Изобретение относится к прокатному производству и может быть использовано при производстве профилей на 2 и 4-ниточ- ных непрерывных сортовых прокатных станах.
Известен способ прокатки на многониточном непрерывном сортовом стане, вклю- чающий одновременную деформацию нескольких заготовок в его черновой группе клетей с чередованием направления обжатия на 90° в каждой последующей клети этой группы, причем после каждой клети черновой группы с ящичными калибрами или с гладкими валками одновременную прокатку всех заготовок ведут в неприводной универсальной клети с одним калибром при обжатии наружных граней крайних заготовок.
Недостатком известного способа является низкая его стабильность, ограничивающая рост производительности процесса Указанное обусловлено тем, что для реализации известного способа необходимо после каждой приводной двухвалковой клети, где осуществляется многониточная например двухниточная прокатка, совмещают два раската боковыми гранями для задачи в неприводную универсальную клеть Для этой операции необходимо использовать специальные проводковые устройства, подвергаемые значительному истиранию и износу, что требует их частой замены Указанные обстоятельства снижают производительность сташа.
Цель изобретения - повышение производительности стана
vi 00
ь ю
Это достигается тем, что в известном способе прокатки на многониточном непрерывном сортовом стане, включающем одно- временную деформацию нескольких заготовок в его черновой группе клетей с чередованием направления обжатия на 90° в каждой последующей клети этой группы, при котором после каждой клети черновой группы с ящичными калибрами или с глад- кими валками одновременную прокатку всех заготовок ведут в неприводной универсальной клети с одним калибром при обжатии наружных граней крайних заготовок, прокатку заготовок в каждой клети, предшествующей неприводной универсэльной. осуществляют с образованием их верхних и нижних граней с уклонами в стороны наружных граней.
