J 8
СО О9 S5 СО 00
Н ) V
ие.«
Изобретение относится к сварке и может быть использовано в различных областях электронного машиностроения для приварки микропроволок и полосок к тонким пленкам, нанесенным на изоляционное основание, а также к токо- ведущим дорожкам печатных плат.
Цель изобретения - расширение технологических возможностей за счет обеспечения приварки проводника к контактным площадкам, соизмеримым с Диаметром проводника.
На фиг.1 показано положение свариваемых материалов фольги и сварочных электродов в момент включения сварочного тока; на фиг.2 - сечение А-А на фиг.1 (вдоль привариваемой проволоки); на фиг.З - положение свариваемых материалов, фольги и сварочных электродов на конечном этапе процесса нагрева и осадки; на фиг.4 - сече- |ние Б-Б на фиг.3.
Способ осуществляют следующим об- |разом.
I Привариваемый проводник 1 уклады- вают на контактную площадку 2, кото- 1рая закреплена на изоляционной подложке 3, а сверху на проводник 1 по- inepeK его оси накладывают полоску :фольги 4. Последнюю прижимают сред- ;ним электродом 5. Два других электрода 6 и 7 опускают на фольгу 4 ю обе :сторо1- ы от проводника 1 и прижимают :ее к подложке 3. Лля повышения ка- чества сварки и исключения шунтирова- ;ния сварочного тока за пределами зо- :ны сварки на контактную площадку 2 и подложку 3 в месте размещения проводника 1 и фольги 4 предварительно наносят слой изоляционного лака 8, применяемого для изоляции проводников и печатных плат.
Рабочий торец среднего электрода 5 заточен в форме клина, угол наклона каждой из плоскостей которого относительно контактной площадки 2 не меньше, чем угол трения свариваемых материалов. К электроду 5 прикладывают сварочное усилие и включают сварочный ток 5 который, пройдя по электроду 5, разделяется на две ветви, одна из которых проходит по фольге и электроду 6, а другая по фольге и электроду 7. В результате этого максимальная плотность тока создается в верхней части фольги 4 под торцом электрода 5, где имеет место то- чечньпЧ контакт.
В то же время, поскольку фольга 4 охватывает верхнюю часть поверхности проводника 1, сварочный ток проходит
и через проводник 1 поперек сечения в верхней его части. При достижении температуры пластической деформации проводника 1 происходит его осадка. Но вместе с проводником 1 осаживается,прогибаясь, фольга 4.
В процессе прохождения тока фольга 4 на участках между электродами 6 и 7 и электродом 5 нагревается и удлиняется, в результате чего происходит
вспучивание фольги в направлении контактной штощадки, и площадь охвата проводника 1 фольгой 4 увеличивается, что приводит к увеличению площади электрического контакта фольга - проводник, и линии сварочного тока, проходящего через проводник 1, смещаются в направлении контакта проводник - контактная площадка.
В то Ж9 Bpeivffl прогиб фольги 4 и
охват ею проводника 1 дополнительно увеличиваются за счет поперечного (поперек оси проводника I) течения материала фольги в контакте ее с торцом электрода 5, так как фольга в
этом месте так же нагревается до температуры пластической деформации.
3 результате совместного действия температурного удлинения и пластического течения фольга гшотно охватывает проводник в месте сварки, достигает поверхности контактной площадки 2, образуя с ней электрический контакт, и сварочный ток проходит через фольгу 4, проводник 1, контактную Ш1ощад1су 2, нагревая свариваемые детали как за счет теплопередачи, так и за счет тепловыделения в месте сварки.
Поскольку торец электрода 5 выполнен в форме клина, то проводник 1, плотно охваченный по бокам фольгой 4., инт.енсивно течет в продольном направлении. На начальном этапе процесса продольного течения изоляционный
лак 8,.расплавляющийся по мере нагрева проводника 1, способствует уменьшению коэффициента трения сваривае- материалов, интенсифицируя процесс взаимодействия материалов н
твердой фазе. С увеличением пагррра лак 8 испаряется, а продукты его испарения вытесняются в результате пластического течения проводник;) I . Кроме того, лак уменыпас т ox. i,T--;ii; ,«i
контактной площадки 2 н процессе ее нзгрева, уменьшая отвод тепла от зоны нагрева.
Поскольку фольга 4 имеет большую площадь и малую толщину, а электрод 5 - малый объем, то при малой длительности сварочного тока (один полупериод переменного тока промьшшенной частоты) происходит быстрое охлаждение места сварки, в результате чего предотвращается отслаивание контактной площадки 2 от подложки 3. После приварки проводника 1 электроды 5-7 убирают, фольгу 4 снимают и далее цикл повторяется.
Эффективность предлагаемого способа повышается значительно при восстановлении токоведущих дорожек малой ширины, разрушенных в процессе изго- товления или эксплуатации.
