I
Изобретение относится к Специальной электрометаллургии, в частности к электротермии, и может быть использовано для вакуумной дуговой плавки тугоплавких металлов и их сплавов нерасходуемым электродом.
Известны нерасходуемые электроды из чистого материала - графита или вольфрама fl 3Недостатком таких электродов является загрязнение переплавляемого 5eтaллa материалом электрода.
Наиболее близким по технической сущности к изобретению является нерасходуемый электрод для плавки тугоплавких металлов и сплавов, содержащий стержень из переплавляемого металла, например тантала 2,
Однако эти электроды характеризуются понижением в процессе плавки эрозионной стойкости, что связано с обеднением рабочей поверхности электродов эмиссионной присадкой, трудностями в обеспечении стабильного
горения дугового разряда в вакууме, дороговизной(введение дорогостоящей эмиссионноактивной добавки) и сложностью порошковой технологии производства электродных материалов из тугоплавких металлов.
Целью изобретения является удешевление электрода и повышение стабильности работы электрода.
Поставленная цель достигается тем, .что стержень выполнен из холоднодеформированного материала со степенью вытяжки 2,5-10,5.
Стержень выполнен из пакета параллельно соединенных между собой прутков.
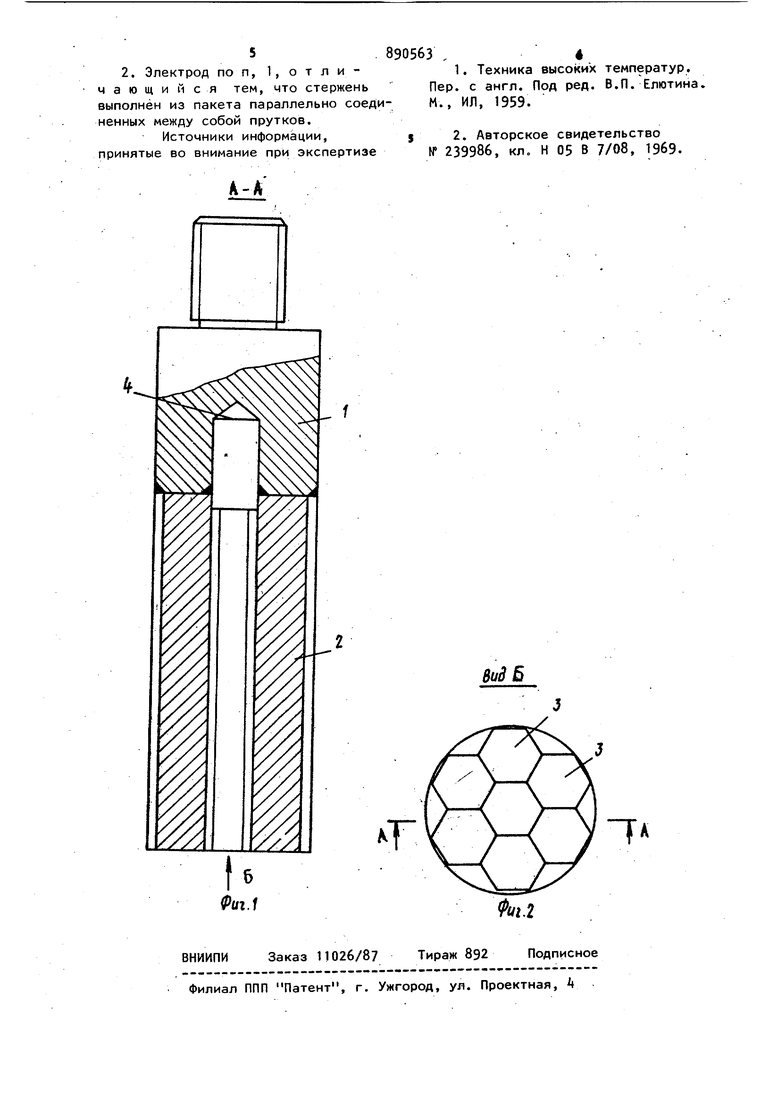
При холодной деформации со степенью вытяжки 2,5-10,5 происходит искажение структуры металла, которое приводит к уменьшению работы выхода электронов и, как следствие, к увеличению термоэлектронной эмиссии, что способствует более стабильному горению дугового разряда и возможности проведения плавки на повышенных мощ ностях, что в свою очередь, улучшает проплав металла и позволяет получить слитки с более качественной поверх-, ностью. Изготовление стержня нерасходуемого электрода в виде пакета, собранного из ряда параллельных холоднодеформированных прутков, позволяет удешевить электрод и получить его необходимого размера. На фиг. 1 представлен нерасходуемый электрод, разрез А-А на фиг. 2, на фиг. 2 - вид Б на фиг. 1 (сечение стержня электрода). Электрод сострит из электрододержателя 1 (танталовая затравка) и стержня 2, собранного из холоднодефо мированных прутков 3 тантала. В танталовой затравке имеется гнездо дл установки центрального прутка. Изготовление нерасходуемого элект рода ведут следующим образом. Слиток тантала электроннолучевой плавки диаметром, например, 122 мм зачехловывают в медную оболочку толщиной 1 мм и прессуют на гидравличес ком прессе 1бОО тс до диаметра 40 мм при . Общее усилие прессования составляет 1100 тс. Полученный пру-, ток в холодную подвергают волочению до ФЗ мм с последующим профилированием через шестигранную фильеру на ключ 26,5 мм. Затем пруток разрезают на отдельные части, длиной 300 мм, с которых стравляют медный чехол в раствора азотной кислоты. Осветленные в расторе плавиковой кис лоты и пергидроля (1:1) прутки собирают в пакет из 7 штук (ф80 мм) и пр варивают к танталовой затравке диаметром 90 мм по периферии с помощью гелиево-дуговой сварки припоем на 3 мм танталовой проволоки, причем центральный пруток вставляют в гнездо А и вокруг него вплотную располагают остальные 6 прутков. Электрод работает следующим образом. С помощью резьбового соединения электрод соединяют с электроприводом печи ДДВ-2,5В-0,6 и производят плавку танталовой спеченной шихты в виде таблеток размером .1010 мм в кристал лизатор диаметром 1бО мм. Режим плавки: остаточное давление атмосферных газов рт.