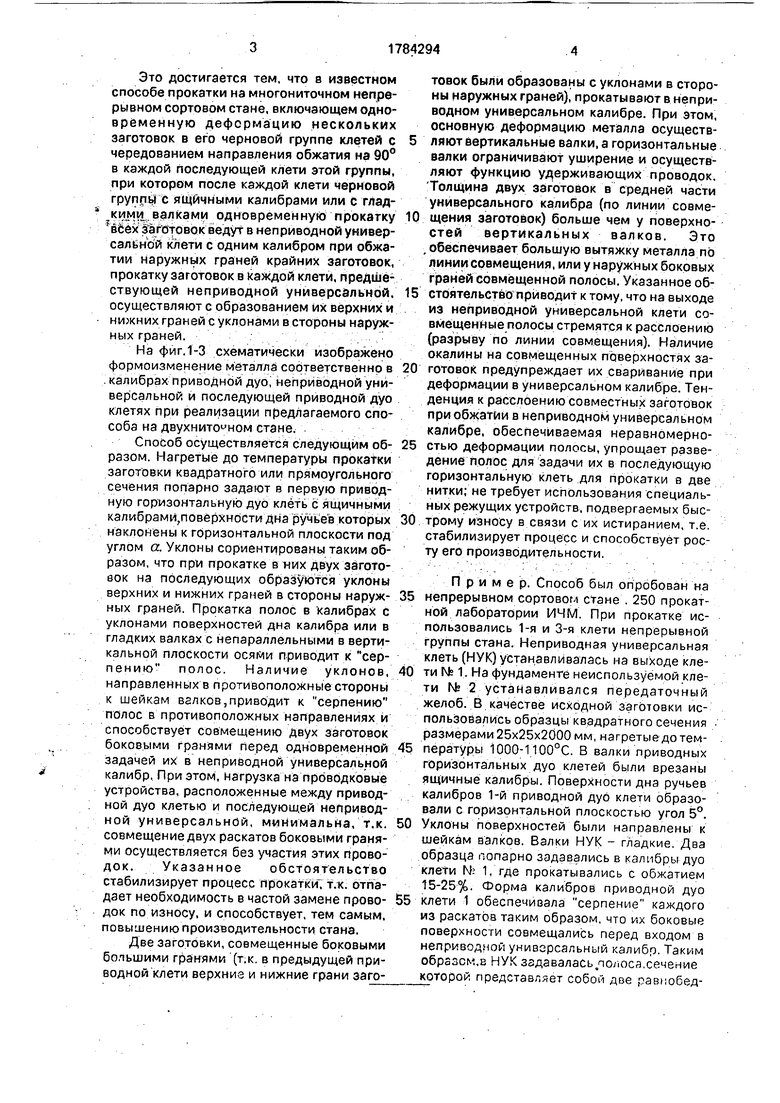
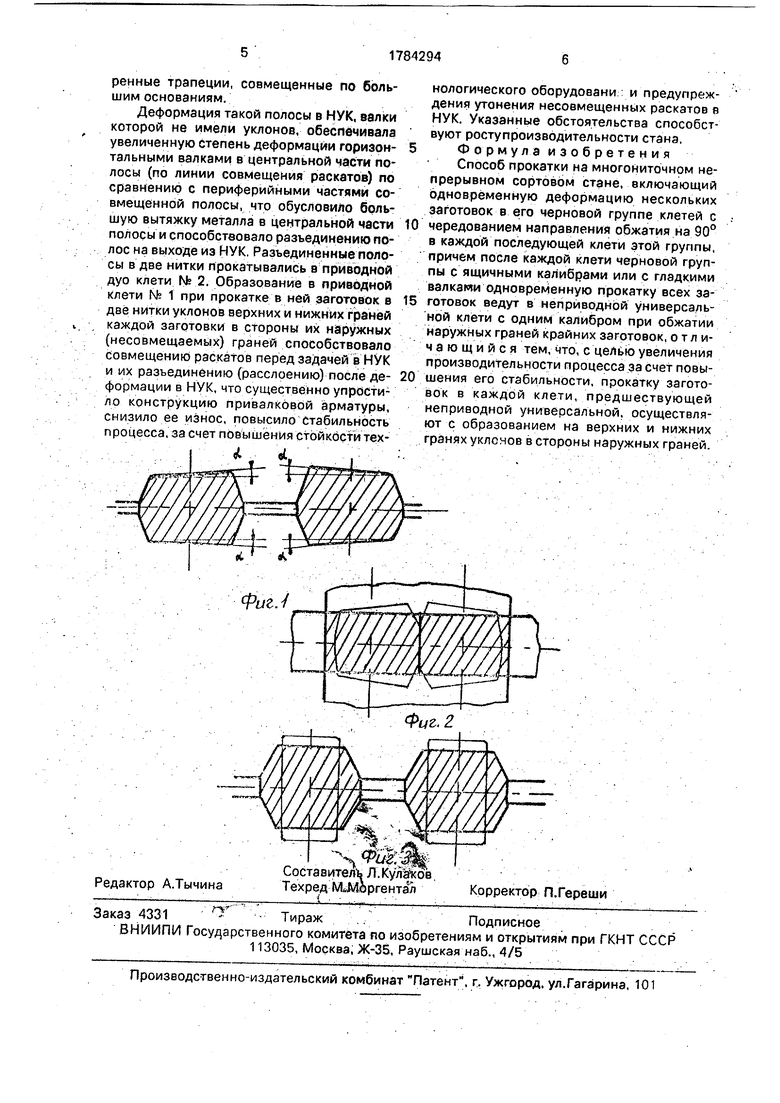
На фиг. 1-3 схематически изображено формоизменение металла соответственно в калибрах приводной дуо, неприводной универсальной и последующей приводной дуо клетях при реализации предлагаемого способа на двухнито ном стане.
Способ осуществляется следующим образом. Нагретые до температуры прокатки заготовки квадратного или прямоугольного сечения попарно задают в первую приводную горизонтальную дуо клеть с ящичными калибрами,поверхности дна ручьев которых наклонены к горизонтальной плоскости под углом а. Уклоны сориентированы таким образом, что при прокатке в них двух заготовок на последующих образуются уклоны верхних и нижних граней в стороны наружных граней. Прокатка полос в калибрах с уклонами поверхностей дна калибра или в гладких валках с непараллельными в вертикальной плоскости осями приводит к сер- пению полос. Наличие уклонов, направленных в противоположные стороны к шейкам валков,приводит к серпению полос в противоположных направлениях и способствует совмещению двух заготовок боковыми гранями перед одновременной задачей их в неприводной универсальной калибр. При этом, нагрузка на проводковые устройства, расположенные между приводной дуо клетью и последующей неприводной универсальной, минимальна, т.к. совмещение двух раскатов боковыми гранями осуществляется без участия этих проводок. Указанное обстоятельство стабилизирует процесс прокатки, т.к. отпадает необходимость в частой замене проводок по износу, и способствует, тем самым, повышению производительности стана.
