Изобретение относится к машиностроению/ в частности к электрофизическим методам обработки токопроводящих материалов/ и может быть использовано при электроэрозионном вырезании проволочным электродом-инструментом деталей типа пуансон-матрица с последующим выполнением обнижения на их боковых поверхностях.
Известны станки с устройствами числового программного управления (УЧПУ) для электроэрозионной обработки (ЭЭО) сложнофасонных линейчатых поверхностей электродом-проволокой в деталях основного и инструментального производств/ например: станок АЖИКУТ 300/ 200/ 100 и 50 швейцарской фирмы AGIE; станки ROBOFIL швейцарской фирмы CHARMILL; станки LS350А японской фирмы JAPAX; станки CUT - модель V фирмы ФАНУК и т.д.
В качестве прототипа выбран электроэрозионный вырезной станок с УЧПУ/ содержащий основание/ ванну для рабочей жидкости с системой ее подачи в зону обработки/ генератор рабочих импульсов/ сбоку с механизмом перемотки и натяжения/ каретки продольной и поперечной подач и связанное с ними УЧПУ/ при этом одна из кареток связана с деталью/ а вторая со скобой.
Недостатками известных станков/ в том числе и прототипа/ являются:
- ограниченные технологические возможности в получении чистоты обработанной поверхности выше Rа 0/8...1/0;
- затруднительно/ а в ряде случаев невозможно получить обнижение матрицы вырубного штампа/ в виде выточек/ выемок и расточек;
- большой расход электрода-проволоки при доводке деталей и матриц вырубного штампа.
Целью данного изобретения является расширение технологических возможностей и получение чистоты обрабатываемой поверхности.
Поставленная цель достигается тем/ что станок снабжен дополнительным генератором/ выполненным в виде источника постоянного тока/ размещенного на станине/ взаимосвязанной с ванной системой питания диэлектрической средой/ например/ керосином; и устройством для закрепления и ориентации вырезанной части заготовки/ выполненным в виде салазок/ установленных на каретке станка/ по которым с помощью винтовой пары/ приводимой в движение маховиком/ осуществляется перемещение в вертикальном направлении суппорта с закрепленным на нем червячным редуктором/ связанным с шаговым двигателем/ управляемым от УЧПУ/ и электрически изолированным шпинделем/ имеющим возможность поворота вокруг вертикальной оси/ в котором установлена оправка для закрепления вырезанной части заготовки/ присоединенной к дополнительному генератору.
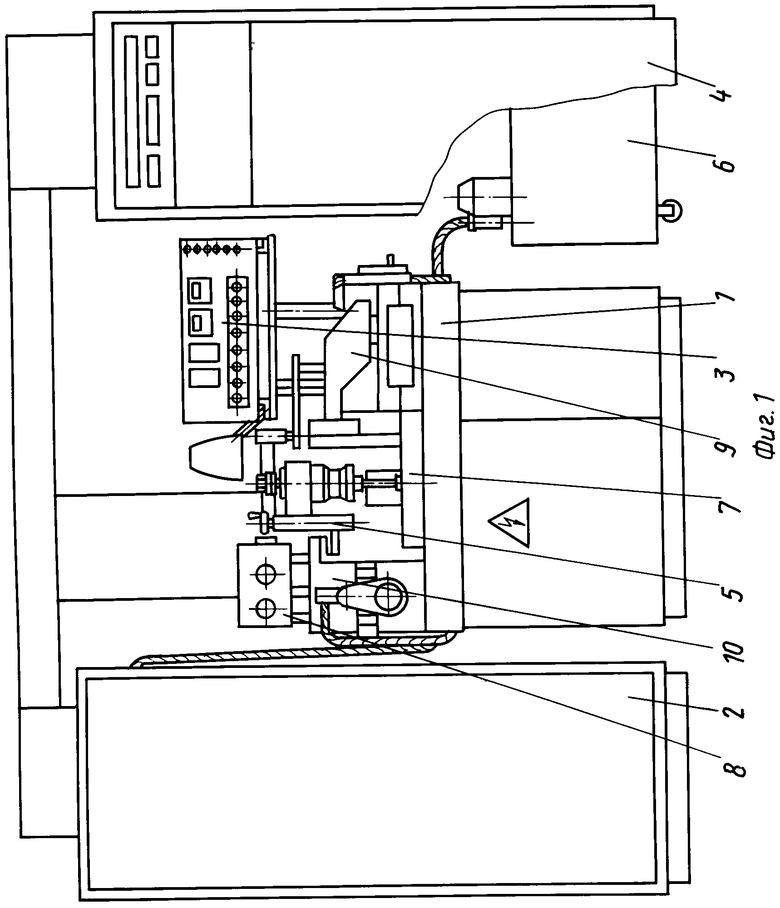
На фиг.1 изображен станок/ где 1 - станина/ 2 - импульсный генератор/ 3 - дополнительный генератор/ 4 - УЧПУ/ 5 - устройство для закрепления и ориентации вырезанной части заготовки/ 6 - насосная станция для диэлектрической рабочей среды/ 7 - ванна с рабочей средой/ 8 - механизм перемотки и натяга/ 9/10 - каретки продольной и поперечной подач (скоба и электрод-проволока не показаны).
