Извсс;но, ЧТО V3K1IM л;естом установок д.чя :;к)игвс:1ст- : б киюн:плл труб являются сгпиы для их раскатки.
Осковиой npiniiiHoii кевысохой и1юпзвс)Д1ггельиссти ipo:i,o;ca ;;;:л.яоч:.: Kriioложнпсть о;:уи1ес1В.1епия па стаьгах за од|;и п|1(хпд з;;;г:я11ч; де(1)о;т:. без нарушения целости метал.la.
ГИчНЛ члество пред.тагаемых сиособа ycTj oficTsa ,aк.пoчaг гея ;; , что ппи их применение; обеспсчгваетс;; раскатка гильз з ипгрс;ел состоямии со знач11тельг ым обжатием т Пбъ: за од:;;: ирох;:д.
Суии-юст;; чред.южепиого способа заключается в том. что р . катка 11 -;б;:оП :;аготсв : и осхччестзляется :; за; рытол :;с,м,исвол ;сал;:б1:с : OAi-ro; i;ie eiiHO 4) де(;1ор: 1И К) стсиок п одпатх ча Сях 110 окру/киост: калибра посредствол ирокатки. а ;; -ксг:;:;.: то-о .-( ка.чибпа - nocj e iCTBOM во.точеиия.
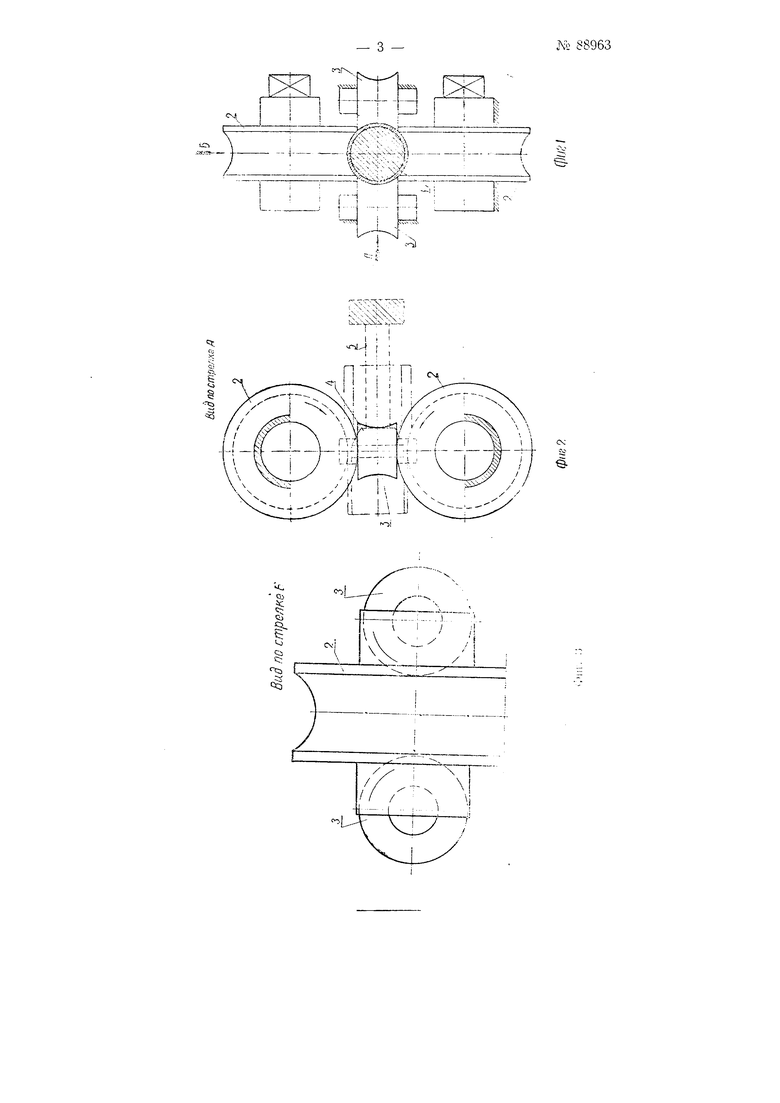
Пп (Ьиг. 1 охсл атИЧСск;| показан расиодо 1 енчя залко;; г -.;. стачя |И ()бразо а1 ия иМ) вместе с очравкои, г:омеи1.еиио:1 ь. -: МЬ:лепого ка.тибра, вид со сторс:пл из наДЧоч; ;.;: . 2-ичд сбоку «о стрсл-кс Д: иа фиг. 3-вид сверху по стрелке Б.