Две заготовки, совмещенные боковыми большими гранями (т.к. в предыдущей приводной клети верхние и нижние грани заготовок были образованы с уклонами в стороны наружных граней), прокатывают в неприводном универсальном калибре. При этом, основную деформацию металла осуществляют вертикальные валки, а горизонтальные валки ограничивают уширение и осуществляют функцию удерживающих проводок. Толщина двух заготовок в средней части универсального калибра (по линии совмещения заготовок) больше чем у поверхностей вертикальных валков. Это , обеспечивает большую вытяжку металла по линии совмещения, или у наружных боковых граней совмещенной полосы. Указанное обстоятельство приводит к тому, что на выходе из неприводной универсальной клети совмещенные полосы стремятся к расслоению (разрыву по линии совмещения). Наличие окалины на совмещенных поверхностях заготовок предупреждает их сваривание при деформации в универсальном калибре. Тенденция к расслоению совместных заготовок при обжатии в неприводном универсальном калибре, обеспечиваемая неравномерностью деформации полосы, упрощает разведение полос для задачи их в последующую горизонтальную клеть для прокатки в две нитки; не требует использования специальных режущих устройств, подвергаемых быстрому износу в связи с их истиранием, т.е. стабилизирует процесс и способствует росту его производительности.
Пример. Способ был опробован на
непрерывном сортовом стане . 250 прокатной лаборатории ИЧМ. При прокатке использовались 1-я и 3-я клети непрерывной группы стана. Неприводная универсальная клеть (НУК) устанавливалась на выходе клети Ns 1. На фундаменте неиспользуемой клети № 2 устанавливался передаточный желоб. В качестве исходной заготовки использовались образцы квадратного сечения размерами 25x25x2000 мм, нагретые до температуры 1000-1100°С. В валки приводных горизонтальных дуо клетей были врезаны ящичные калибры. Поверхности дна ручьев калибров 1-й приводной дуо клети образовали с горизонтальной плоскостью угол 5°.
Уклоны поверхностей были направлены к шейкам валков. Валки НУК - гладкие. Два образца попарно задавались в калибры дуо клети № 1, где прокатывались с обжатием 15-25%. Форма калибров приводной дуо
клети 1 обеспечивала серпение каждого из раскатов таким образом, что их боковые поверхности совмещались перед входом в неприводной универсальный калибр. Таким обрззсм.в НУК задавалась „полоса сечение которой представляет собой две равнобедренные трапеции, совмещенные по большим основаниям.
Деформация такой полосы в НУК, валки которой не имели уклонов, обеспечивала увеличенную степень деформации горизон- тальными валками в центральной части полосы (по линии совмещения раскатов) по сравнению с периферийными частями совмещенной полосы, что обусловило большую вытяжку металла в центральной части полосы и способствовало разъединению полос на выходе из НУК, Разъединенные полосы в две нитки прокатывались в приводной дуо клети № 2, Образование в приводной клети № 1 при прокатке в ней заготовок в две нитки уклонов верхних и нижних граней каждой заготовки в стороны их наружных (несовмещаемых) граней способствовало совмещению раскатов перед задачей в НУК и их разъединению (расслоению) после де- формации в НУК, что существенно упростило конструкцию привалковой арматуры, снизило ее износ, повысило стабильность процесса, за счет повышения стойкоститех«t .
