134
зависимости от TimopasMepa собираемих деталей. Робот 18 одним из своих захватов подает кассету с валами (В) на стол 11, который входит в МП. Ма- Н1тулятор, также входящий в МП, подает один из В в зону сборки. Одновременно подшипники подаются в гнезда 10 планшайб. Включаются силовые цилиндры 9, штоки которых перемешают планшайбы в направление В. В начале запрессовки включаются электромагнитные вибраторы Див зависимости от диаметра В и натяга соединения датчк1
Изобретение относится к механосборочному производству, а именно к устройствам для сборки запрессовкой деталей типа вал-втулка.
Целью изобретения является повышение автоматизации и качества сборки.
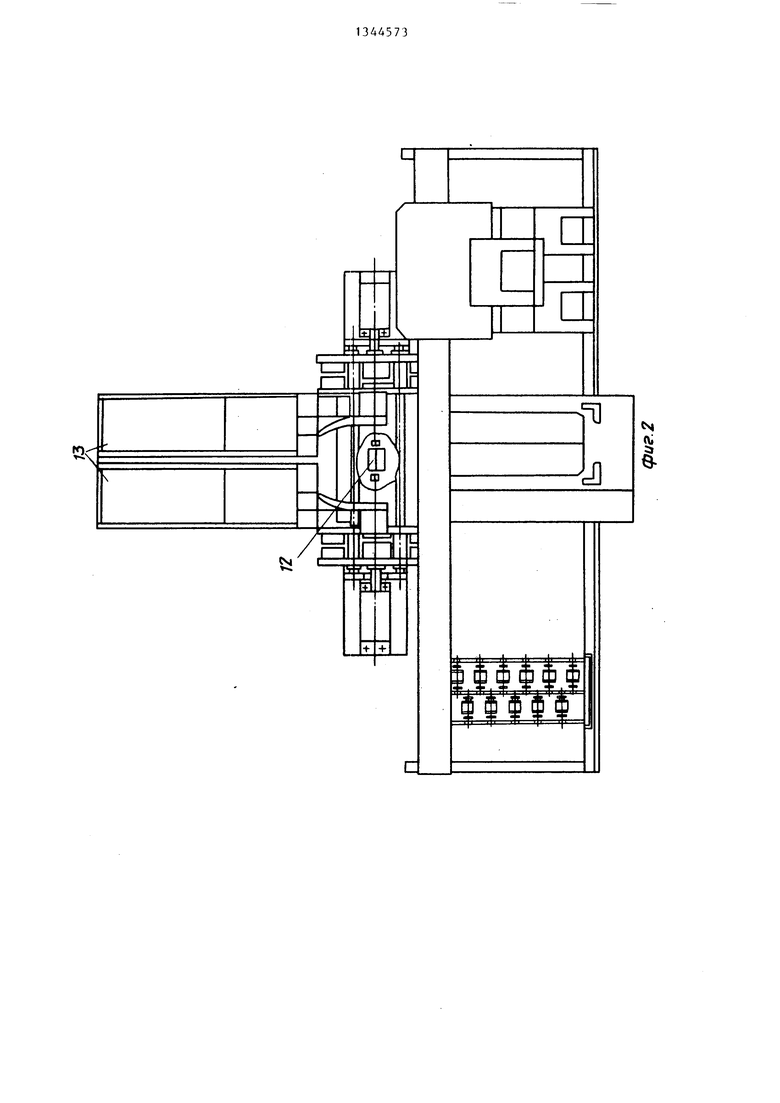
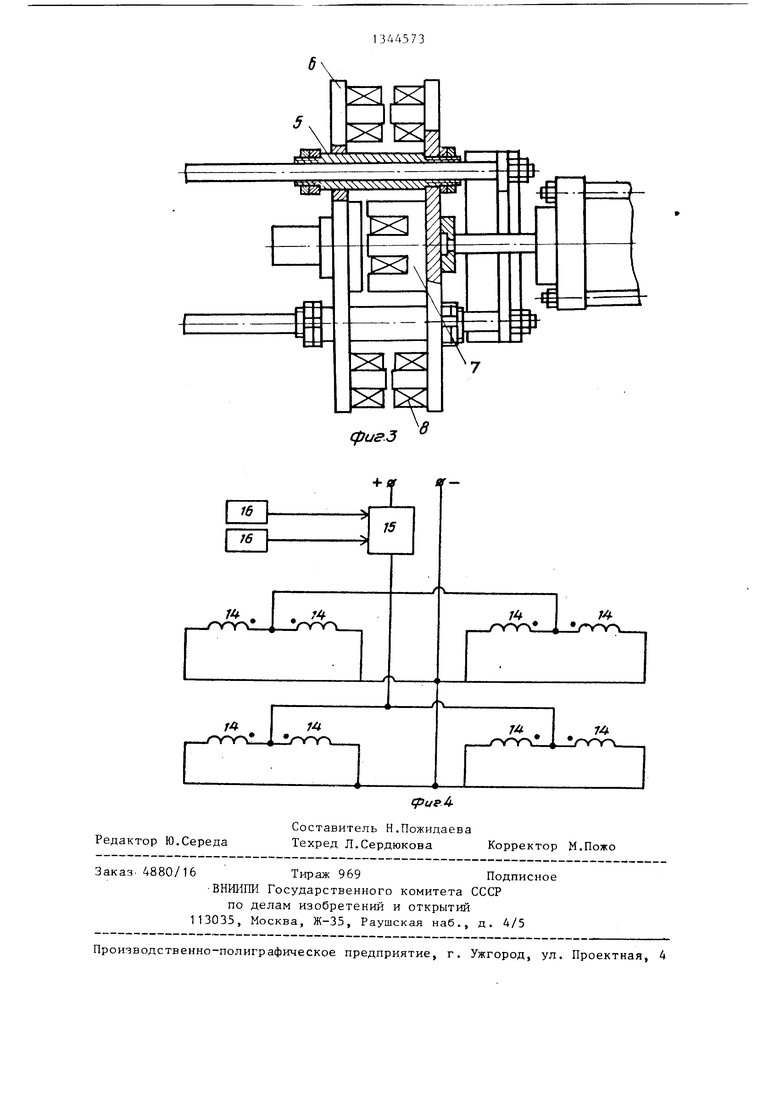
На фиг.1 схематически представлен станок для напрессовки подшипников на вал; на фиг.2 - то же, вид сверху на фиг. 3 - электромагнит)1ый вибратор с магнитными подвесками; на фиг.4 - электрическая схема соединения обмоток электромагнитных подвесок.
Станок состоит из станины (фиг.1/ на которой установлены кронштейны 2 с направляющими 3 для перемещения электромагнитных вибраторов 4, с обмотками 5 возбуждения и электромагнитными подвесками 6 (фиг.