Область изобретения
Настоящее изобретение относится к способу производства бесшовных труб на оправке в стане с трехвалковыми клетями.
Предшествующий уровень техники
При изготовлении бесшовных труб на прошивном стане по способу Маннесмана сначала круглую заготовку или многоугольную заготовку, являющуюся рабочим материалом для прокатки, нагревают до 1200-1260° в карусельной печи, а затем подвергают процессу прошивки с использованием оправки и прокатных валков для получения пустотелой гильзы. Далее, в отверстие полученной таким образом пустотелой гильзы вставляют оправку и осуществляют раскатку для уменьшения толщины стенки до заранее определенного размера при воздействии на внешнюю поверхность пустотелой гильзы калиброванными валками на пяти-восьми клетях, которые образуют стан для производства бесшовных труб на оправке. Затем оправку извлекают, и материал трубы с уменьшенной таким образом толщиной стенки обрабатывают на редукционном стане, на котором осуществляют прокатку до требуемого диаметра для получения готового изделия.
Обычно в качестве стана во многих случаях используется двухклетевой стан, в котором в каждой из двух клетей предусмотрена пара калиброванных прокатных валков, расположенных напротив друг друга, и ориентация обжатия на соседних клетях изменяется на 90о. В таком стане с двухвалковыми клетями для производства бесшовных труб на оправке валок на обоих боковых участках кромки, включая фланец, имеет увеличенную кривизну профиля калибра, чтобы избежать эффекта заклинивания на материале трубы в положении, соответствующем фланцу валка, который обычно вызван чрезмерным различием окружных скоростей между дном калибра и фланцем, а также чтобы избежать дефектов, связанных с переполнением калибра материалом трубы.
В этих обстоятельствах, поскольку в тех местах на материале трубы, которые соответствуют фланцу валка, прилагается растягивающее усилие только в продольном направлении, никак не ограниченное прокатными валками или оправкой, деформацию в окружном направлении (растягивание) контролировать трудно, в результате чего для нержавеющей стали и прочих материалов, хуже поддающихся горячей прокатке, возникает вероятность появления дефектов в форме сквозных разрывов стенки и тому подобное.
Для решения этой проблемы у стана с двухвалковыми клетями предложено применение трехвалковых клетей, в которых три калиброванных валка разнесены на 120° относительно друг друга в отношении ориентации обжатия, и, кроме того, на валках смежных клетей ориентация обжатия последовательно меняется на 60°.
Однако после прокатки площадь контакта (положение контакта) между внутренней поверхностью материала трубы и оправкой в случае стана с трехвалковыми клетями по сравнению с двухвалковой прокаткой на оправке должна быть увеличена из-за геометрических характеристик профиля калибра прокатных валков. Таким образом, усилие, необходимое для извлечения оправки, должно быть увеличено, что очень увеличивает вероятность неправильного извлечения оправки после прокатки с большой вероятностью образованием задиров на внутренней поверхности трубы, что является серьезной проблемой с точки зрения производственного цикла и качества продукции.
Для решения этой проблемы в стане с трехвалковыми клетями предлагались следующие способы (1)-(3):
(1) Способ управления формой поперечного сечения материала трубы, в котором посредством регулирования частоты вращения прокатных валков на соседней клети регулируют растяжение, прилагаемое к материалу, перемещающемуся между клетями (напр., см. «Base Load Characteristic and Deformation Characteristic» p.545-548, Proceeding of Plastic Deformation Convention in Spring term).
(2) Способ создания необходимого зазора между внутренней поверхностью материала трубы и оправкой на выходе стана, относящийся к случаю стана с двухвалковыми клетями, путем задания заранее определенного отношения длины окружности профиля калибра к длине окружности в сечении материала трубы на выходе стана (см. опубликованную заявку на патент Японии №5-185112).
(3) Способ создания зазора между материалом трубы и оправкой без сопровождающегося утоньшения стенки трубы путем расположения калибровочной клети как последней клети стана (напр., см. опубликованную заявку на патент Японии №7-214110).
Однако в указанном выше способе (1), несмотря на возможность управления формой материала трубы на середине длины, где материал трубы одновременно обрабатывается во множестве клетей, невозможно управлять формой на обоих концах трубы, где нельзя приложить адекватное сжатие между клетями. Следовательно, внутренняя поверхность на обоих концах трубы стремится тесно контактировать с оправкой, что является так называемым неполным заполнением и не позволяет решить проблему дефектов, возникающих при извлечении оправки после прокатки, и уменьшить вероятность возникновения задиров на внутренней поверхности трубы, вызванных оправкой.
Кроме того, характеристики деформации материала трубы прокатными валками на стане с трехвалковыми клетями существенно отличаются от стана с двухвалковыми клетями, поэтому простого задания длины окружности профиля калибра на клети №1-№3, как указано выше (2) и как описано в опубликованной заявке на патент Японии №5-185112, недостаточно для решения проблем, связанных с дефектами, связанными с извлечением оправки после прокатки, и задирами на внутренней поверхности материала трубы, вызванными оправкой.
Более конкретно, в стане с трехвалковыми клетями трудно обеспечить растягивающую по окружности деформацию из-за большой деформации материала трубы в продольном направлении и нельзя обеспечить необходимый зазор после прокатки в зависимости от условий прокатки на последних клетях. Таким образом, может возникнуть проблема, связанная с невозможностью извлечения оправки или с тем, что для извлечения оправки требуется значительно большее усилие, чем в стане с двухвалковыми клетями.
Далее, в известном способе (3), описанном в опубликованной заявке на патент Японии №7-214110, возникает проблема, связанная с тем, что удовлетворительных результатов добиться не удается, если зазор между материалом трубы и оправкой исчез незадолго до прокатки в калибровочной клети.
Краткое описание изобретения
Как указано выше, поскольку характеристики деформации материала трубы в прокатных валках стана с трехвалковыми клетями для производства бесшовных труб на оправке существенно отличаются от таких характеристик для стана с двухвалковыми клетями, результаты, полученные для стана с двухвалковыми клетями, невозможно напрямую применить к стану с трехвалковыми клетями. Следовательно, предлагавшиеся до сих пор способы не могут эффективно решить проблемы в стане с трехвалковыми клетями, связанные с невозможностью извлечения оправки после прокатки и с задирами на внутренней поверхности материала трубы, создаваемыми оправкой, таким образом, имеются проблемы при применении на практике станов с трехвалковыми клетями для производства бесшовных труб на оправке.
