAiep, с помощью сварки). После движения обоймы 22 вниз освобождается направляющая втулка 7, подающие валки 2 и 3 расходятся и освобождают гфоволоку. Клещевые захваты И и 12 освобождают соединенные проволоки. Электромагнит 21, перемещая подвижную направляющую губку 14 относительно неподвижной губки 15, освобождает путь соединенным проволокам. Включается механизм перемотки станка. Через определенное время, гарантирующее переход места сварки через направляющие губки, подвижная направляющая занимает первоначальное положение. Предлагаемое устройство позволит прингшпиально рещить вопрос полной автоматизации изготовления Деталей, имеющих ряд замкнутых отверстий сложного KOHtypd, например матриц разделительных щтампов. Формула изобретения 1. Направляющее устройство для гфоволочного электрода к электроэрозионному вырезному стайку, состоящее из закрепленных на общей скобе, охватьшающей обрабатываемую деталь, верхнего и нижнего направляющих узлов, нижний из которых содержит направляющие, подающие валки и приёмную втулку для заправки проволоки в технологическое отверстие, а верхний - направляющие губки, отличающееся тем, что, с целью автоматизации заправки проволоки, в нижний направляющий узел JBCTpoeHbi ножи для обрезки проволоки, размещенные перед приемной катушкой, а в верхний направляющий узел введена улавливающая втулка и клещевой захват для соединения двух концов проволоки, расположенные перед направляющей губкой, которая выполнена раздвижной. 2. Устройство поп. l,oтличaющee с я тем, что с целью обеспечения завода проволоки в предварительно обработанное отверстие, приемная втулка выполнена плавающей в горизонтальной плоскости и имеет конический выступ в верхней части для центровки ее в отверстии. Источники информации, принять1е во вниг11ание при экспертизе 1. АвтОрское свидетельство 208850, кл. В 23 Р 1/08, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионной обработки проволочным электродом-инструментом | 1980 |
|
SU942925A1 |
| Устройство для электроэрозионной обработки проволочным электродом | 1982 |
|
SU1093459A1 |
| Устройство для электроэрозионной обработки | 1983 |
|
SU1126399A1 |
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
| Устройство для электроэрозионной обработки | 1987 |
|
SU1602636A1 |
| Гибкий производственный модуль электроэрозионной последовательной вырезки группы заготовок | 1985 |
|
SU1321537A1 |
| Устройство для электроэрозионной обработки | 1984 |
|
SU1311878A2 |
| Устройство к электроэрозионному станку для перемещения электрода-проволоки | 1980 |
|
SU992148A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЗАПРАВКИ ЭЛЕКТРОДА-ПРОВОЛОКИ В ЭЛЕКТРОЭРОЗИОННЫХ ВЫРЕЗНЫХ СТАНКАХ | 1995 |
|
RU2094186C1 |
| Устройство для автоматической заправки электрода-проволоки в электроэрозионных вырезных станках | 1981 |
|
SU1009684A1 |