З), смонтированных посредством направляющих втулок 7 на планшайбах 8, связанных со штоками силовых цилиндров 9 (фиг.1 с центрирующими гнездами 10 под напрессовываемые подш1тники. На станине 1 смонтирован механизм подачи, фиксации и удаления вала, который состоит из рабочего стола 11, установленного с возможностью перемещения в горизонтальной плоскости от привода (не показан) и манипулятора 12, установленного под столом 11. На станине установлен также бункер 13 с гштономным приводом для питания станка напрессованными подшипниками. То- конес тцие обмотки 14 (фиг.4) магнитных подвесок 6 соединены встречно и питаются от источника постоянного
73
ками, устаноплепными на МП, подается соотпетствуюпипЧ сиг нлл на регулировочный блок управления. От этого блока к электромагнитным подвескам вибраторов подводится ток, необходимый для поддержания их определенной жесткости. Благодаря этому обеспечиваетг ся оптимальньй режим напрессовки. Собранньш узел удаляется манипулятором, на исходные позиции подаются новые детали, и цикл повторяется. 1 3.п. ф-лы, 4 ил.
тока через общий регулировочный блок 15 управления, причем последний получает сигнал от датчиков 16, установленных на ман ипуляторе 12 роторов. Для автоматизации процесса работы станка, а именно загрузки кассетами 17 с валами и удаления их после напрессовки подишпников на вал, в зоне загрузки расположен робот 18 (фиг.1)
с захватами 19 (правыми и левыми), Ш {еющий возможность передвижения в горизонтальной плоскости по монорельсу 20. Пля уменьшения рабочих вибраций станок установлен на виброопоpax 21.