Настоящее изобретение направлено на решение этой проблемы предшествующего уровня техники, и его целью является создание способа производства бесшовных труб на оправке в стане с трехвалковыми клетями, в котором эффективно устраняются проблемы с извлечением оправки и возникновением задиров на внутренней поверхности материала трубы, что позволяет осуществлять производственный цикл на указанном стане с трехвалковыми клетями.
Для достижения указанной цели согласно настоящему изобретению предлагается способ производства бесшовных труб на оправке в трехвалковом стане, при котором отношение длины внутренней окружности материала трубы к длине внешней окружности оправки равно 1,07-1,17 на последних двух клетях стана, на которых трубы подвергают обжатию по толщине стенки.
Предпочтительно указанное отношение длины внутренней окружности материала трубы к длине внешней окружности оправки составляет 1,10-1,17.
Далее, отношение наружного диаметра материала трубы на выходе стана к внутреннему диаметру калибра прокатного валка на последних двух клетях предпочтительно задается не более 0,25.
И далее, отношение наружного диаметра материала трубы на выходе из стана к внутреннему диаметру калибра прокатного валка на последних двух клетях стана более предпочтительно задается не более 0,20.
Кроме того, отношение зазора оправки на входе стана к внутреннему диаметру материала трубы на входе стана предпочтительно задается в диапазоне 0,04-0,12.
И далее, отношение зазора оправки на входе стана к внутреннему диаметру материала трубы на входе стана более предпочтительно задается в диапазоне 0,06-0,12.
Кроме того, предпочтительно калибровочная клеть расположена между последними двумя клетями, при этом степень обжатия на в калибрах прокатного валка на калибровочной клети составляет не менее 5%.
Согласно настоящему изобретению предлагается способ производства бесшовных труб на оправке в трехвалковом стане, согласно которому отношение длины внутренней окружности материала трубы к длине внешней окружности оправки задается в диапазоне 1,07-1,17 на последних двух клетях стана, при этом материал трубы подвергают обжатию, и где неудачное извлечение оправки и задиры на внутренней поверхности материала трубы могут быть эффективно предотвращены без чрезмерного увеличения разницы толщины стенки в окружном направлении (эксцентриситет толщины стенки) после прокатки, благодаря чему на оправке в стане с трехвалковыми клетями можно на практике осуществлять производственный цикл.
Краткое описание чертежей
Фиг.1 - диаграмма, показывающая влияние отношения длины внутренней окружности материала трубы к длине внешней окружности оправки на последних двух клетях на следующие параметры: (а) извлекаемость оправки, (b) качество внутренней поверхности материала трубы и (с) эксцентриситет толщины стенки (разница в толщине стенки в окружном направлении после прокатки).
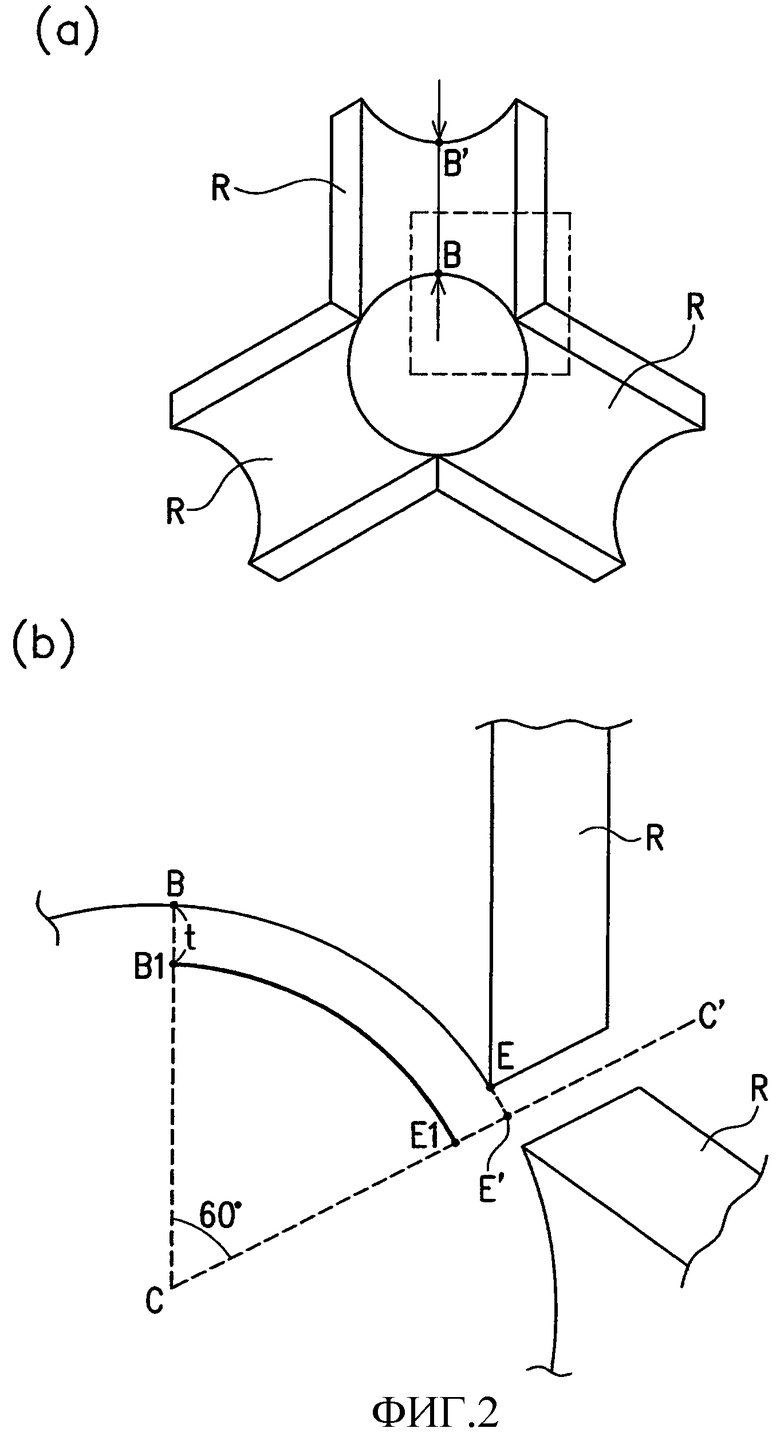
Фиг.2 - изображение, характеризующее длину внутренней окружности материала трубы, где (а) - положение каждого валка, а (b) - увеличенный вид участка, выделенного штриховой линией на участке (а).
