(54) СТАНОК ДЛЯ НАПРЕССОВКИ ПО ЩйИПШЖОВ НА ВАЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки подшипниковых узлов | 1981 |
|
SU1017464A2 |
| Станок для напрессовки подшипников на вал | 1977 |
|
SU707757A1 |
| Станок для сборки напрессовкой подшипников на вал | 1976 |
|
SU573315A1 |
| Станок для напрессовки подшипников на вал | 1979 |
|
SU880683A1 |
| Станок для напрессовки подшипников на вал | 1990 |
|
SU1787733A1 |
| Станок для напрессовки подшипников на вал | 1986 |
|
SU1344573A1 |
| Станок для сборки напрессовкой подшипников на вал | 1980 |
|
SU912473A2 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2020 |
|
RU2737316C1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ПЕРЕМЕННОГО ТОКА | 1996 |
|
RU2096896C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2171530C1 |
1
Изобретение относится к механосборочным работам, в частности к оборудованию для сборки подшипниковых щитов с корпусом статора при производстве электрических машин малой и средней мощности.
Известен станок для напрессовки подшипников на вал, содержащий смонтированные на станине опору для вала, симметрично расположенные относительно опоры по оси сборки ошовые цилиндры, связанные с их штоками планшайбы с центрирующими гнездами под подшипники, направляющие штанги дня перемещения планшайб, а также источник тока 1)
Однако известный станок не обеспечивает качественной сборки подшипниковых щитов с корпусом статора.
Целью изобретения является обеспечение качественной сборки подшипниковых щитов с корпусом статора.
Указанная цель достигается тем. что в станке дня напрессовки подшипников на вал, содержащий смонтированные на сташше опору для вала, симметрично расположешп 1е относитель но опоры по оси сборки силовые цилиндры.
связанные с их щтоками планшайбы с центрирующими гнездами под подшипники, иаправляющие штанги для перемещения планшайб, а также источник тока, каждое, центрирующее гнездо вьшолнено в виде расположенных одно в другой внутренней и наружной оправок из изоляционного материала, а также индуктора, катущки которого расположены между оправками.
Кроме того, катушки индуктора включены между собой встречно и подключены к источнику тока, например импульсному.
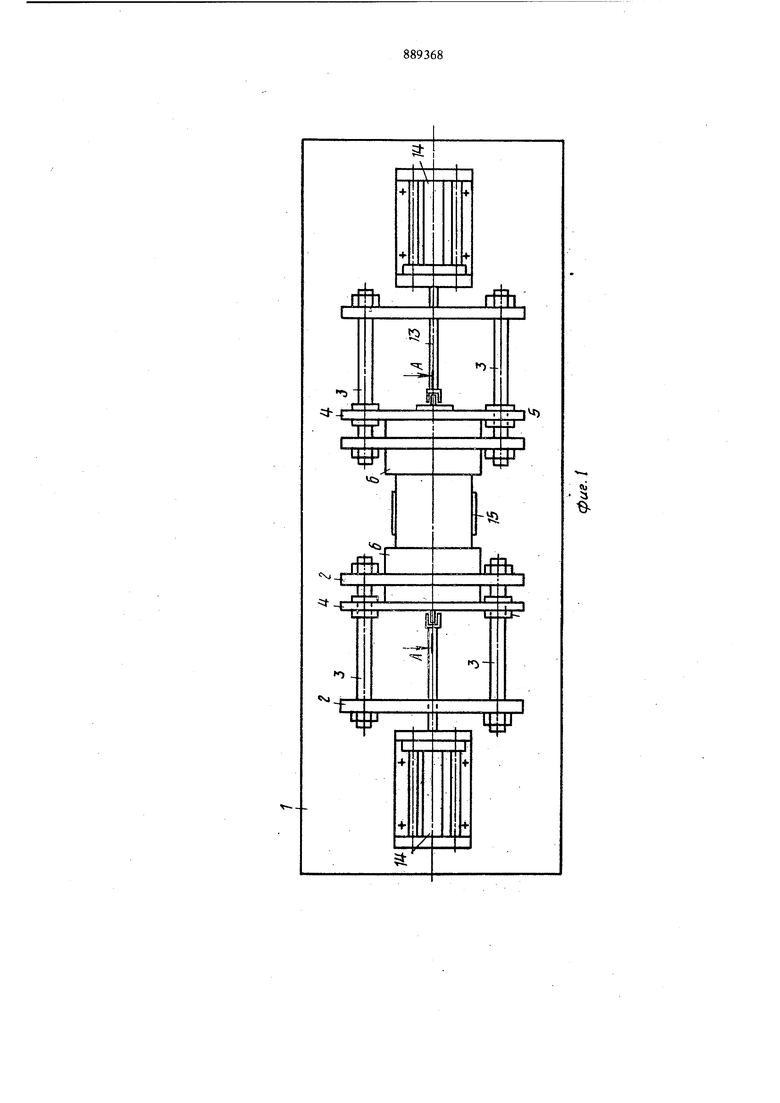
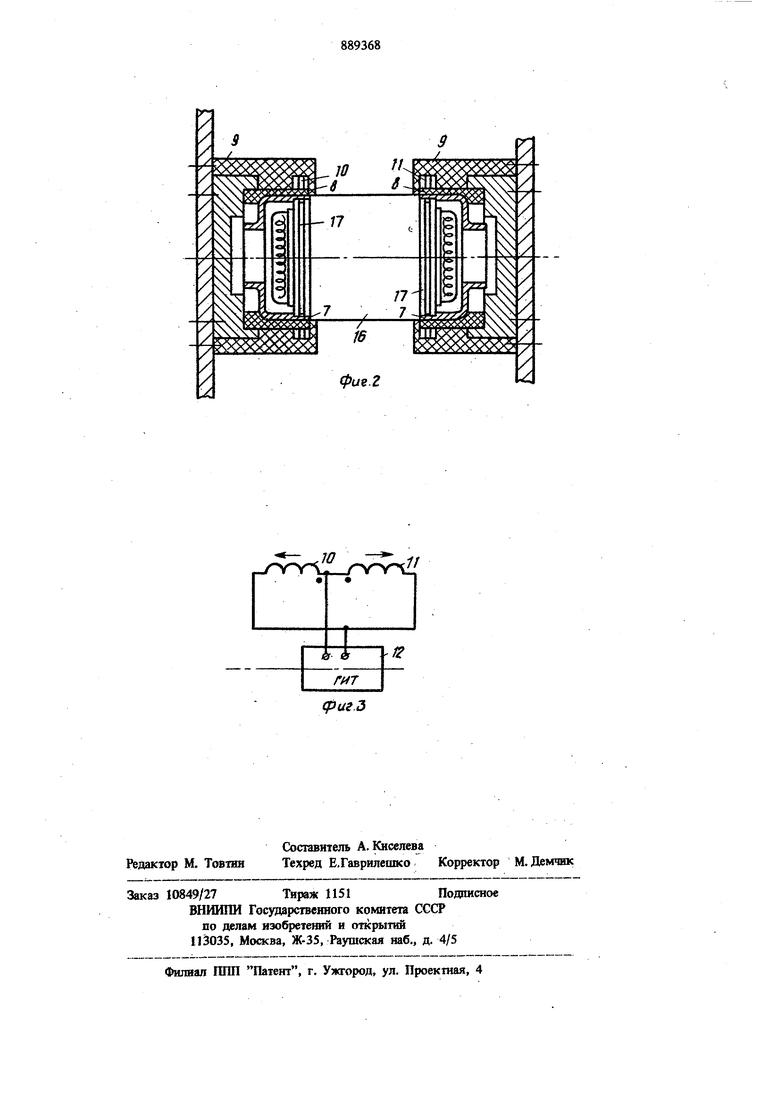
На фиг. 1 изображен станок, общий вид; на фиг. 2 - центрирующее гнездо под подщипниковые щиты; на фиг. 3 - электрическая схема соединения катушек индуктора.
Станок для напрессовки подпшпников на вал содержит смонтированные на сташше 1 стойки 2, между которыми; расположены налравтшющие штанги 3. По направляющим штангам 3 перемещаются планшайбы 4 с подшипниками скольжения 5. На планшайбах 4 закреплены центрирующие гнезда 6, предназначенные для