Формула изобретения
I. Способ контактной сварки, при котором проводник укладывают на кон
тактную площадку, прижимают одним из электродов сварочного трехэлектродно- го инструмента, при этом один из электродов подключают к полюсу источника тока, а два других - к другому, и осуществляют сварку, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения приварки проводника к контактным площадкам, соизмеримым с диаметром проводника, на проводник перед его прижатием к контактной площадке в поперечном направлении укладывают полоску фольги, средний электрод трехэлектродного инструмента устанавливают на проводник через фольгу, а два других - на фольгу по обе стороны от проводника и подключают к одному полюсу источника тока,
2, Способ поп,1, о тличаю- щ и и с я тем, что контактную площадку в зоне сварки покрывают изоляционным лаком.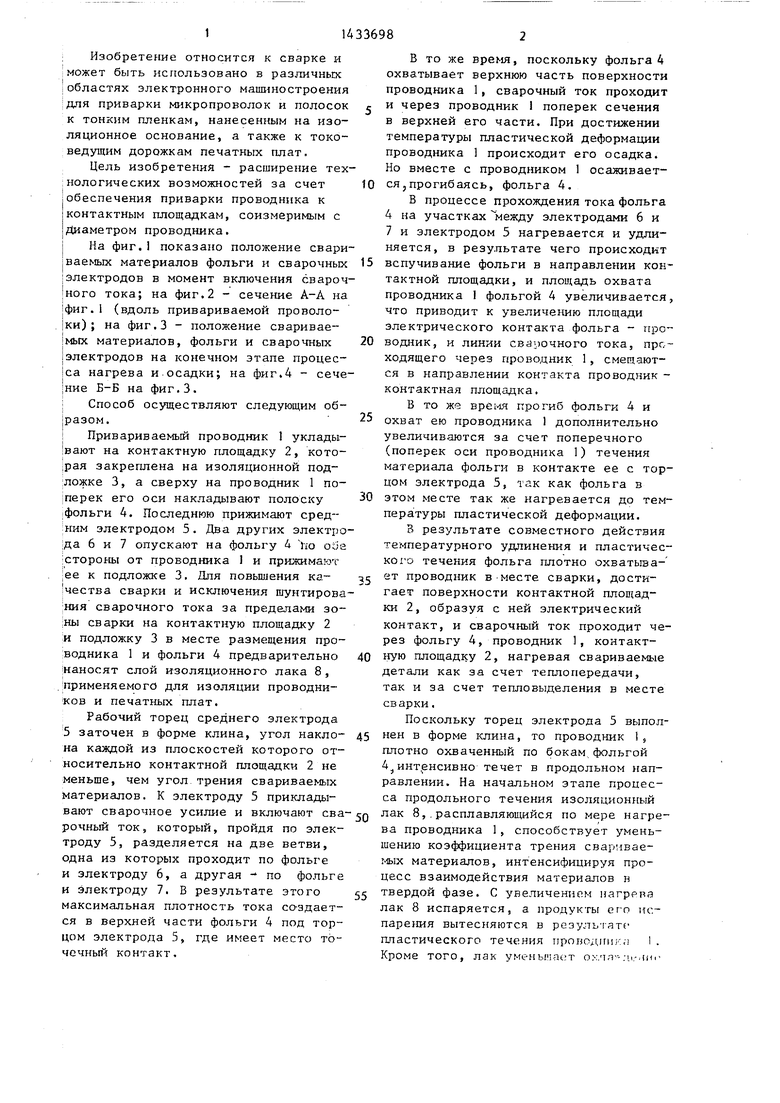

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ односторонней контактной сварки проводника с плоской деталью | 1987 |
|
SU1445885A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам | 1986 |
|
SU1399035A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам | 1980 |
|
SU933330A1 |
| Способ соединения деталей | 1980 |
|
SU971601A1 |
| Способ контактной точечной сварки | 1984 |
|
SU1234127A1 |
| Способ монтажа проволочных проводников к контактным площадкам полупроводниковых приборов | 2020 |
|
RU2751605C1 |
| Установка для приварки микропроволоки к контактным площадкам | 1981 |
|
SU961897A1 |
| Способ контактной микросварки проводников с плоской деталью | 1986 |
|
SU1371826A1 |
| Устройство для сварки микропроволоки | 1978 |
|
SU742083A1 |
| Способ контроля качества сварных соединений при контактной микросварке | 1989 |
|
SU1708562A1 |
Изобретение относится к области сварки и может быть использовано в различных областях электронного машиностроения для приварки микропроволок к тонким пленкам, папесенным на изоляционное основание, а также к токо- ведущим дорожкам печатных плат. Цель- расширение технологических возможностей за счет приварки проводника к контактным площадкам, соизмеримым с диаметром проводника. Проводник 1 укладывают па контактную 1лощадку 2, которая закреплена на изоляционной подложке 3. Сверху на проводник поперек его оси накладывают полоску фольги 4 и прижимают электродом 5. Электроды 6 и 7 устанавливают на фольгу 4 по обе стороны от проводника и осуществляют сварку. Контактную площадку в зоне сварки покрывают лаком. 1 3.п. ф-лы, 4 ил. (С
-//
фае.2
us.-y
| Патент США № 4418264, | |||
| кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Авторское свидетельство СССР № 923768, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