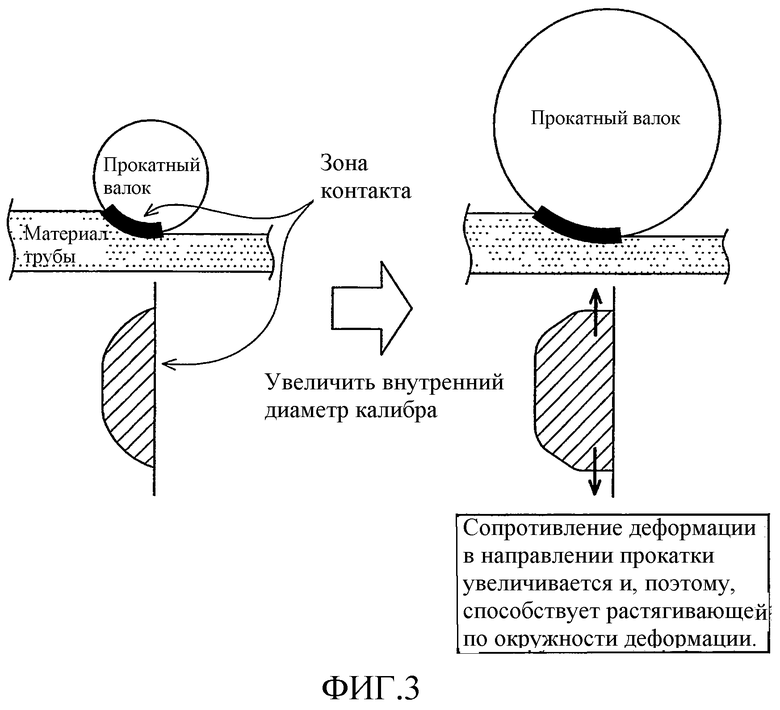
Фиг.3 - диаграмма, поясняющая, как внутренний диаметр калибра прокатного валка, как определено в способе производства бесшовных стальных труб по настоящему изобретению, влияет на материал трубы.
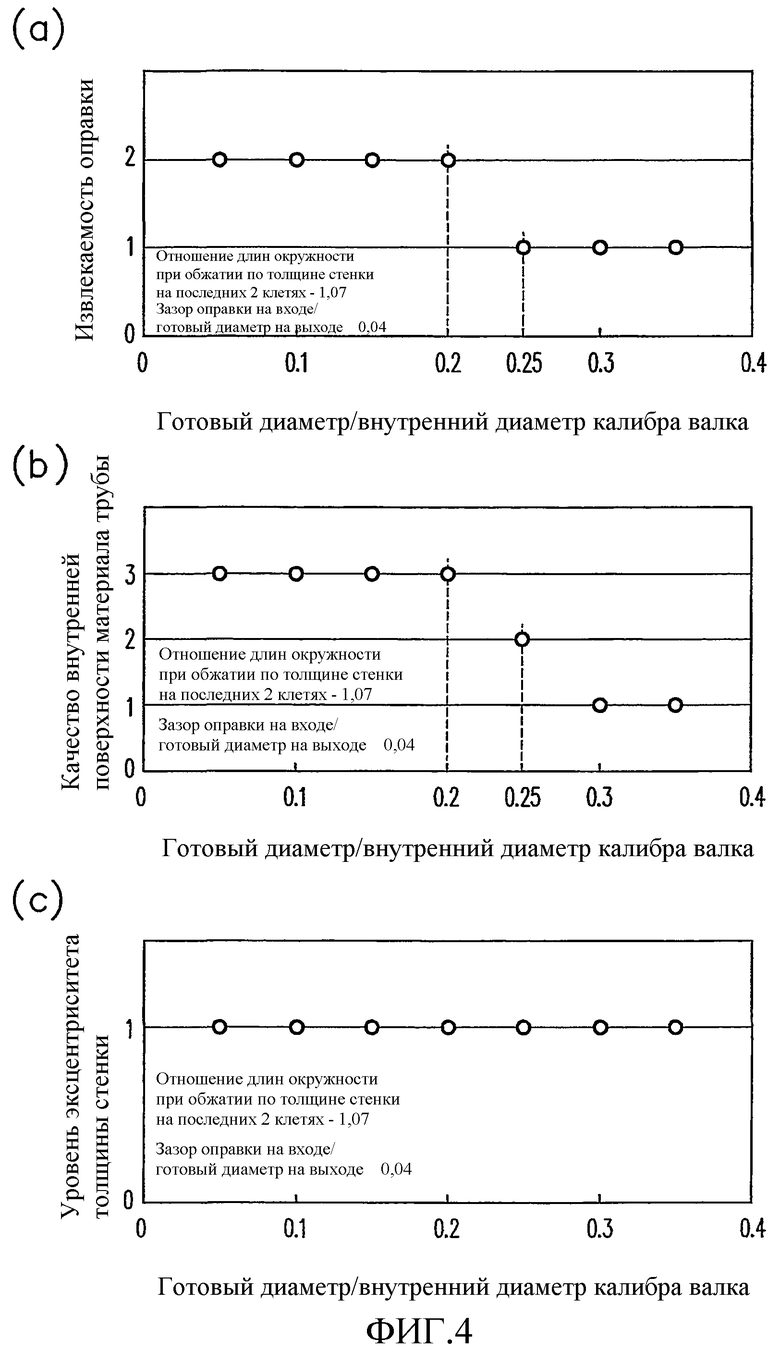
Фиг.4 - диаграмма, показывающая, как отношение наружного диаметра материала трубы на выходе стана к внутреннему диаметру калибра прокатного валка на последних двух клетях влияет на следующие параметры: (а) извлекаемость оправки, (b) качество внутренней поверхности материала трубы, (с) эксцентриситет толщины стенки материала трубы.