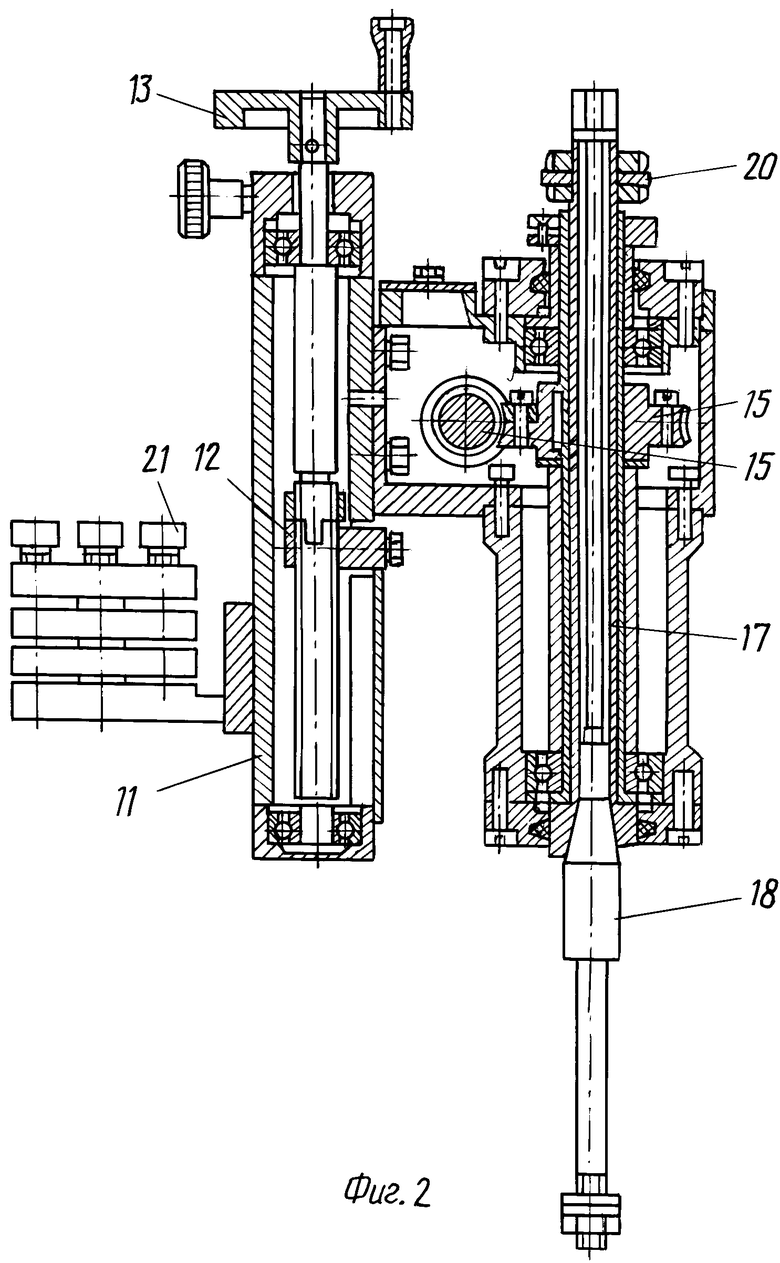
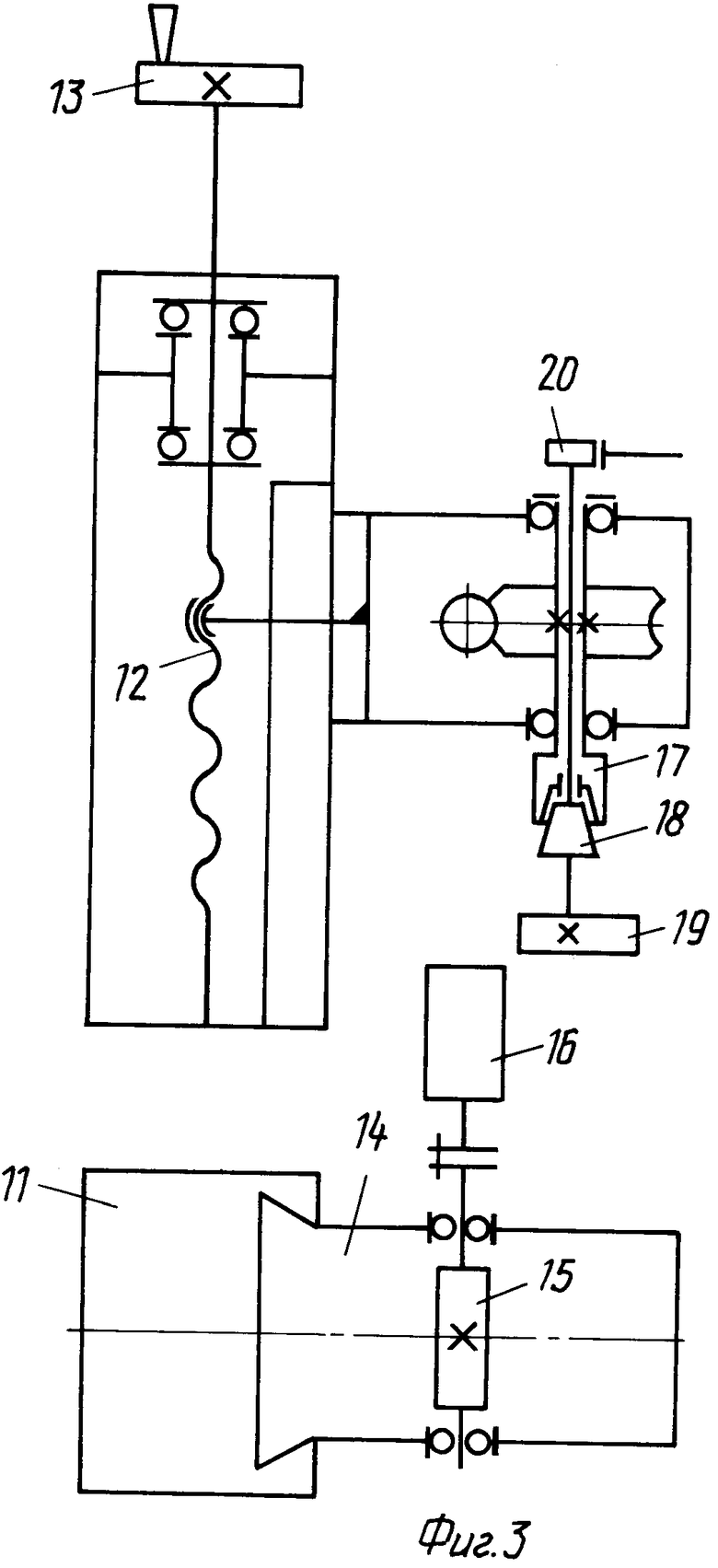
На фиг.2 изображено устройство для закрепления и ориентации вырезанной части заготовки; на фиг.3 - его кинематическая схема.