ст.; натекание ток дуги - 12 кА, 3 . 4 апряжение 30-35 В, ток соленоида 5А; время плавки ч; скорость плавки 1,5 кг/ч, вес слитка kOO кг. Возникающие в процессе плавки наросты из-за разбрызгивания металла при его подгрузке в жидкую ванну сплавляют переполюсовкой, т.е. изменением полярности электрода с минуса на плюс. Постоянное поддерживание мощности дуги 360-2 0 кВт при плавке позволяет получить более качественный Ьлиток, лишенный непроплавов. Работа электрода отличается стабильностью горения дугового разряда. . Испытания электрода показывают, что использование холоднодеформированного нелегированного стержня тантала, выполненного из пакета прутков, позволяет постоянно поддерживать мощность дугового разряда порядка kOQ кВт при плавке в кристаллизатор диаметром 1бО мм в отличие от 200-250 кВт при плавке электродом с эмиссионно-активной добавкой, повышает стойкость электрода в 1,5 раза. Ведение плавки при стабильном дуговом разряде мощностью около 400 кВт исключает непроплавы, улучшает качество поверхности слиткаj химический состав и позволяет повысить скорость последующей электроннолучевой переплавки дугового слитка. Холодная деформация со степенью вытяжки более 2,5 обеспечивая изменение микрогеометрии поверхности (образование ступенек, увеличение плотности,., дислокаций, дробление блоков, образование единичных атомов на поверхности и вакансий в поверхностном ряде атомов) и обуславливает значительное снижение работы выхода электронов, в связи с чем отпадает необходимость в применении дорогостоящей эмиссионно-активной добавки и стабилизуется работа электрода. Формула изобретения 1. Нерасходуемый электрод Д1);я плавки тугоплавких металлов и сплавов, содержащий стержень из переплавляемого металла, например тантала, отличающийся тем, что, с целью повышения стабильности работы, стержень выполнен из холоднодеформированного материала со степенью вытяжки 2,5-10,5.
5 890563 ,
1 т- п и -1. Техника высоких температур.
„ :. .::.;.: Ir-.... -пер с ..г. По„ ре„. В.П. .™,ина.
выполнен из пакета параллельно соеди-М., ил, 1ЭЭЭ.
ненных между собой прутков.Авторское свидетельство
Источники информации,s оГ и пс в 7/о8 19б9
принятые во внимание при экспертизе№ 239986, кл. Н 05 В 7/08, 19Ь9.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТОД И УСТРОЙСТВО ПОЛУЧЕНИЯ КОМПАКТНЫХ СЛИТКОВ ИЗ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2009 |
|
RU2406276C1 |
| Способ электродуговой плавки металла | 1976 |
|
SU594183A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОГО ПЕРЕПЛАВА МЕТАЛЛОВ | 1989 |
|
RU2027783C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ СПЛАВОВ, СОДЕРЖАЩИХ ТУГОПЛАВКИЕ КОМПОНЕНТЫ | 2001 |
|
RU2184161C1 |
| Способ изготовления лигатур в вакуумной дуговой печи с нерасходуемым электродом | 2020 |
|
RU2734220C1 |
| СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ МЕТАЛЛОВ И ГАРНИСАЖНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246547C1 |
| Способ электрошлакового переплава некомпактных материалов | 1989 |
|
SU1700073A1 |
| ЭЛЕКТРОД ДЛЯ ДУГОВОЙ ПЛАВКИ МЕТАЛЛОВ | 1969 |
|
SU239986A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ ВЫПЛАВКИ ИЗДЕЛИЯ ИЗ ТУГОПЛАВКОГО МЕТАЛЛА ИЛИ СПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2469115C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОЧИСТОГО ТИТАНА ДЛЯ РАСПЫЛЯЕМЫХ МИШЕНЕЙ | 2008 |
|
RU2370559C1 |