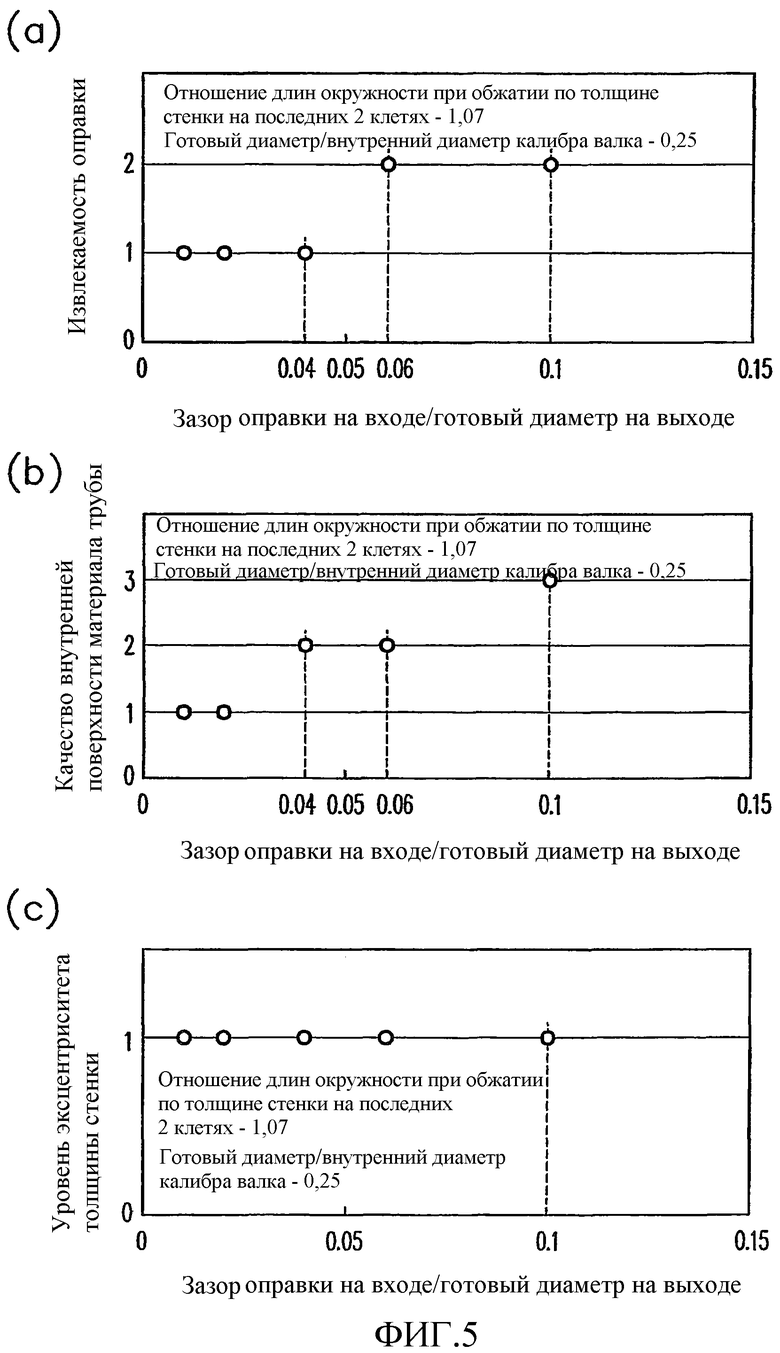
Фиг.5 - диаграмма, показывающая, как отношение зазора оправки на входе стана к внутреннему диаметру материала трубы на входе стана влияет на следующие параметры: (а) извлекаемость оправки, (b) качество внутренней поверхности материала трубы, (с) эксцентриситет толщины стенки материала трубы.
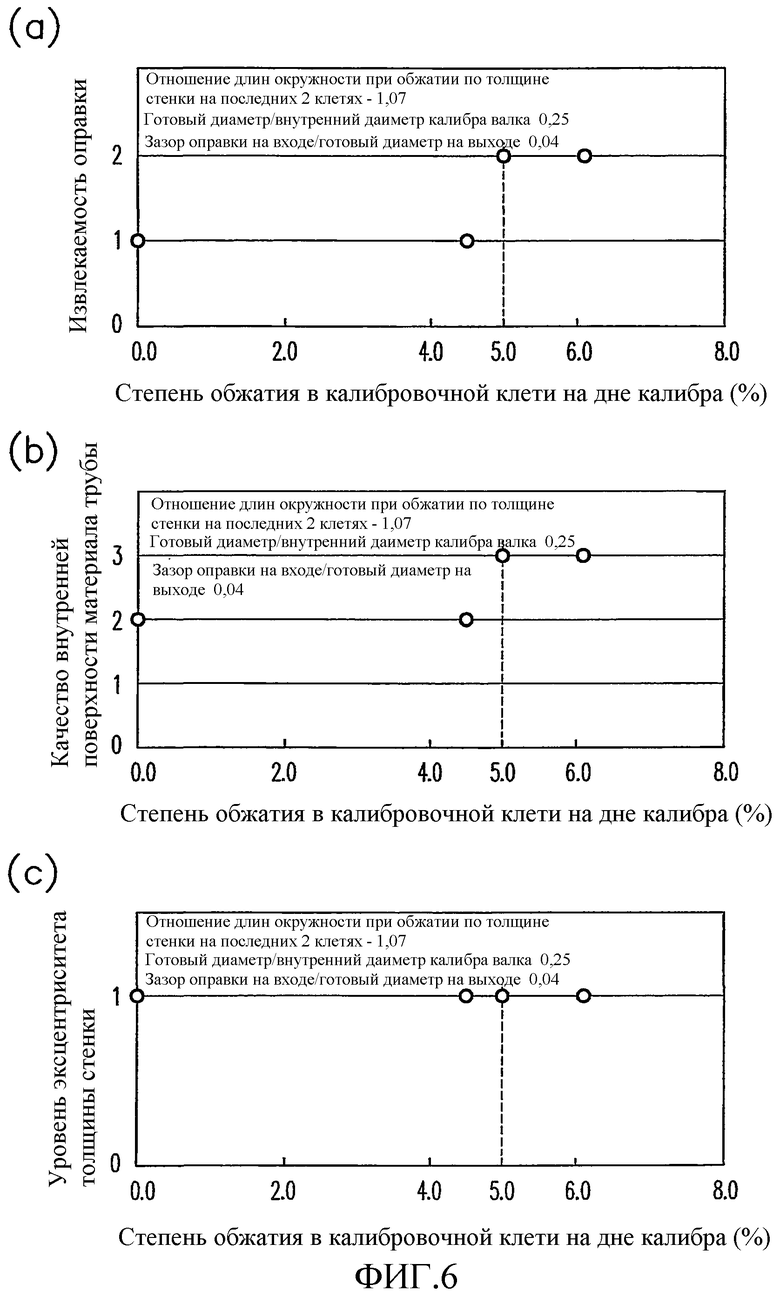
Фиг.6 - диаграмма, показывающая, как степень обжатия во внутреннем диаметре калибра прокатного валка влияет на следующие параметры: (а) извлекаемость оправки, (b) качество внутренней поверхности материала трубы, (с) эксцентриситет толщины стенки материала трубы.