Станок работает следующим образом. Робот 18 произведя автопоиск одним из захватов 19 (правым) берет кассету 17 с валами и передвигаясь
по монорельсу 20 подает ее на рабочий стол 11, а затем возвращается за очередной кассетой. Рабочий стол 11 с кассетой 17, перемещаясь посредством следящего привода (не показан) подает и располагает кассету над манипулятором 12. Посредством захватов манипулятора 12 один из валов фиксируется и подается в зону напрессовки. Одновременно с подачей и фиксацией
вала манипулятором 12 в зону напрессовки из бункера 13 при помощи автономного привода (не показан) в центрирующие гнезда 10 подаются напрессовываемые подшипники. Включаются
силовые цилиндры 9 и планшайбы 8 с закрепленными на них центрирующими г иездами 10 с напрессовываемыми под
шипниками и электромагнитными подвесками 6 перемещаются по направляющим 3 до тех пор, пока подшипники, распо- лояфнные в центрирующих гнездах 10, не будут насажены на шейки вала ротора. Включаются электромагнитные вибраторы 4 и в зависимости от диаметра вала и натяга соединения датчиками 16 подается соответствующий сигнал на регулировочный блок 15 управления. К токонесущим обмоткам 14 магнитных подвесок 6 подводится ток, необходимый для поддержания определенной жесткости магнитных подвесок и, как следствие настройки электромагнитных вибраторов на околорезонансный режим работы, напрессовка подшипников на вал происходит с оптимальными параметрами. Затем посред- ством сиповых цилиндров 9 электромагнитные вибраторы 4 отводятся в исходное положение, а вал с напрессованными на него подшипниками укладывается на прежнее место в кассете 17, находящейся на рабочем столе 11. Затем рабочий стол 11 с расположенной на ней кассетой 17 совершает .поступательное движение на расстояние (шаг), необходимое для подачи очеред- него вала :к манипулятору 12. Описанная последовательность работы станка повторяется до тех пор, пока на все валы, находящиеся в кассете, не будут напрессова«ы подшипники, после чего рабочий стол 11 с кассетой 17, в которой находятся валы с напрессованными подшипниками, возвращается в исходное положение. При помощи правого захвата 19 робот 18 берет новую нас- сету и передвигаясь по монорельсу 20 останавливается над рабочим столом 11. Левый захват 19 робота 18 забирает кассету, в которой находятся собранные узлы, тем самым освобождая место для новой кассеты, а его правый захват подает новую Кассету с валами для напрессовки подшипников на рабочий стол 11, после чего передвигаясь по монорельсу 10 укладывает кассету с готовыми изделиями в заданное место. Цикл повторяется.
Формула изобретения
1.Станок для напрессовки подшипников на вал, содержащий смонтированное на станине приспособление для установки вала, симметрично расположенные относительно него силовые цилиндры, связанные с их штоками планшайбы с центрирующими гнездами под подшипники и электромагнитными вибраторами с упругими элементами, причем вибраторы электрически связаны между собой и с источником .тока, отличающийся тем, что, с целью повьш1ения производительности и качества сборки, он снабжен механизмом фиксации, подачи и удаления вала и регулировочным блоком управления, упругие элементы вибраторов выполнены в виде электромагнитных подвесок, обмотки которых соединены с источником тока через регулировочный блок управления и встречно между собой.
2.Станок ПОП.1, о тл ич аю- щ и и с я тем, что механизм фиксации, подачи и удаления вала вьшолнен в виде стола, установленного на станине
с возможностью перемещения в горизонтальной плоскости, и манипулятора, установленного на станине под столом с возможностью перемещения в верти- кальной плоскости.