Устройство для закрепления и ориентации вырезанной части заготовки 5 крепится к механизму выверки 21/ установленному на каретке поперечной подачи 10. Устройство состоит из салазок 11/ винтовой пары 12 с маховиком 13/ суппорта 14/ червячного редуктора 15/ шагового двигателя 16/ электрически изолированного от корпуса шпинделя 17/ оправки 18 для крепления вырезанной части заготовки 19 с токоподводом 20.
Работа на станке осуществляется следующим образом. В заготовке предварительно изготавливается отверстие для крепления вырезанной части. После вырезки электродом-проволокой по программе заданного контура скоба с электродом-проволокой удаляется/ устанавливается устройство для закрепления и ориентации вырезанной части заготовки 5. Вырезанная часть заготовки 19/ используемая в дальнейшем в качестве электрода-инструмента/ закрепляется на оправке 18/ к токоподводу 20 подводится питание от дополнительного генератора 3. Ориентация вырезанной части заготовки относительно обработанного контура производится таким образом/ чтобы зазор между ними был одинаковым. При этом подъем и опускание шпинделя 17 с вырезанной заготовкой осуществляется вручную маховиком 13. Поворот шпинделя вокруг вертикальной оси производится через червячный редуктор 15 шаговым двигателем 16/ управляемым от УЧПУ. Перемещения в горизонтальной плоскости электрода-инструмента относительно заготовки производят каретками продольной и поперечной подач с помощью шаговых двигателей/ управляемых от УЧПУ.
После ориентации электрода-инструмента 19 относительно заготовки ванну 7 заполняют диэлектрической жидкостью/ включают дополнительный генератор и станок на доводку. При этом электроду-инструменту сообщают заданную программой траекторию движения.
Вывод: станок расширяет технологические возможности/ позволяя выполнять операции (обнижения/ выемки и т.д.)/ которые на известных вырезных станках ранее не выполнялись.
В станке повышение точности и уменьшение шероховатости обрабатываемой поверхности достигается заменой электрода-проволоки/ подверженной вибрации под действием электрических разрядов/ на жесткий электрод-инструмент - вырезанную часть заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Электроэрозионный вырезной станок с числовым программным управлением | 1980 |
|
SU948596A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Комбинированный электроэрозионный станок | 1978 |
|
SU667368A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ ВЫРЕЗНОЙ СТАНОК | 1995 |
|
RU2098241C1 |
| Станок для давильной обработки | 1981 |
|
SU1013029A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| СТАНОК ДЛЯ РЕЗКИ КАМНЯ | 1991 |
|
RU2024396C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 1992 |
|
RU2034684C1 |
Использование: электроэрозионное вырезание деталей типа пуансон-матрица с формированием обнижения при помощи вырезанной части заготовки в качестве вторичного электрода-интсрумента. Сущность изобретения: на каретке поперечной подачи установлено устройство ориентации и закрепления вырезанной части заготовки в виде салазок и суппорта. Последний вертикально перемещается относительно салазок при помощи винтовой передачи от маховика. На суппорте установлены вертикальный шпиндель, вращающийся вокруг вертикальной оси от связанного с устройством числового программного управления двигателя, токоподвод, связанный с дополнительным генератором, и оправка для закрепления вырезанной части заготовки. 3 ил.
СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СЛОЖНОФАСОННЫХ ПОВЕРХНОСТЕЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ, содержащий станину, ванну для рабочей жидкости, генератор рабочих импульсов, устройство числового программного управления, каретки продольной и поперечной подач, на одной из которых установлена предназначенная для базирования электрода-инструмента скоба, механизм перемотки и натяжения электрода-инструмента и связанную с ванной систему подачи рабочей жидкости в зону обработки, отличающийся тем, что он снабжен установленным на станине дополнительным генератором, выполненным в виде источника постоянного тока, и устройством закрепления и ориентации вырезанной части заготовки, выполненным в виде установленных на несущей скобу каретке салазок и установленного на них с возможностью вертикального перемещения при помощи ручной винтовой передачи суппорта, снабженного установленным с возможностью вращения вокруг вертикальной оси электрически изолированным шпинделем и связанным с ним червячным редуктором с шаговым электродвигателем, при этом шпиндель снабжен оправкой, предназначенной для закрепления вырезанной части заготовки и связанной с дополнительным генератором, а шаговый электродвигатель электрически связан с устройством числового программного управления.