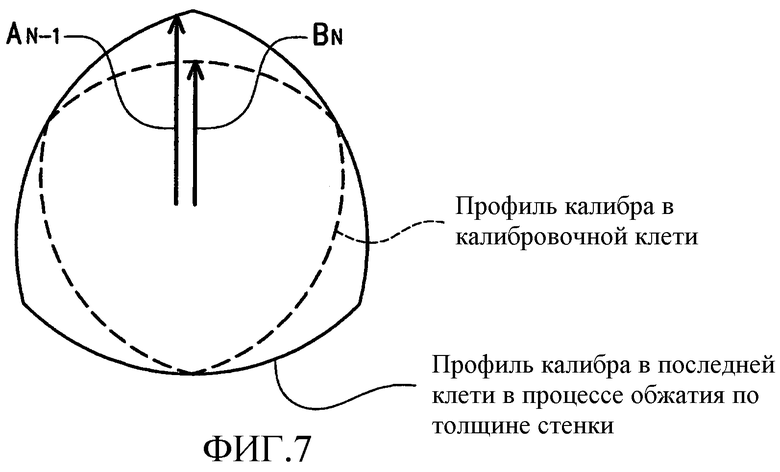
Фиг.7 - диаграмма, поясняющая степень обжатия во внутреннем диаметре калибра прокатного валка калибровочной клети в способе производства бесшовных труб по настоящему изобретению.
Подробное описание изобретения
Ниже следует подробное описание одного из вариантов настоящего изобретения со ссылками, где необходимо, на прилагаемые чертежи.
В способе производства бесшовных труб на оправке для устранения возможности неудачного извлечения оправки после прокатки и/или появления дефектов в форме задиров от оправки на внутренней поверхности материала трубы после прокатки необходимо сформировать необходимый зазор между материалом трубы и оправкой. В связи с этим изобретатели обнаружили, что указанный параметр сильно зависит от отношения длины внутренней окружности материала трубы к длине внешней окружности оправки, заданного в конце прокатки в редукционных клетях, для снижения толщины стенки в стане с трехвалковыми клетями для прокатки на оправке.
Другими словами, было показано, что отношение длины внутренней окружности материала трубы к длине внешней окружности оправки, которое определяется профилем калибра прокатных валков на последних двух клетях, на которых осуществляется обжатие стенки, то есть на последней и предпоследней клети, сильно влияет на получение указанного эффективного зазора.
Затем авторы настоящего изобретения исследовали влияние отношения длины внутренней окружности материала трубы к длине внешней окружности оправки (далее именуемого «отношение длин окружности») на извлекаемость оправки после прокатки, для этого прокатывалось 10 длин материала трубы из углеродистой стали и стали с 9% содержанием Cr для изменения отношения длины окружности на последних двух клетях, на которых производят обжатие по толщине стенки материала трубы.
На фиг.1 представлена диаграмма, показывающая, как отношение длины внутренней окружности материала трубы к длине внешней окружности оправки на двух последних клетях влияет на (а) извлекаемость оправки, (b) качество внутренней поверхности материала трубы и (с) эксцентриситет толщины стенки (разница в толщине стенки в окружном направлении после прокатки).
По вертикальной оси на фиг.1(а) уровень «2» означает успешное извлечение и для углеродистой стали и для стали с 9% содержанием Cr (определяемое как «отличное», когда все десять длин труб прошли успешное извлечение), уровень «1» означает успешное извлечение только для углеродистой стали, а уровень «0» означает неудачное извлечение и для углеродистой стали и для стали с 9% содержанием Cr.
На вертикальной оси на фиг.1(b) уровень «3» обозначает отсутствие дефектов на внутренней поверхности (задиров от оправки) материала трубы, уровень «2» обозначает количество дефектов не более 10%, уровень «1» обозначает количество дефектов 10%-20%, и уровень «0» обозначает уровень дефектов более 20% соответственно.
Далее, на вертикальной оси на фиг.1(с) уровень «2» обозначает, что величина эксцентриситета толщины стенки материала трубы менее 15%, а уровень «1» обозначает 15% и более.
Как видно из фиг.1(а) и 1(b), задавая отношение длин окружности не менее 1,07, можно обеспечить зазор между материалом трубы и оправкой, что приводит к достижению удовлетворительных результатов по извлекаемости оправки и по качеству внутренней поверхности. Однако, как видно из фиг.1(с), при отношении длин окружности более 1,17 возникает проблема ухудшения эксцентриситета толщины стенок, хотя в отношении извлекаемости оправки и качества внутренней поверхности можно достичь неплохих результатов (Фиг.1(а) и 1(b)).
Таким образом, было обнаружено, что отношение длин окружности должно быть в диапазоне 1,07-1,17, а разница толщины стенки в окружном направлении (эксцентриситет толщины стенки) материала трубы после прокатки можно контролировать, не допуская его выхода за установленные пределы, при этом можно эффективно устранить неудачное извлечение оправки и образование задиров на внутренней поверхности трубы оправкой. Далее, предпочтительно вышеуказанное отношение длин окружности задается в диапазоне 1,10-1,17 для еще большего уменьшения случаев неудачного извлечения оправки.
На фиг.2 представлено изображение, характеризующее длину внутренней окружности материала трубы, где часть (а) показывает расположение каждого валка, часть (b) показывает в увеличении участок, отмеченный на части (а) штриховой линией. Как показано на фиг.2(b), вышеуказанную длину внутренней окружности материала трубы получают, сначала определяя внешний контур (кривая ВЕ'), деля материал трубы на шесть равных сегментов по окружности относительно центра С профиля калибра, показанного кривой, идущей от дна В калибра до кромки Е каждого прокатного валка R, а затем определяют внутренний контур, вводя коррекцию для внешнего контура, равную толщине стенки t на дне калибра, и, таким образом, вышеуказанная длина внутренней окружности материала трубы рассчитывается суммированием каждой внутренней длины шести сегментов контура (представленных кривой В1Е1).
В этом отношении, для определения внешнего контура (кривой ВЕ') с учетом профиля калибра (кривая ВЕ) дуга рядом с кромкой Е, например, которая является частью профиля калибра, продлевается до пересечения с прямой СС', которая образует угол 60о с прямой ВС, чтобы найти точку пересечения Е'.
Далее осуществляют смещение внешнего контура (кривая BE') на толщину стенки t, определенную на дне калибра, посредством смещения каждой из множества точек, образующих кривую ВЕ', на расстояние t в направлении нормали в соответствующей точке. Здесь вышеуказанная толщина стенки t, определенная на дне калибра, определяется режимом прокатки, а длина внешней окружности оправки рассчитывается по наружному диаметру оправки, который определяется режимом прокатки.