Редактор Ю.Середа
срирЛ
Составитель Н.Пожидаева Техред Л.Сердюкова
Заказ. 4880/16Тираж 969Подписное
ВНШ1ПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор М.Пожо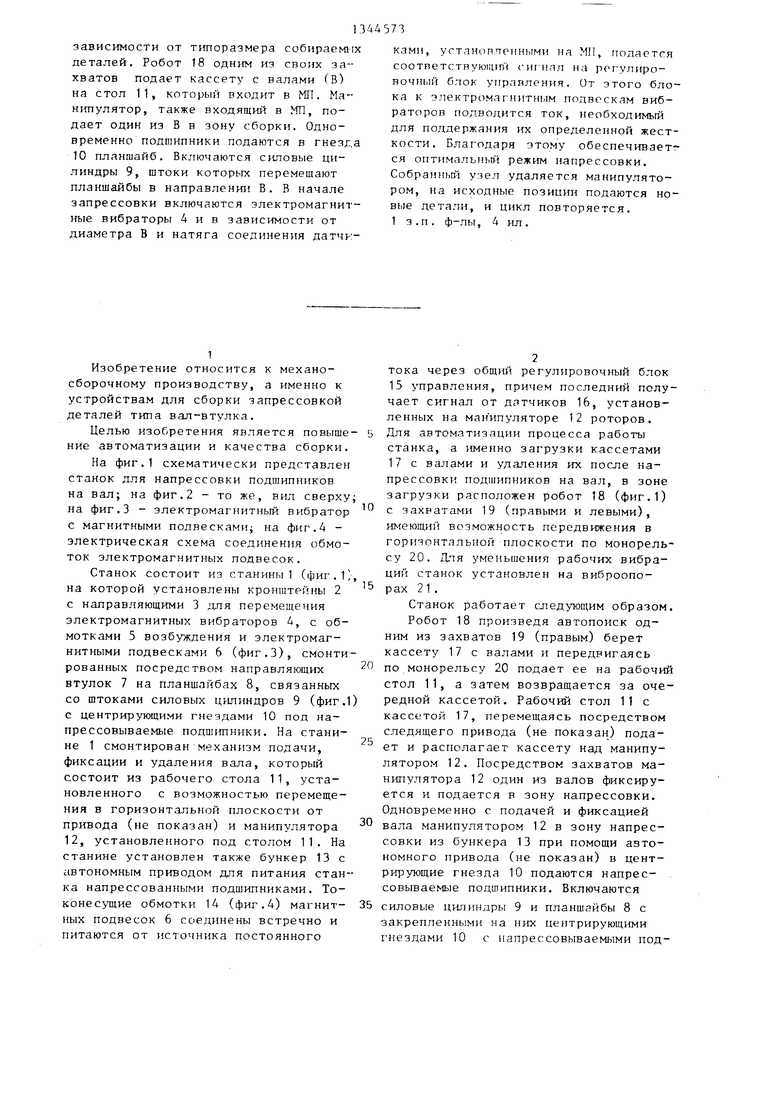

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для напрессовки подшипников на вал | 1990 |
|
SU1787733A1 |
| Станок для сборки напрессовкой подшипников на вал | 1976 |
|
SU573315A1 |
| Станок для напрессовки подшипников на вал | 1977 |
|
SU707757A1 |
| Станок для сборки напрессовкой подшипников на вал | 1980 |
|
SU912473A2 |
| Станок для напрессовки подшипников на вал | 1979 |
|
SU880683A1 |
| Станок для сборки узлов | 1977 |
|
SU677801A1 |
| Станок для сборки подшипниковых узлов | 1981 |
|
SU1017464A2 |
| Станок для напрессовки подшипников на вал | 1979 |
|
SU889368A1 |
| Установка для армирования керамических изделий | 1985 |
|
SU1346432A1 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
Изобретение относится к области механосборочного производства, а : именно к устройствам для сборки запрессовкой деталей типа вал-втулка. Целью изобретения является повышение автоматизации и качества сборки путем снабжения устройства механизмом фик,- сации, подачи и удаления валов (МП), а также системой управления, позволяющей изменять жесткость упругих элементов вибраторов, которые выполнены в виде электромагнитных подвесок в го HI (Л оо 4 4 сл со ; gjuf.l
| Станок для сборки напрессовкой подшипников на вал | 1976 |
|
SU573315A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