УстрочсТВО д.;;я осуи;сст ;. сгюсоба раскатки то.1стос- ек};ы:с Т:П-бч :Ч зр отозок выпо;1ияют в виде стака д.тя ;;аскатк;; трхб i;;, иогод;:. оп:)азко / с одной рабочей клетмо, и-:мс си. два р;::одч1.:. . 2. расиодо/кеи ты;.: в одгой плоскости и дна ие;1 ч;зо:1:ч-:х вадкаjv:;-; я -д рас;;одо}кеииых 3 Г лоско тд 0(i к первой.
В заз;)ре :ежду оправко и валка мм об; азуется ко.тьцевоП : a;i;i6p. Образа;гаи1 ;де п диводиы 1и валками 2 части ка;::ибра ирсд: а::;иачси:-; дл;: дe(i}Op iИpOБ:aнlИЯ в иих стенок трубы посредством :пнчха: K:I. образе:;; гд-; и jji с- г СД1;:тводны; 1и валками 3 части ;:а.тибрл ирс;1 1аза :с--к .:г.( деформ:-) в ;и1х етеио-к трубы -иосредством полоче ::: : ;in:: 1к-д:дс п н::х и ипотягиваиии через них трубы paбoчи iи валкалк 2.
№ 88963- 2 -
Устройотво выполняют с ыеподкижной оправкой, имеющей образованной конусом и цилииаром пробки 4 с державкой 5, конец которой закрепляют либо со стороны задачи трубы в калибр, как условно показано на фиг. 2, либо со стороны из калибра.
В случае державка будет растягиваться, во втором случае-подвергаться продольному изгибу.
В обоих случаях к 1еплеиие оправки должно быть надежным.
Оправка может быть выполнена цилиндрической одинакового кругло1о речения по всей -се длине и псремегпаемой вместе с раскатывае уюй т;-уйсй заготовки. Однако в этом случае требуется пр именение стапа для обкаткп стенок трубы на оправке с .двумя последовательно расположенкыми рабочими клетями, первая ив которых п:редназначается для j;aС5 а1ки стенок трубной заготовки, а втор ая-для некоторого ур-слиь;.енпя периметра трубы по окружности на той же оправке.
Ире д 1М от и 3 о б р е т е и и я
. Способ раскатки толстостенных Tipy6, о т л и 4ia ю щ и йе я тем, что, с целью существенного повыплепия производительности ставов д.тя раскатки труб на оправке при знач1ительном увеличении обжатия стенок трубы за один проход, его 1осун1,ествляют в условиях oднoвpe ieпного |дефор,м1ирования стенок трубы в одьгих частях по окружности Кольцевого калибра посредством прокатми, в других - носредство.м волочен1ия.
2.Устройство ,для осуществления способа раскатки толстостенных Труб по II. 1, отличающееся там, что его выполняют в виде стана для расматки труб на неподвижной оправке с одной рабочей клетью, имеющей ,два расположенных в одной плоскости приводпььх ва.жа и два, расположенных в другой плоскости-под углом 90° к первой иеприводных валка.
3.Устройство для осуществления способа раскатки то.астостенпых труб по п. 2, отличающееся тем, что его выполняют с неноавижной оправкой, имеющей форму образованной KOHWCOIM и нилйн-дром пробки с державкой, конец которой закрепляют либо со стороны задаЧи трубы в калибр, либо со стороны выдачи ее из калибра.
4.Видоизменение устройства для осуществления способа раскатки толстостенных труб нО п. 2, отличающееся тем, что его выполняют в виде ст-ана для раскатки труб иа перемещаемой вместе с трубой оправке одинакового круглого сечения по всей ее длине с двумя последовательно расположеппыми рабочими клетями, первая из которых прсдназначается для раскатки, а вторая для некоторого увеличения периметра трубы но окружпостп па той же оправрсе.
.;.
-t 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСТЕННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2010655C1 |
| Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой | 2017 |
|
RU2635207C1 |
| Способ непрерывной прокатки труб | 1979 |
|
SU871856A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| Способ получения буровой стали | 2016 |
|
RU2627081C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ НА ОПРАВКЕ В СТАНЕ С ТРЕХВАЛКОВЫМИ КЛЕТЯМИ | 2004 |
|
RU2309015C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| Технологический инструмент для поперечно-винтовой прокатки | 1983 |
|
SU1138197A1 |
| СПОСОБ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ГОРЯЧЕЙ ПРОКАТКОЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2268796C2 |
U-T
.