Как указано выше, хотя по существу имеется возможность эффективно устранить неудачное извлечение оправки задавая отношение длин окружности в заранее определенном диапазоне, существует вероятность возникновения случая, когда материал трубы не повторяет профиль калибра и вместо этого прилипает к оправке в зависимости от сорта материала трубы и/или параметров прокатки, приводя тем самым к ухудшению извлекаемости и/или образованию задиров при извлечении оправки.
Авторы сконцентрировали внимание на том факте, что по данным разных исследований, относящихся к предотвращению ухудшения извлекаемости и прочего, длина зоны контакта между участком калибра и материалом трубы увеличивается при применении операции поперечной раскатки материала трубы для максимально возможного повторения материалом трубы контура профиля калибра валка, когда внутренний диаметр калибра прокатного валка, то есть когда отрезок прямой ВВ', соединяющий дно В калибра с противоположным дном B' калибра на фиг.2(а), увеличен по сравнению с наружным диаметром материала трубы на выходе стана.
На фиг.3 приведена диаграмма, поясняющая, как внутренний диаметр калибра прокатного валка воздействует на материал трубы в описанном выше случае. Как показано на фиг.3, когда внутренний диаметр калибра прокатного валка увеличивают по сравнению с наружным диаметром материала трубы на выходе стана для прокатки на оправке, длина зоны контакта между участком дна калибра и материалом трубы увеличивается. Следовательно, сопротивление деформации в направлении раскатки возрастает, тем самым способствуя деформации в направлении фланцевого участка прокатного валка, благодаря чему возникают благоприятные условия для поперечной деформации и раскатки для повторения материалом контура валка.
Авторы настоящего изобретения провели тестовую прокатку, используя по десять длин для углеродистой стали и для стали с 9% содержанием Cr, при которой проверяли изменение отношения наружного диаметра материала трубы на выходе стана прокатки на оправке к диаметру калибра прокатного валка на последних двух клетях (далее именуемое «отношение конечного диаметра к внутреннему диаметру калибра валка») и исследовали влияние «отношения конечного диаметра к внутреннему диаметру калибра валка» на извлекаемость оправки и тому подобное после прокатки.
На фиг.4 представлена диаграмма, показывающая, как отношение внешнего диаметра материала трубы на выходе стана к внутреннему диаметру калибра прокатного валка на последних двух клетях влияет на (а) извлекаемость оправки, (b) качество внутренней поверхности материала трубы и (с) эксцентриситет толщины стенки материала трубы.
Уровни по вертикальным осям на фиг.4(а)-4(с) определены точно так же, как и на фиг.1, поэтому их пояснение опускается. В этой тестовой прокатке вышеуказанное отношение длин окружности было задано как 1,07, что находится в вышеуказанном, заранее определенном диапазоне, а отношение зазора оправки на входе стана прокатки на оправке к внутреннему диаметру материала трубы на входе стана, которое будет описано ниже, было задано как 0,04.
Как показано на фиг.4(а) и 4(b), задавая «отношение конечного диаметра к внутреннему диаметру калибра валка» не более 0,25 (более предпочтительно, не более 0,20), можно получить удовлетворительный результат в отношении извлекаемости оправки, а также качества внутренней поверхности. Однако, когда «отношение конечного диаметра к внутреннему диаметру калибра валка» задается менее 0,1, валок становится слишком большим, что непрактично, хотя при этом также могут быть получены хорошие результаты по извлекаемости оправки и качеству внутренней поверхности. Таким образом, «отношение конечного диаметра к внутреннему диаметру калибра валка» предпочтительно задается в диапазоне 0,1-0,25, и более предпочтительно в диапазоне 0,1-0,2. Здесь вышеуказанный диаметр материала трубы на выходе стана для прокатки на оправке определяется режимом прокатки.
Далее, авторы предположили, что, регулируя отношение зазора оправки на входе стана прокатки на оправке к внутреннему диаметру материала трубы на входе стана прокатки на оправке, можно также подвергать материал трубы поперечному обжатию для повторения контура профиля калибра прокатного валка, тем самым предотвращая ухудшение извлекаемости. Авторами проведена тестовая прокатка десяти длин материала трубы для каждого из материалов - углеродистой стали и стали с 9% содержанием Cr, для определения изменения отношения зазора оправки на входе стана прокатки на оправке к внутреннему диаметру материала трубы на входе стана прокатки на оправке (далее именуемого «отношение входного зазора оправки к готовому внутреннему диаметру»), и исследовано влияние «отношения входного зазора оправки к готовому внутреннему диаметру» на извлекаемость оправки и так далее после прокатки.
На фиг.5 представлена диаграмма, показывающая, как отношение зазора оправки на входе стана к внутреннему диаметру материала трубы на входе стана влияет на следующие параметры: (а) извлекаемость оправки, (b) качество внутренней поверхности материала трубы, (с) эксцентриситет толщины стенки материала трубы.
Уровни на вертикальных осях на фиг.5(а)-4(с) определены точно так же, как и на фиг.1, поэтому их пояснение опускается. В этой тестовой прокатке отношение длин окружности задано как 1,07, т.е. в нужном диапазоне, а «отношение конечного диаметра к внутреннему диаметру калибра валка» задано как 0,25, то есть находится в нужном диапазоне.
Как показано на фиг.5(а) и 5(b), задавая «отношение входного зазора оправки к готовому внутреннему диаметру» не менее 0,04 (более предпочтительно, не менее 0,06), можно добиться хорошего результата в отношении извлекаемости оправки и качества внутренней поверхности. Однако, когда «отношение входного зазора оправки к готовому внутреннему диаметру» задается более 0,12, длина внешней окружности материала трубы становится слишком большой, что может привести к излишнему переполнению и нарушить операцию прокатки, поэтому это непрактично.
Следовательно, «отношение входного зазора оправки к готовому внутреннему диаметру» предпочтительно задают в диапазоне 0,04-0,12 и, более предпочтительно, в диапазоне 0,06-0,12. Здесь вышеуказанный зазор оправки определяется уравнением (внутренний диаметр материала трубы на входе стана прокатки на оправке минус внешний диаметр оправки) и зависит от режима прокатки.