запрессовки подшипниковых щитов 7. Центрирующие гнезда 6 снабжены выполненными, из изолировочного материала внутренними 8 и наружными 9 оправками, между которыми расположены катушки индуктора 10 и И включенные между собой встречно и подключенные к генератору импульсного тока 12. Центрирующие гнезда 6 перемещаются по направляющим штангам 3 штоками 13 силовых цилиндров 14, расположенных симметрично относительно закрепленной на станине 1 У-образной опоры 15 для фиксащш статора обмотанного 16 с прорезями 17 на торце. Станок работает следующим образом. В исходном положении центрирующие гнезда 6 занимают крайние от центра положения. Рабочий вручную закладывает подщитшковые щиты 7 во внутренние оправки 8 до jmopa, а статор обмотанный 16 устанавливает на Уобразную опору 15. После этого включается станок и центрирующие гнезда 6, расположенные на планшайбах посредством штоков 13 шловых цилиндров 14 по направляющим штан гам 3 перемещаются до упора и надевают подп мпниковые щиты 7 на торцы статора 16 с прорезями 17. Включается генератор импульсного тока 12. Импульсный ток большой силы проходит в катушках индуктора 10 и И и по действием электро-магнитных сил алюминиевый корпус.с лодщипникового щита вдавливается в прорези 17 торцов статора 16 посредством пневмоцилиндров 14. Происходит запрессовка подшипниковых щитов на корпус статора обмотанного. В момент прохождения импульсного тока в катушках индукторов 10 и 11 переменный магнитный поток пересекает обмотки статора и в них наводит ЭДС, но ввиду дого, что катушки включены встречно, наводимые ЭДС взаимно компенсируется и ЭДС не вызывает- повреждение статорных обмоток. После окончания, процесса запрессовки, центрирующие .4 гнезда 6 посредством силовых цилиндров 14 возвращаются в исходное положение, а статор обмотанный 16 с напрессовыми щитами 7 снимается с У-образной опоры 15. В связи с тем, что центрирующие гнезда вьшолнены в виде индуктора, катушки которого соединены встречно и подключены к генератору импульсного тока, значительно интенсифицируется технологический процесс, уменьшается потребное для сборки усилие и улучшается качество сборки щитов со статором без повреждения изоляции статорных обмоток. Формул аизобретен и я 1.Станок для налрюссовки подшипников на вал, содержащий смонтированные на станине опору для вала, симметрично расположенные относительно опоры по оси сборки силовые цилиндры, связанные с их штоками планшайбы с центрирующими гнездами под подшипники, направляющие нгганги для перемещения планшайб, а также источник тока, отличающийся тем, что, с целью обеспечения сборки подшипниковых щитов с корпусом статора, каждое центрирующее гнездо вьшолнено в виде расдоложенных одна в другой внутренней и наружной оправок из изоляционного материала, а также индуктора, катушки которого расположены между оправками. 2.Станок по п. 1, отличающийся тем, что катушки индуктора включены между собой встречно и подключены к источнику тока, например импульсному. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 707757, кл. В 23 Р 19/02, 1977 (прототип).
0
(риг.З
