(54) ШИП ДЛЯ ИЗОЛЯЦИОННОЙ ОБМАЗКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Шип теплообменной трубы | 1990 |
|
SU1726914A1 |
| ТУРБОМАШИНА С ОХЛАЖДАЕМЫМИ КОЛЬЦЕВЫМИ СЕГМЕНТАМИ | 2004 |
|
RU2347079C2 |
| ПИСТОЛЕТ ДЛЯ ДУГОВОЙ ПРИВАРКИ ШПИЛЕК | 1972 |
|
SU350611A1 |
| Способ контактной сварки | 1986 |
|
SU1433698A1 |
| Плавящийся электрод | 1988 |
|
SU1581510A1 |
| Плита перекрытия ванны дуговой печи | 1979 |
|
SU863983A1 |
| УСТРОЙСТВО С ВРАЩАЮЩЕЙСЯ ТРУБКОЙ | 2019 |
|
RU2771058C1 |
| Устройство для приварки шипов | 1978 |
|
SU701748A2 |
| СПОСОБ РЕМОНТА ДЕФЕКТОВ ТРУБОПРОВОДА | 1997 |
|
RU2133401C1 |
| Устройство для охлаждения стенки печи | 1980 |
|
SU1113413A1 |
I
Изобретение относится к шипам для удержания изоляционной обмазки и может быть использовано в энерготехнологических циклонных камерах и в котельных агрегатах.
Известны цилиндрические шипы, один конец которых заточен в виде конуса 1 .
Такие шипы трудоемки в изготовлении и при приварке из-за плотности расположения не позволяют делать круговой сварки, что .не дает ; надежного теплового контакта.
Известны также шипы для изоляционной обмазки, выполненные в форме шйра 2.
Однако применение таких шипов в небольших камерах с ручной приваркой не обеспечивает надежной их работы, так как при плотной ошиповке невозможна круговая сварка, а при более редкой остаются незащищенные места охлаждаемой поверхности. Плотно расположенные шипы не привариваются по всему периметру, имеют плохой тепловой контакт с охлаждаемой поверхностью и выгорают за несколько часов работы камеры. Не удерживаемая ничем обмаз-ка смьгоается, на оголенной поверхности не образуется твердого слоя гарнисажа,. а тонкая
пленка движущегося расплава не защищает стенку от перегрева и сама, являясь агрессивной средой, способствует разъеданию и износу охлаждаемой поверхности.
Цель изобретения - повышение теплового контакта с охлаждаемой поверхностью.
Эта.цель достигается тем, что шип выполнен в виде полосы, верхняя часть которой имеет выемки, а нижняя - по форме продольного клина.
10
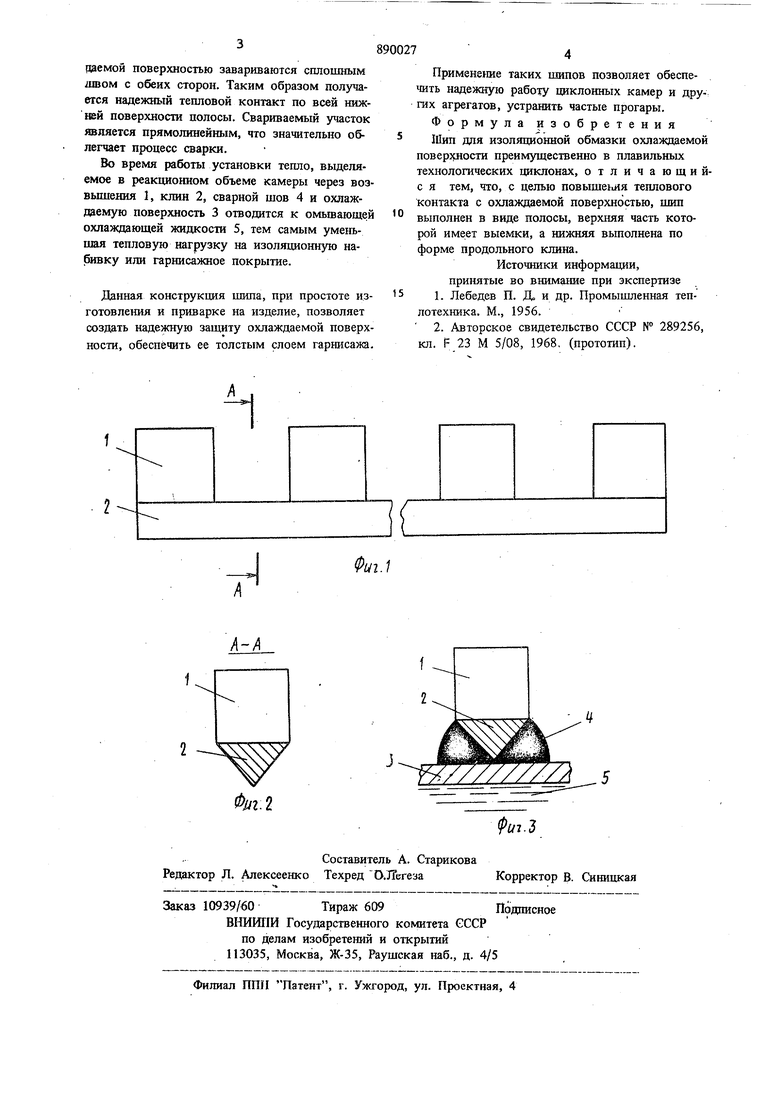
На фиг. 1 показан шип; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - установка шипа на охлаждаемой поверхности.
Верхняя часть 1 шипа состоит из чередующихся возвышений и выемок. Нижняя часть 2
15 шипа представляет собой продольный клин, которым шип приваривается к охлаждаемой поверхности 3.
Длина полосы выбирается произвольно или в зависимости от размера ошиповываемого
30 участка. При приварке такая полоса устанавливается острым ребром клина к охлаждаемой поверхности, а образующиеся при этом двугранные углы между поверхностью клина и охлажцаемой поверхностью завариваются сплошным ашом с обеих сторон. Таким образом получается надежный тепловой контакт по всей нижИвй поверхности полосы. Свариваемый участок является прямолинейным, что значительно облегчает процесс сварки.
Во время работы установки тепло, выделяемое в реакционном объеме камеры через возвышения 1, клин 2, сварной шов 4 и охлаждаемую поверхность 3 отводится к омьшающей охлаждающей жидкости 5, тем самым уменьшая тепловую нагрузку на изоляционную набивку или гарнисажное покрытие.
Данная конструкция шипа, при простоте изготовления и приварке на изделие, позволяет создать надежную защиту охлаждаемой поверхности, обеспечить ее толстым слоем гарнисажа.
Примене ше таких шипов позволяет обеспечить надежную работу циклонных камер и других агрегатов, устранить частые прогары. Формула изобретения Шип для изоляционной обмазки охлаждаемой поверхности преимущественно в плавильных технологических циклонах, отличающийс я тем, что, с целью повыще11ия теплового контакта с охлаждаемой поверхностью, шип выполнен в виде полосы, верхняя часть которой имеет выемки, а нижняя вьшолнена по форме продольного клина.
Источники информации, принятые во внимание при экспертизе