Далее, авторы обнаружили, что при размещении калибровочной клети за последними двумя клетями, на которых осуществляется прокатка для снижения толщины стенки, и, сконфигурировав адекватную редукционную прокатку равную или превышающую заранее определенную степень обжатия на дне калибра прокатных валков на калибровочной клети, материал трубы будет смещаться при деформации к фланцу для формирования эффективного зазора для улучшения тем самым извлекаемости и тому подобного.
Авторы провели тестовую прокатку десяти длин для каждого из материалов труб - углеродистой стали и стали с 9% содержанием Cr, чтобы определить изменения степени обжатия на дне калибра прокатных валков на калибровочной клети и исследовать влияние степени обжатия на извлекаемость оправки и тому подобное после прокатки.
На фиг.6 представлена диаграмма, показывающая, как степень обжатия на дне калибра прокатного валка влияет на следующие параметры: (а) извлекаемость оправки, (b) качество внутренней поверхности материала трубы, (с) эксцентриситет толщины стенки материала трубы.
Уровни на вертикальных осях на фиг.6(а)-4(с) определены точно так же, как и на фиг.1, поэтому их пояснение опускается. В этой тестовой прокатке отношение длин окружности задано как 1,07, то есть в нужном диапазоне «отношение конечного диаметра к внутреннему диаметру калибра валка» задано как 0,25, то есть в нужном диапазоне, и «отношение входного зазора оправки к готовому внутреннему диаметру» задано как 0,04, то есть тоже в нужном диапазоне.
Как показано на фиг.6(а) и 6(b), задавая степень обжатия не менее 5%, можно получить хорошие результаты для извлекаемости и качества внутренней поверхности.
На фиг.7 представлена диаграмма, поясняющая степень обжатия на дне калибра прокатного валка в калибровочной клети в способе производства бесшовных труб по настоящему изобретению. Как показано на фиг.7, эта степень обжатия определяется уравнением (1), приведенным ниже, при условии, что большой радиус (соответствующий отрезку прямой CE' на фиг.2(b)) в последней клети (обозначенной клеть №N-1), где осуществляют прокатку для уменьшения толщины стенки материала трубы, составляет АN-1, а малый радиус (соответствующий отрезку прямой ВС на фиг 2.(b)) в калибровочной клети (обозначенной клеть №N) равен ВN:

ПРИМЕРЫ
Ниже приведены примеры, которые более четко иллюстрируют признаки настоящего изобретения. Параметры в примерах способа производства бесшовных труб по настоящему изобретению и оценка результатов даны в Таблице 1.
Применяя параметры (примеры 1-16 по изобретению и сравнительные Примеры 1, 2), показанные в Таблице 1, была проведена тестовая прокатка десяти длин для каждого материала труб - углеродистой стали и стали с 9% содержанием Cr. В этом тесте стан для прокатки на оправке состоял из пяти клетей (клети №№4 и 5 соответствуют последним двум клетям, где осуществляется процесс снижения толщины стенки материала труб) для примеров 1-11 по изобретению и для сравнительных примеров 1 и 2, а для примеров №№12-16 по изобретению тест проводился на стане, в котором за указанными выше последними двумя клетями была установлена калибровочная клеть (клеть №6).
Сокращенное обозначение в таблице «Отношение t/D на выходе» означает «отношение толщины стенки материала трубы к наружному диаметру». Также «отношение длин окружности при обжатии стенки на последних 2 клетях» означает отношение длины внутренней окружности материала трубы к длине внешней окружности оправки на последних двух клетях, где осуществляется процесс обжатия стенки трубы, а «степень обжатия на калибровочной клети на дне калибра» обозначает степень обжатия на дне калибра прокатного валка на калибровочной клети (клети №6).
При вышеприведенной тестовой прокатке оценивались (1) извлекаемость оправки; (2) качество внутренней поверхности материала трубы и (3) эксцентриситет толщины стенки. Здесь «уровень», обозначающий результат оценки, приведенный в Таблице 1 для каждого из параметров, означает точно то же самое, что и уровни на вертикальных осях на фиг.1, поэтому их подробное описание опускается.
Как показано в Таблице 1, извлекаемость, а также качество внутренней поверхности материала трубы в каждом из примеров №№1-16 по изобретению оценивались как уровень «3», уровень «2» и уровень «1», показывающие, что проблемы с извлекаемостью оправки и/или задиры на внутренней поверхности, создаваемые оправкой, благодаря настоящему изобретению можно эффективно не допускать.
Далее, эксцентриситет толщины стенки материала трубы оценивался для всех примеров, как уровень «1», что подтверждает отсутствие каких-либо проблем с эксцентриситетом толщины стенки. В частности, когда отношения длины внутренней окружности материала трубы к длине внешней окружности оправки устанавливается как 1,10-1,17 (примеры №№2, 3, 6, 7, 10, 15 и 16), извлекаемость оценивалась на уровне «2», показывая достижение существенного эффекта.
Кроме того, сравнивая пример №4 и пример №5 или сравнивая пример №6 и пример №7, можно видеть, что, когда отношение наружного диаметра материала трубы на выходе стана к внутреннему диаметру калибра валка на последних двух клетях задается равным 0,2, извлекаемость и/или качество внутренней поверхности материала трубы улучшаются.
Далее, сравнивая пример №8 и пример №9 или сравнивая пример №10 и пример №11, можно видеть, что, даже если отношение длин окружности и отношение внешнего диаметра материала трубы на выходе стана к внутреннему диаметру калибра валка на последних двух клетях идентичны, извлекаемость и/или качество внутренней поверхности материала трубы улучшаются при задании отношения зазора оправки на входе стана к внутреннему диаметру материала трубы на входе стана как 0,06.
Далее, сравнивая примеры №№12, 14 и 15 друг с другом и сравнивая пример №13 и пример №16, можно видеть, что даже если отношение длин окружности, отношение внешнего диаметра материала трубы на выходе стана к внутреннему диаметру калибра валка на последних двух клетях и отношение зазора оправки на входе стана к внутреннему диаметру материала трубы на входе стана идентичны, извлекаемость и/или качество внутренней поверхности материала трубы улучшаются при задании степени обжатия на дне калибра прокатного валка на калибровочной клети не менее 5%.
В отличие от вышеуказанного отношение длин окружности в сравнительном примере №1 задано менее чем 1,07 (1,05), что привело к плохим показателям извлекаемости оправки и качества внутренней поверхности. В то же время отношение длин окружности в сравнительном примере №2 задано более чем 1,17 (1,19) и дало удовлетворительные результаты и по извлекаемости, и по качеству внутренней поверхности. Однако эксцентриситет толщины стенок показывает 15% или более (уровень «0»), поэтому эти параметры не могут применяться для производства бесшовных труб как готовой продукции.