Ьф
нологического оборудовани и предупреждения утонения несовмещенных раскатов в НУК. Указанные обстоятельства способствуют роступроизводительности стана. Формула изобретения Способ прокатки на многониточном непрерывном сортовом стане, включающий одновременную деформацию нескольких заготовок в его черновой группе клетей с чередованием направления обжатия на 90° в каждой последующей клети этой группы, причем после каждой клети черновой группы с ящичными калибрами или с гладкими валками одновременную прокатку всех заготовок ведут в неприводной универсальной клети с одним калибром при обжатии наружных граней крайних заготовок, отличающийся тем, что, с целью увеличения производительности процесса за счет повышения его стабильности, прокатку заготовок в каждой клети, предшествующей неприводной универсальной, осуществляют с образованием на верхних и нижних гранях уклонов в стороны наружных граней.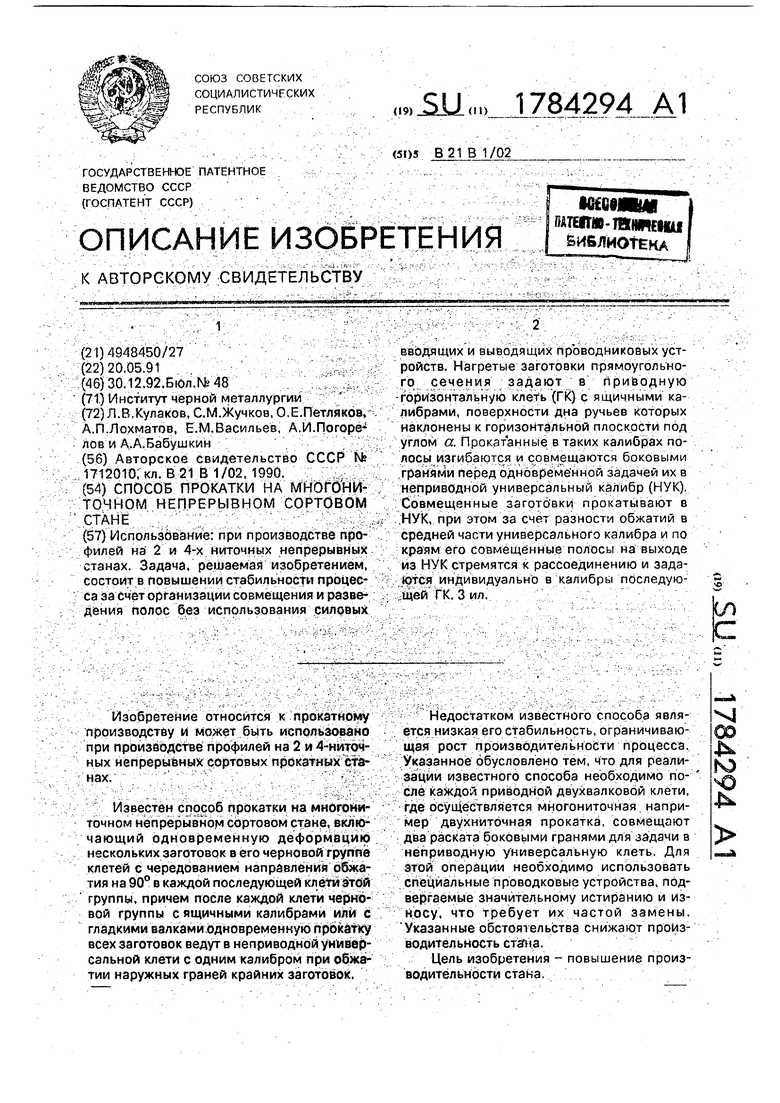
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки на многониточном непрерывном сортовом стане | 1989 |
|
SU1712010A1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU966976A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2017 |
|
RU2668626C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| Способ прокатки балочных профилей на непрерывном сортовом стане | 1984 |
|
SU1284617A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
Использование: при производстве профилей на 2 и 4-х ниточных непрерывных станах. Задача, решаемая изобретением, состоит в повышении стабильности процесса за счет организации совмещения и разведения полос без использования силовых вводящих и выводящих проводниковых устройств. Нагретые заготовки прямоугольного сечения задают в приводную горизонтальную клеть (ГК) с ящичными калибрами, поверхности дна ручьев которых наклонены к горизонтальной плоскости под углом а. Прокатанные в таких калибрах полосы изгибаются и совмещаются боковыми гранями перед одновременной задачей их в неприводной универсальный калибр (НУК) Совмещенные заготовки прокатывают в НУК, при этом за счет разности обжатий в средней части универсального калибра и по краям его совмещенные полосы на выходе из НУК стремятся к рассоединению и задаются индивидуально в калибры последующей ГК. 3 ил. сл С
Фиг.-/
Редактор А.Тычина
, -, Составитель Л,Кулаков,
Техред ШМоргентал
Корректор П.Гереши
| Способ прокатки на многониточном непрерывном сортовом стане | 1989 |
|
SU1712010A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