Промышленная применимость
Настоящее изобретение предлагает способ производства бесшовных труб на оправке в стане с трехвалковыми клетями, при котором отношение длины внутренней окружности материала трубы к длине внешней окружности оправки устанавливают как 1,07-1,17 на последних двух клетях из всех клетей, которые образуют стан для прокатки на оправке, причем материал трубы подвергают процессу обжатия по толщине стенки, при этом неудачные извлечения оправки, а также задиры внутренней поверхности материала трубы оправкой можно эффективно устранить без чрезмерного увеличения разницы в толщине стенки в окружном направлении (эксцентриситет толщины стенки) после прокатки, благодаря чему можно на практике осуществлять коммерческую эксплуатацию такого прокатного стана с трехвалковыми клетями. Таким образом, способ может широко использоваться для производства бесшовных труб по процессу Маннесмана на стане для прокатки на оправке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ ТРУБЫ | 2004 |
|
RU2303497C2 |
| СПОСОБ УДЛИНИТЕЛЬНОЙ ПРОКАТКИ С ИСПОЛЬЗОВАНИЕМ СТАНА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ТРУБ НА ОПРАВКЕ | 2006 |
|
RU2357815C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПОЛОЖЕНИЙ ПРИ ПРОКАТКЕ ПРОКАТНЫХ ВАЛКОВ ТРЕХВАЛКОВОЙ КЛЕТИ СТАНА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ТРУБ НА ОПРАВКЕ | 2004 |
|
RU2319564C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2483816C2 |
| Технологический инструмент для поперечно-винтовой прокатки | 1983 |
|
SU1138197A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2020 |
|
RU2793593C1 |
| РЕДУКЦИОННО-РАСТЯЖНОЙ ПРОКАТНЫЙ СТАН С УЛУЧШЕННЫМ ДОПУСКОМ ДИАМЕТРА И ТОЛЩИНЫ СТЕНКИ | 2019 |
|
RU2751408C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ИЗДЕЛИЙ | 2009 |
|
RU2385194C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве бесшовных труб на оправке в стане с трехвалковыми клетями. В двух последних клетях стана материал трубы подвергают обжатию по толщине стенки и отношение длины внутренней окружности материала трубы к длине внешней окружности оправки устанавливают равным 1,07-1,17. После двух последних клетей стана установлена калибровочная клеть, степень обжатия на дне калибра прокатного валка которой задают не менее 5%. Изобретение устраняет проблемы с извлечением оправки и возникновением задиров на внутренней поверхности материала трубы. 11 з.п. ф-лы, 7 ил., 1 табл.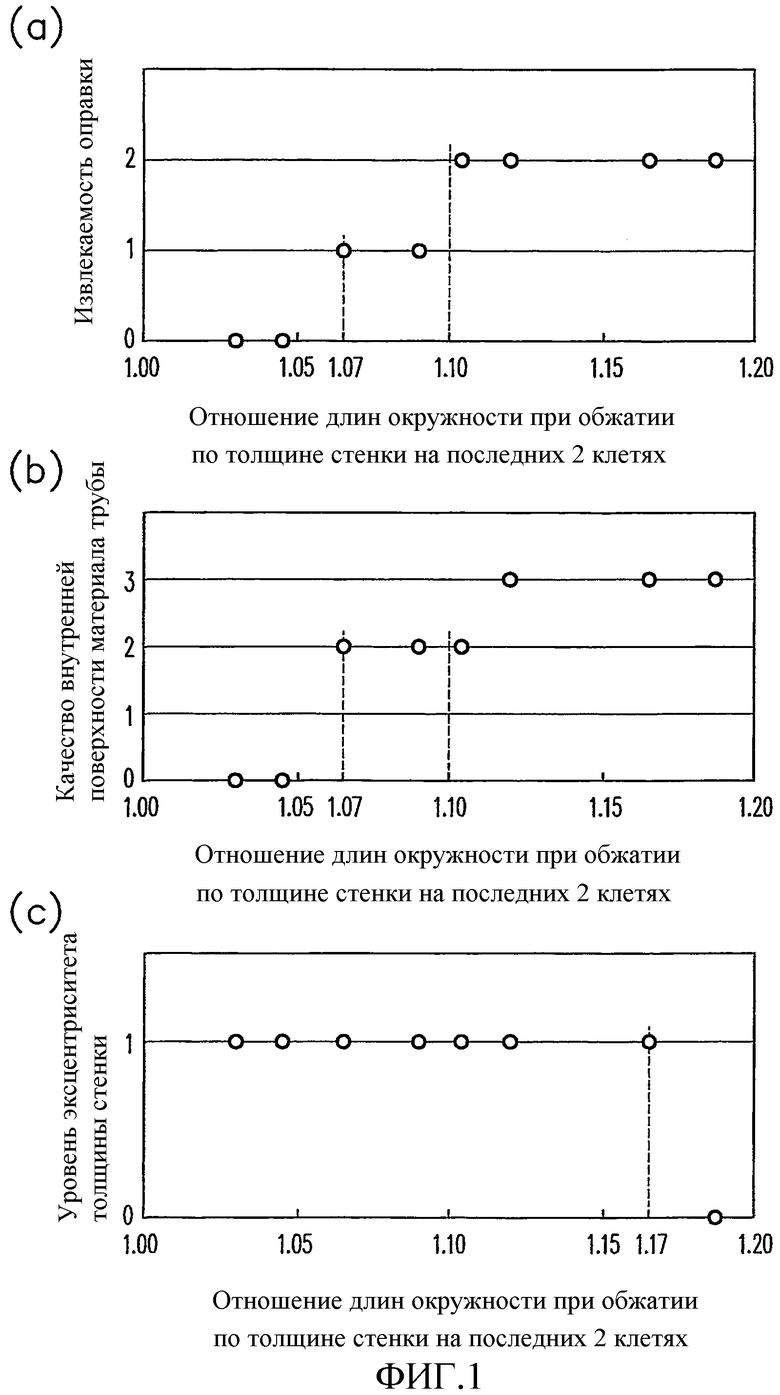
| JP 58125304 A1, 26.07.1983 | |||
| Способ прокатки трубы с утоненными концами | 1976 |
|
SU657880A1 |
| Непрерывный трубопрокатный стан | 1980 |
|
SU869876A1 |
| Способ изготовления бесшовных труб | 1990 |
|
SU1838011A3 |

